Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.
Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Что потребуется для работы начинающему сварщику
Для начала обучения придется подобрать соответствующее оборудование и экипировку.
Особое внимание следует уделять индивидуальным средствам защиты, поскольку сварочные работы — процесс вредный для зрения и органов дыхания. Если вы решили начать обучение на свежем воздухе- то обязательно на сухом основании и под навесом, который защитит вас и оборудование от дождя
Если вы решили начать обучение на свежем воздухе- то обязательно на сухом основании и под навесом, который защитит вас и оборудование от дождя.
Рабочее место должно быть просторным, не захламленным, не стеснять движений сварщика.
Кабели нужно раскладывать таким образом, чтобы не наступать на них и не запнуться при перемещении вокруг заготовок.
В качестве заготовок для отработки навыков лучше выбрать обрезки проката и стальных листов. Начинать с ответственных конструкций не рекомендуется.
Как научиться варить электросваркой: меры предосторожности
Сразу хочу начать с того, что сказать несколько слов о чистоте и культуре этой работы. Сварка – дело грязное и, несмотря на то, что интересное, оно очень опасное. Все эти опасности связаны с тремя вещами – ожоги, потеря зрения и легкие, на которых накапливается со временем очень нехороший осадок, ведущий к неприятным заболеваниям. От всего этого придется защищаться и оберегать себя по мере возможности – так сказать, соблюдать некоторые правила безопасности.
- Спецодежда – именно она в большей степени защищает от ожогов, вызванных попаданием на кожу как оплавленного металла, так и огромной дозы ультрафиолета. Сварщику приходится работать одетым, как говорится, с ног до головы, и одежда эта отнюдь не является тоненькой и легкой рубашкой – это плотный брезент, который одевается на слой нательного белья. Сами понимаете, летом это обмундирование вызывает, мягко говоря, некоторые затруднения – сказать, что работать жарко, это еще ничего не сказать. Со временем, конечно, привыкаешь, но поначалу это ужасно неприятно.
- Защита глаз – эту фразу нужно произносить громко. Ее нужно запомнить как дважды два. Без нее вопрос, как правильно научиться варить электросваркой, не решается. Клич (или предупреждение) «Глаза!» нужен для того, чтобы работающие с вами люди успели защитить свои органы зрения от воздействия яркой дуги – в народе говорят, от зайчиков, вылезающих бессонной ночью и дикой боли в глазах, с которой ничего поделать невозможно. Говорят, помогает картошка, но лично я сколько ни пробовал, толку от нее мало, лучший способ пережить эту неприятность – напиться и забыться до утра.
Органы дыхания. К сожалению, защитить их практически не получится – можно, конечно, использовать респиратор, но это дополнительные неудобства в работе. В принципе, если речь идет о пяти-десяти минутах работы, это еще куда ни шло, а вот если говорить о полноценном рабочем дне, то тут, увы, респиратор будет не лучшим помощником.
И, естественно, голова на плечах – если ее нет, то к вопросу, как сваривать металл электросваркой, лучше вообще не подходить даже близко. Бездумное обращение с электросваркой (да и вообще с любым видом сварки) чревато не очень хорошими последствиями как в работе, так и для человека лично.
Как правильно сваривать металл?
Как правильно варить детали электросваркой? Следует учитывать, что металл при сварке нагревается и расширяется. Это приводит к его деформациям. Для предотвращения их заготовки надежно закрепляют в оснастке. Кроме того, по линии шва через каждые 10-15 см накладывают короткие участки- «прихватки».
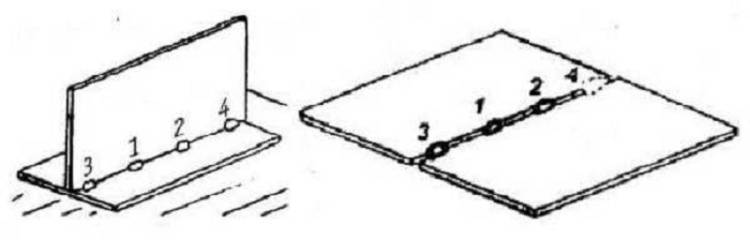
Порядок размещения прихваток.
Далее следует заварить шов, соединяя прихваченные участки.
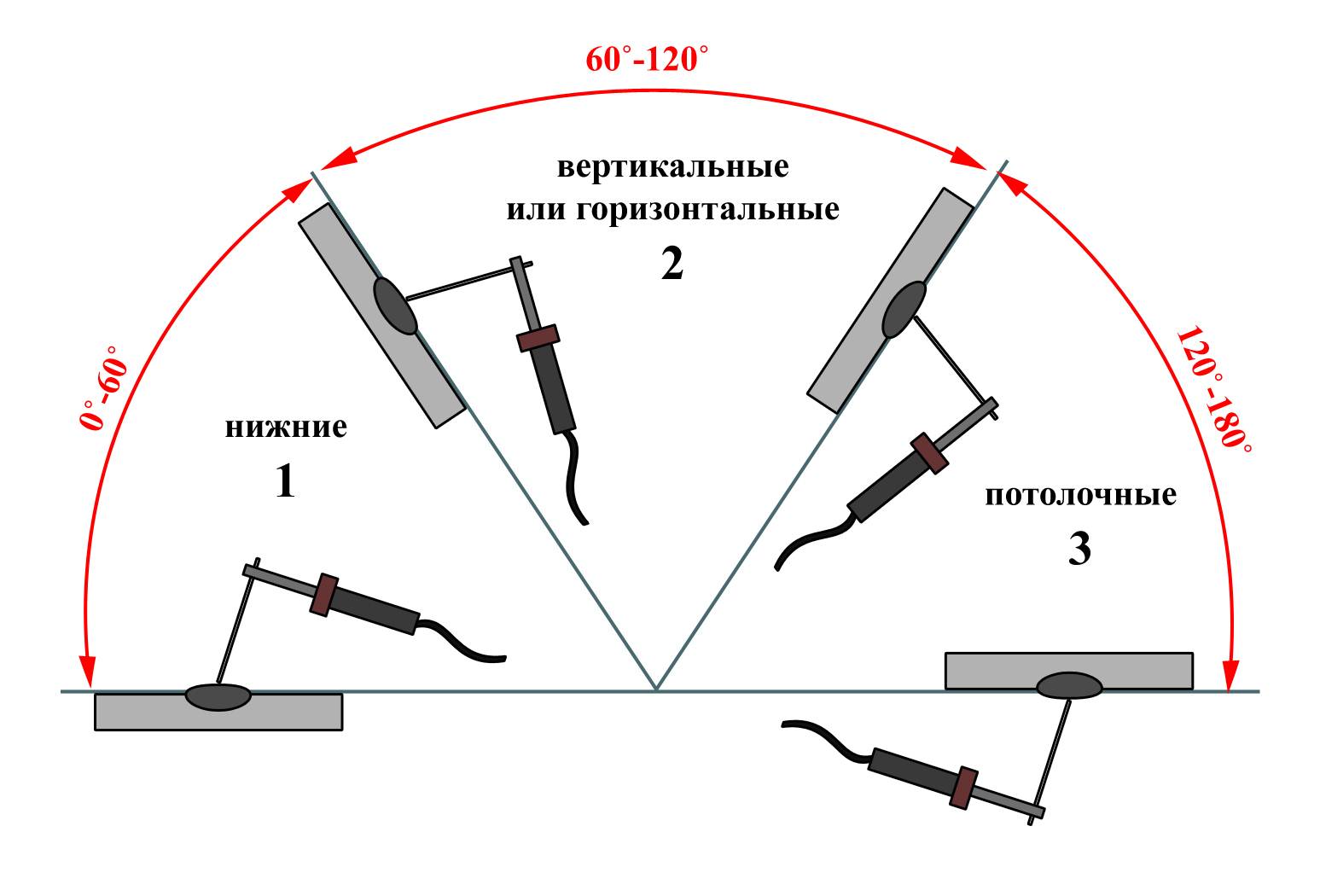
Различают следующие основные сварочные положения:
- нижнее, деталь находится в горизонтальном положении, с него обычно начинают обучение;
- вертикальное;
- потолочное.
Работа в вертикальном и потолочном положениях осложняется вытеканием расплава под действием силы тяжести.
Подготовка

Для получения прочного и долговечного соединения необходимо провести подготовку поверхности деталей
Для зачистки используют проволочную щетку или болгарку.
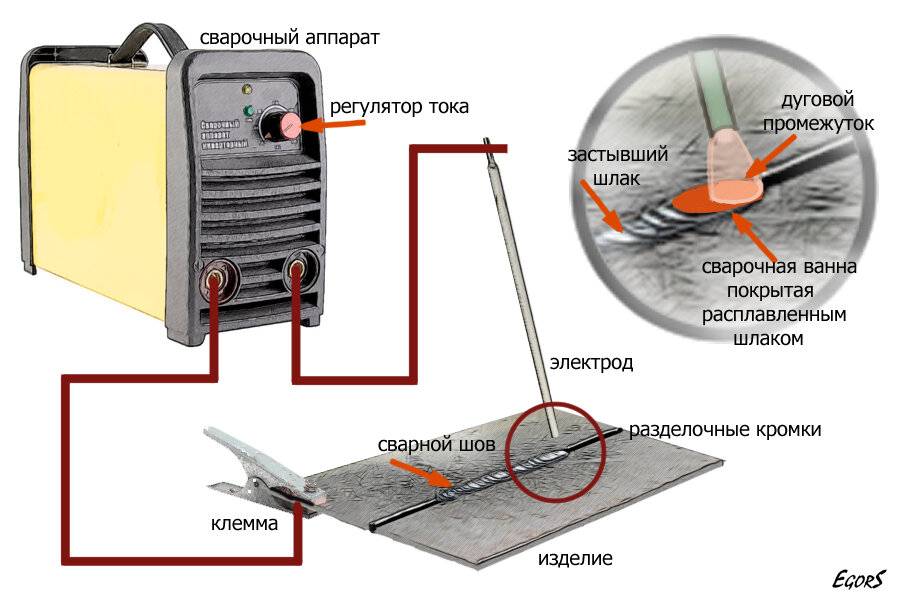
Подключение
До того, как начать варить сварочным аппаратом, следует подключить его к электросети.
Инвертор бытового класса мощностью в несколько киловатт работает от однофазной сети 220 вольт. Его достаточно просто включить в розетку, обеспечивающую достаточную мощность. При использовании удлинителя сечение проводов должно быть не менее 2, 5 мм2.
Место присоединения к заготовке массового провода должно быть зачищено и обезжирено так же, как и зона шва.
Рабочий ток для начала обучения при диаметре электрода в 3 мм следует выбрать около 70 А. Меньшие значения понизят стабильность дуги, большие — приведут к перегреву и прожогу металла.
Поджигание
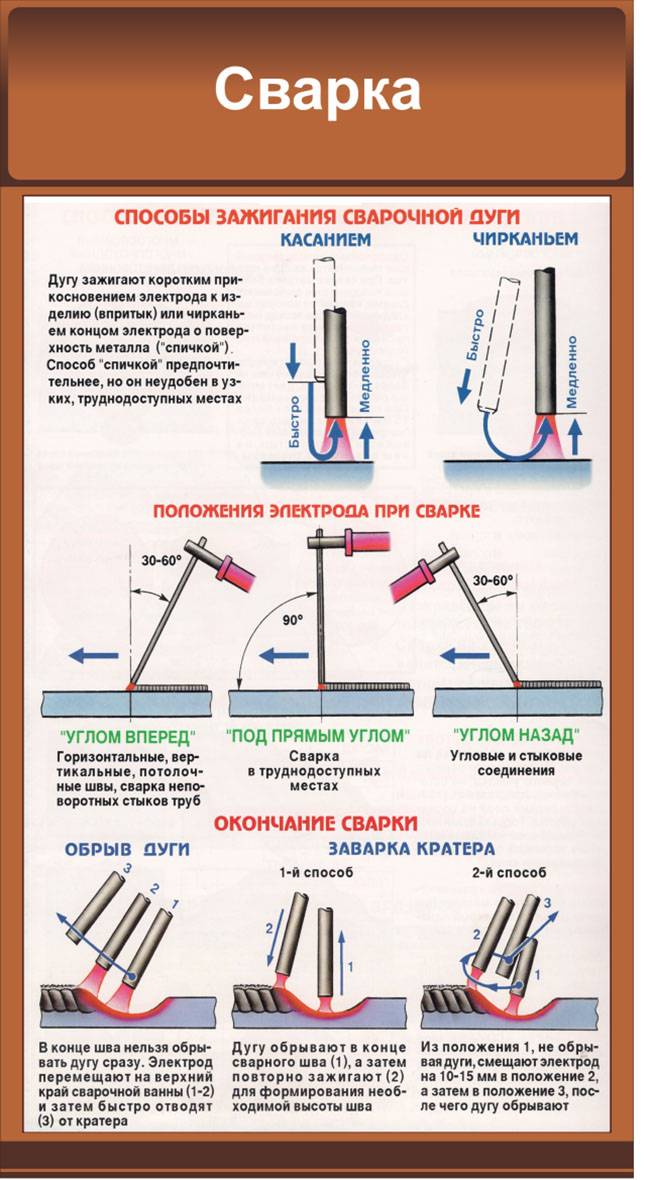
Разжечь дугу можно одним из двух способов. Первый из них, «чиркание», напоминает движение спички по коробку. Второй способ, «постукивание», заключается в быстром подведении кончика стержня к заготовке до легкого касания и более медленного отведения.
Если электродугу не удается разжечь, следует проверить контакт массового провода и прочность присоединения зажима. Помогает также очищение пассатижами кончика стержня от шлака. Если электрод часто «залипает», следует попробовать немного увеличить значение рабочего тока.
Процесс
При сварке линию соединения ведут в различных направлениях, как от себя, так и на себя, слева направо и справа налево. Выбор направления определяется взаимным положением заготовок. Руке должно быть удобно вести держатель.
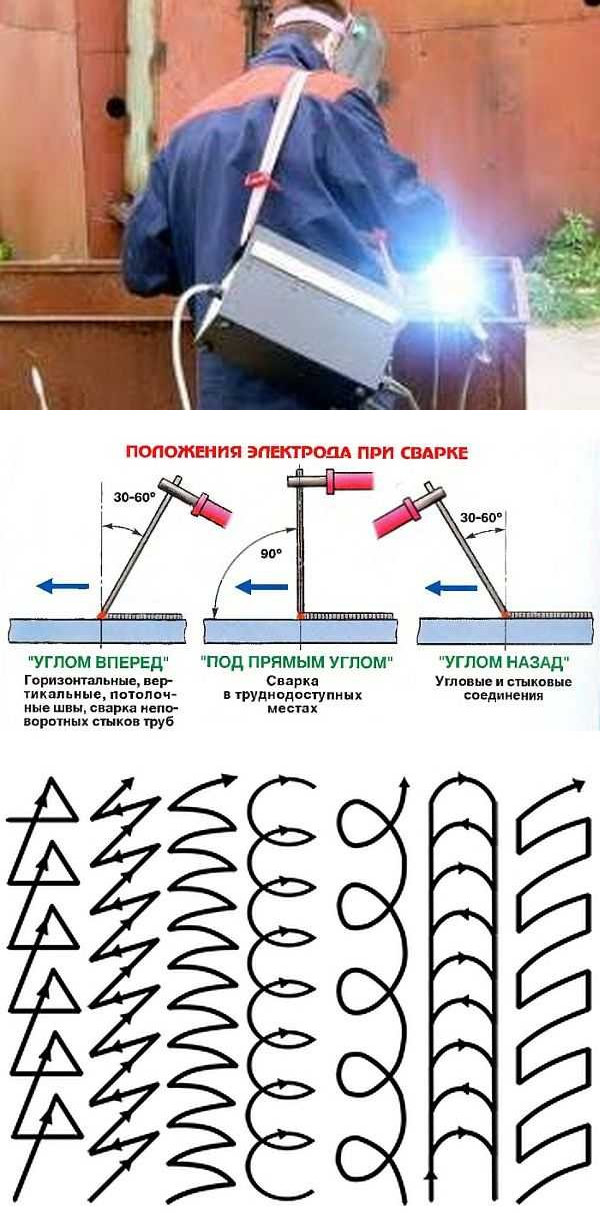
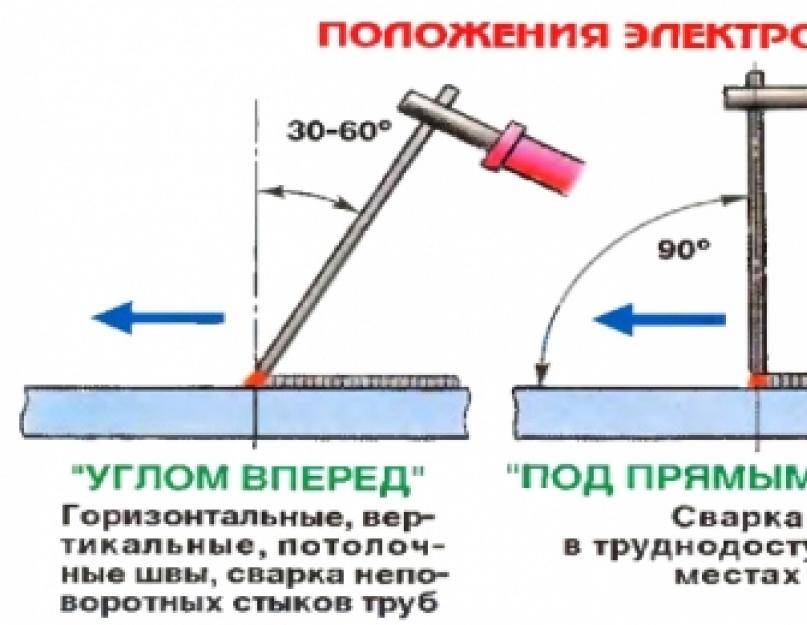
После розжига электродуги держатель ведут плавно, с постоянной скоростью, под углом в 30-60о к вертикали. Зазор между электродом и заготовкой нужно поддерживать в пределах 2-3 мм.
Во время процесса необходимо контролировать следующие моменты:
- постоянная скорость ведения;
- заданное расстояние до заготовки;
- коррекция скорости в зависимости от состояния сварочной ванны;
- соблюдение выбранной траектории.
Чтобы было легче выдерживать линию соединения, ее размечают мелом.
После завершения шва нужно удалить шлаковый слой с его поверхности. Для этого можно воспользоваться молотком или шлифмашиной.
Советы начинающим сварщикам
Сварщик с малым опытом часто задаётся вопросом о том, как правильно сваривать металл электросваркой. Общие советы по работе с инвертором и правила сварки металла электродом будут приведены в разделе ниже.






Сваривая металл инвертором, необходимо тщательно контролировать, чтобы сварной шов шёл вровень с металлом. Электродуга, проникающая в металл с интенсивной скоростью и достаточной глубиной, заставляет ванну двигаться назад и создаёт сварной шов, который способен стать дефективным, если скорость движения электрода будет слишком высока. Идеальный шов получится, если электрод будет совершать зигзагообразные и круговые колебания.
При изменении направления движения электрода следует помнить, что ванна следует за теплом. Формирование подреза происходит на фоне недостаточности металла электрода, поэтому стоит строго следить за границами ванны и контролировать их.
Располагая электрод под определённым углом можно управлять направлением движения ванны, при этом вертикальное положение электрода будет способствовать достаточному проплавлению. Ванна при таком положении будет вдавлена вниз и иметь хорошие границы, а шов будет иметь меньшую выпуклость. Слишком большой наклон электрода не позволит управлять ванной.
Положения электрода при сварке
Сварка инвертором также применима и при выполнении работ по свариванию труб
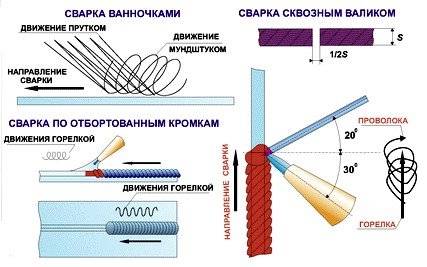
Сварка проходит в достаточно сложных условиях, поэтому необходимо большое внимание обращать на качество провара на поворотных стыках. Угол, равный 30º, является стандартным углом наклона электрода к поверхности трубы
На трубах из низколегированных сталей с сечением стенки до 12 мм шов будет однослойным. Для труб с большей толщиной стенки следует наложить повторный шов, за счёт чего общая прочность сварного шва повысится. После каждого нового наложения шва следует в обязательном порядке очистить затвердевший шлак. Трубы с диаметром до 0,5 м необходимо проваривать непрерывно.
Инвертор – простой сварочный аппарат, который идеально подойдёт начинающему сварщику для проведения сварочных работ в домашних условиях. При выборе инвертора необходимо полагаться на собственные нужды, и соответствие им выбираемого аппарата, таким образом обеспечивая свои потребности.
Преимущества и недостатки
 Приступая к работе инверторным сварочным аппаратом, нелишне кроме инструкции по эксплуатации ознакомиться еще с более глубокими публикациями по вопросам электросварочного оборудования, во всяком случае, нужно четко осознавать все плюсы и минусы таких инструментов.
Приступая к работе инверторным сварочным аппаратом, нелишне кроме инструкции по эксплуатации ознакомиться еще с более глубокими публикациями по вопросам электросварочного оборудования, во всяком случае, нужно четко осознавать все плюсы и минусы таких инструментов.
К «плюсам» сварочных инверторов однозначно относятся:
- Малый вес.
- Возможность работы при довольно низком напряжении в сети, электроника отлично держит дугу даже при 160-180 вольт в электросети.
- Плавная регулировка электротока, выдаваемого аппаратом.
- Возможность работать практически со всеми типами электродов.
- Легкий и эффективный розжиг дуги.
- Возможность настройки на работу с различными материалами, как по толщине сращиваемого металла, так с различными металлами – например, алюминием, чугуном.
- Практически полное отсутствие скачков напряжения при работе даже на перегруженных сетях.
К сожалению, имеются и минусы, но они в большинстве не связаны с непосредственной эксплуатацией инструмента:
- Высокая по сравнению с трансформаторными моделями цена.
- Требовательность к условиям работы – положительная температура, приемлемая влажность, незначительная запыленности.
- Дороговизна ремонта – используемые электронные компоненты чаще всего ремонтируются или в специализированных сервисных центрах, или дешевле купить новый инвертор.
Суть технологии сварочного инвертора состоит в том, что переменный ток электрической сети посредством работы электронных компонентов преобразуется сначала в постоянный ток, а потом еще одни раз в переменный, но уже с другими качественными показателями – высокой частотой (порядка 20 000–50000Гц) и большой силой тока – 100–200 Ампер, но при этом с небольшим напряжением порядка 60-90 В.
Зажег дуги
Сварка для начинающих, прежде всего, предполагает умение зажигать дугу, также правильно отрывать электрод от детали после этого. Самоучитель по сварке рекомендует два способа зажигания дуги. Первый из них осуществляется касанием, а второй чирканьем.
Касаются или чиркают поверхность детали, предназначенной для сварки. Можно вначале потренироваться делать это неподключенным к сварочному аппарату электродом. Касание должно быть легким, после чего следует быстро отводить электрод назад. Чирканье напоминает всем известное добывание огня с помощью спичек и спичечного коробка.
Если поджиг дуги производится касанием, то электрод по отношению к поверхности следует держать максимально перпендикулярно, а приподнимать его наверх всего на несколько миллиметров. Быстрое отведение является гарантией того, что электрод не прилипнет к поверхности изделия. Если эта неприятность все же случится, то надо оторвать прилипший электрод, резко отклонив его в сторону. После этого зажигание дуги следует продолжить.
Сварка для чайников рекомендует использовать для зажигания дуги второй способ – чирканьем. Для этого достаточно использовать воображение, представив себе, что чирканье происходит не электродом, а обыкновенной спичкой. В труднодоступных местах этот способ является неудобным, но к начинающим сварщикам это отношения не имеет, поскольку учиться они будут пока на простых соединениях.
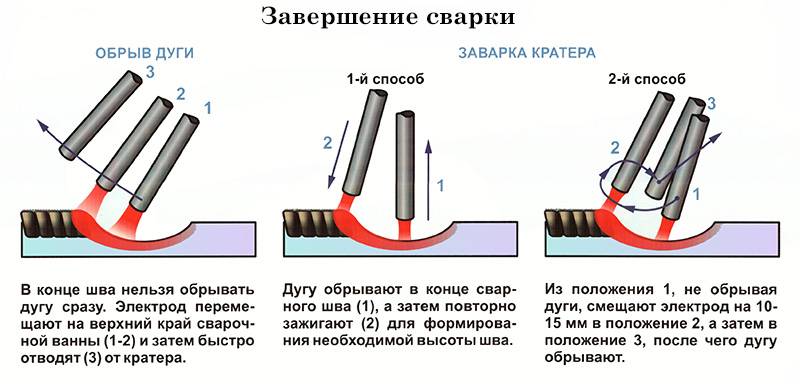
К розжигу дуги придется возвращаться еще не раз после того, как электрод полностью сгорит и предстоит его замена на новый.
Поскольку начальная часть шва будет выполнена, то при повторном зажигании придется применить некоторые правила. Вначале сварочный шов надо освободить от шлака, образовавшегося при работе предыдущим электродом. Зажигать дугу следует непосредственно за кратером.
Подготовка к сварке не закачивается розжигом дуги. Затем предстоит формирование сварочной ванны. Для этого электродом придется сделать несколько раз оборот вокруг точки, из которой планируется начать сваривать шов.
Сварочные работы и их обучение включают в себя умение держать дугу после того, как она будет зажжена. Чтобы тренировка прошла удачно, ток на сварочном аппарате следует установить величиной 120 Ампер. Это не только облегчит разжигание дуги, но и снизится вероятность затухания пламени, а также будет обеспечен контроль заполнения сварочной ванны.
Понять, каким образом может происходить контроль ванны, можно, постепенно понижая значение тока. При этом надо увеличить расстояние между концом электрода и деталью для того, чтобы не возникло его прилипание к ее поверхности.
Начинающему сварщику следует быть готовым к тому, что при увеличении длины дуги также увеличится разбрызгивание металла. При сварке длина используемого электрода по мере его сгорания будет неизменно уменьшаться, поэтому для сохранения величины дуги следует его приближать к поверхности изделия на соответствующее расстояние.
Если расстояние станет недостаточным, то металл будет прогреваться плохо и шов получится слишком выпуклым, а края его останутся непроплавленными.
Однако нельзя делать это расстояние и слишком большим, поскольку в этом случае возникнут своеобразные подскоки дуги, что приведет к образованию некрасивого шва с бесформенной формой.
Технология сварочных работ для получения удовлетворительного результата требует выбор правильного расстояния между электродом и изделием. Существует подсказка – оптимальной длиной дуги будет ее размер, не превышающий диаметр электрода, включая его покрытие обмазкой. В среднем это равняется трем миллиметрам.
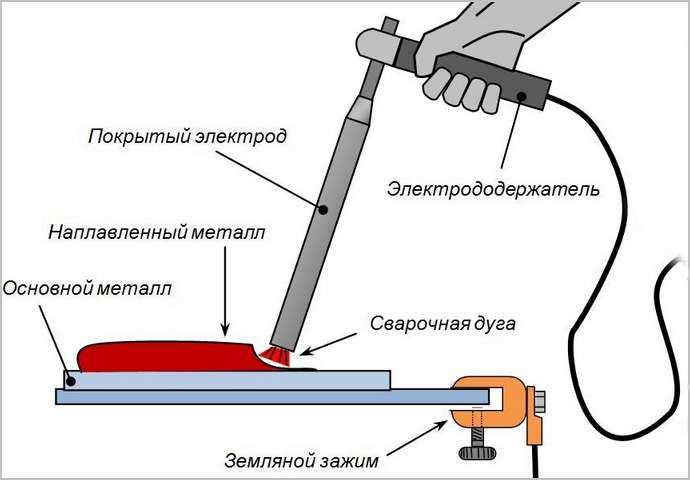
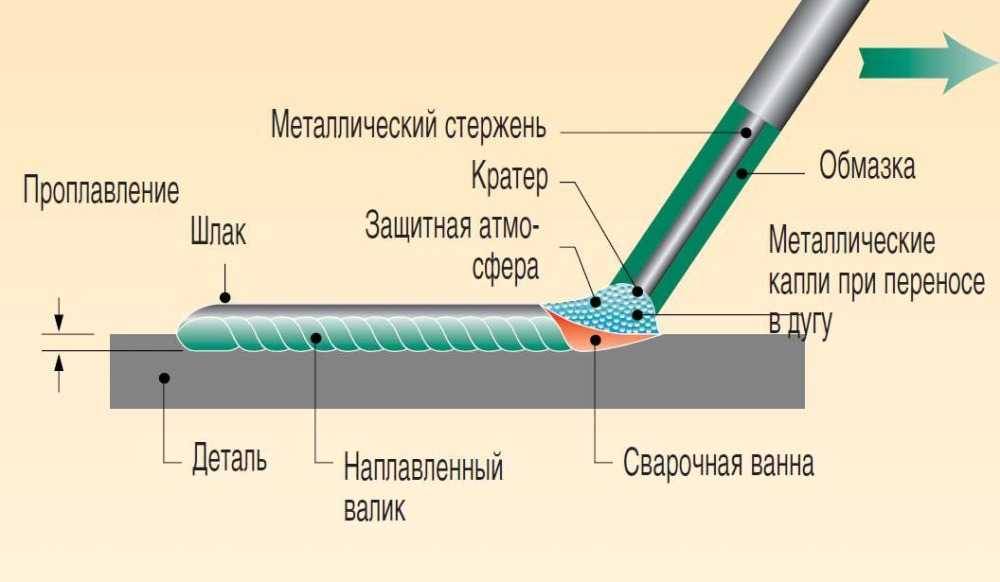
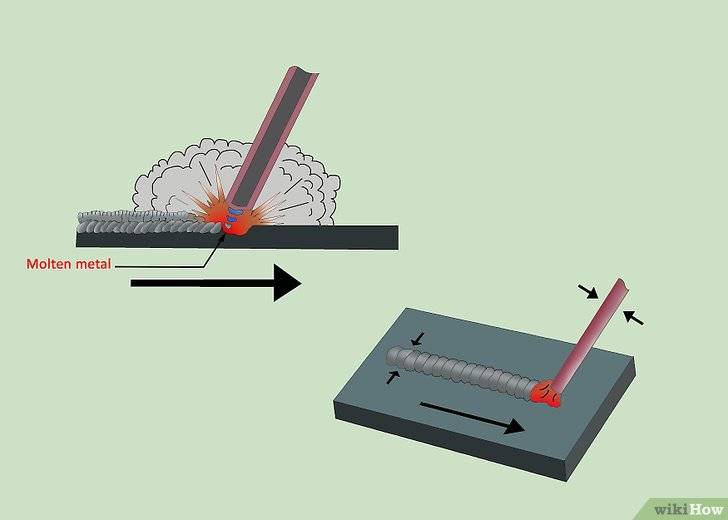
Как проходит сварочный процесс
Все знают, что сварка — это процесс высокотемпературный. Под воздействием электрической дуги расплавляется основа и стержень, сделанный из металла. То есть, образуется так называемая сварочная ванна, где металл основы перемешивается с металлом электродным. Что касается величины образуемой ванны, то зависеть она будет от нескольких факторов:
- положения аппарата в пространстве;
- режима сварки;
- размеров кромки;
- скорости, с которой дуга перемещается.
При расплавлении покрытие электрода образует так называемую газовую зону, которая вытесняет весь кислород. Получается, что расплавленный металл не взаимодействует с воздухом, гарантируя более надежное крепление. Когда электрическая дуга удаляется, металл кристаллизуется и образует надежный вертикальный шов, который объединяет свариваемые детали. Шлаковый слой, как уже говорилось, удаляется при помощи молотка.
Основы электродуговой сварки
Если посмотреть видео, которое обучает основам электродуговой сварки, можно увидеть, что там очень большое внимание акцентируется на начале процесса
Действительно, очень важно научиться начинать сварочную работу, так как первый этап самый сложный
Для начала нужно надежно закрепить деталь и поставить рядом ведро с водой
Очень важно соблюдать технику безопасности и помнить о том, что ни при каких обстоятельствах нельзя сваривать металл на деревянном полу
Итак, сначала кабель изолируется, а затем заправляется в специальный держатель
Очень важно выставить на сварочном аппарате мощность тока, а потом зажечь дугу. Дальше нужно очень плавно провести ею по поверхности
После появления искры необходимо коснуться электродом металлической поверхности и поднять его на пять сантиметров.
Дуга зажжется только в том случае, если правильно все сделать
Очень важно следить, чтобы на протяжении всей работы удерживался пятимиллиметровый зазор. Если металл сваривать по всем правилам, электрод начнет выгорать
Именно поэтому его нужно периодически приближать к поверхности металла.
Может случиться такое, что электрод залипнет. Ничего страшного — достаточно легонько качнуть им в сторону. Иногда не зажигается дуга. Причин может быть много, в том числе и неисправность аппарата. Можно попробовать увеличить силу тока.






Если получается зажигать и удерживать дугу без посторонней помощи, самое время переходить к плавлению. После зажигания дуги нужно методом колебательных движений перемещать электрод по горизонтали. Возникнет ощущение, словно расплавленный металл гнется к центральной части дуги. Если это так, значит, получится крепкий вертикальный шов с едва заметными волнами.
После полного выгорания электрода работу необходимо на время прекратить. Следует поставить новый элемент, тщательно удалить шлак и продолжить процесс сваривания.
Чтобы увидеть наглядно, как правильно варить электросваркой, лучше посмотреть обучающее видео.
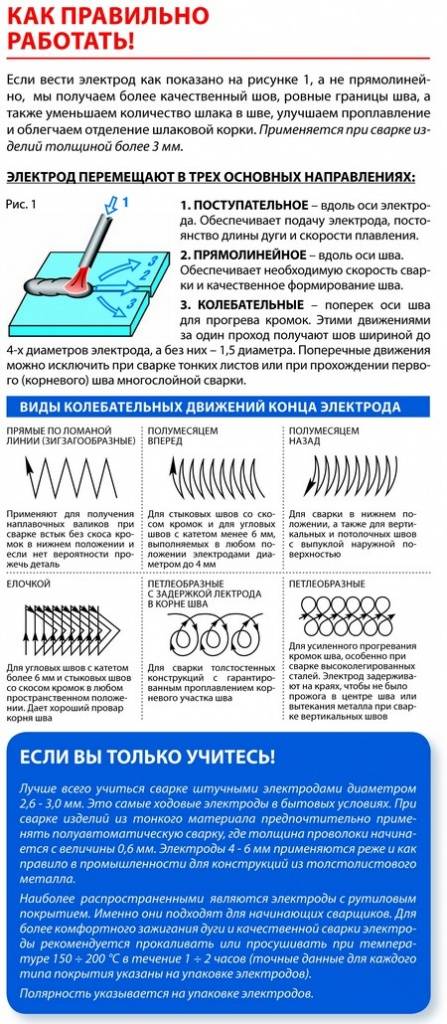
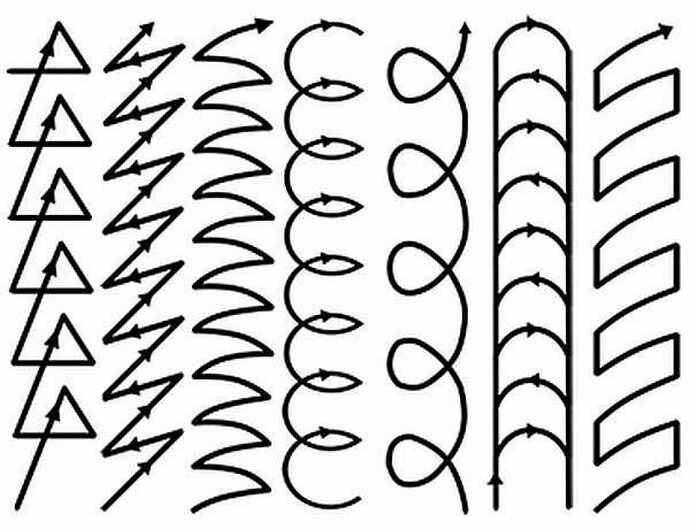
Траектория движения дуги
Важно обратить внимание на то, как движется дуга во время сваривания деталей. Траекторий всего три:
- продольная;
- поступательная;
- поперечная.
В первом случае происходит формирование сварочного ролика. Высота его зависит от толщины электрода и скорости его перемещения. Если делать поперечные перемещения, можно получить очень тонкий шов. Сразу сделать это не получится — нужно научиться.
Поступательная траектория предполагает перемещение сварочной дуги вдоль всей оси электрода. Это позволяет без особого труда поддерживать постоянную длину дуги.
Благодаря поперечному движению можно получить ту ширину шва, которая нужна. Сделать это можно путем медленных колебательных движений.
Следует отметить, что на практике сварщики используют все три этих движения. Они накладываются друг на друга и образуют заданную траекторию. Конечно, существуют классические варианты, но каждый мастер обладает своим неповторимым почерком. Самое главное, чтобы во время работы получался шов нужной формы.
Научиться сварке не так сложно, как кажется. Но если у кого-то нет желания или возможности самостоятельно осваивать премудрости этого ремесла, можно нанять специалистов. Лучшие сварщики зарегистрированы на сайте Юду. Этот поисковый сервис известен тем, что здесь всегда можно найти профессионалов для выполнения любой работы. С каждым исполнителем можно договориться о стоимости услуг в индивидуальном порядке.
Инструменты
Для сварки потребуется подбор специального оборудования:
- подходящего по техническим характеристикам аппарата для сварки;
- электродов определённого состава, в зависимости от типа соединяемых металлов, их толщины;
- защитной маски, одежды, перчаток, обуви;
- молотка, щётки по металлу для удаления окалин или выравнивания швов;
- ёмкости с водой.
Площадка для сварки должна соответствовать правилам и требованиям безопасности. Площади помещения или участка должно хватать для удобства выполнения работ.
В случае проблем с электропитанием потребуется дополнительно подключать выпрямитель. Это позволит стабилизировать ток, напряжение, за счёт чего сформировать стабильную дугу.
Советы начинающему сварщику
Рассмотрим несколько советов опытных сварщиков:
- Тонкий металл толщиной 1 миллиметр или меньше нужно варить тонким электродом диаметром в 1,6 мм, а уровень тока должен быть не более 50 ампер. В противном случае Вы можете получить металлические прожоги (так называют небольшие сквозные отверстия).
- На некоторых современных аппаратах есть активируемая функция «Антиприлипание». Работает она следующим образом — если стержень подносится слишком близко к металлу и начинает прилипать, то устройство тут же обесточивается. Наличие функции можно проверить в инструкции.
В завершение отметим, что зажигание дуги не рекомендуется делать на заготовке. Вместо этого рекомендуется держать при себе небольшую металлическую пластину, которую можно применять для разжигания стержня. А после появления дуги можно переносить электрод на заготовку, чтобы выполнить сварку.
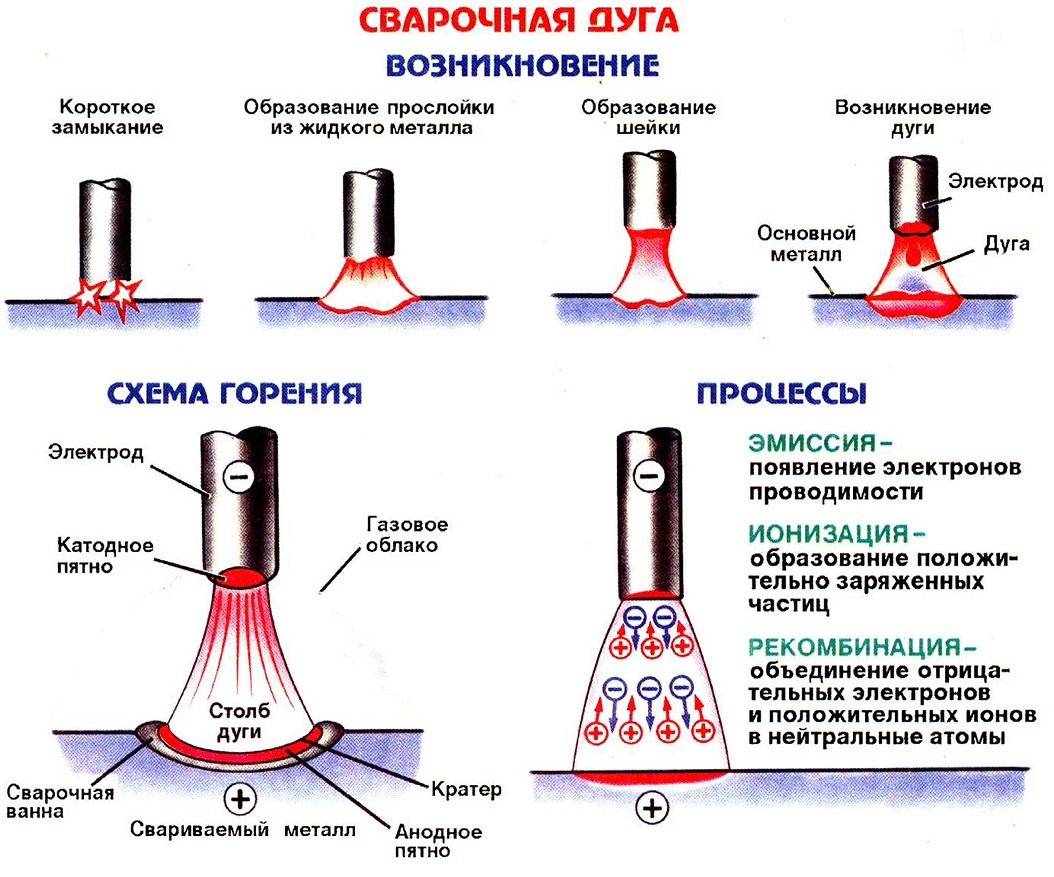
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Вариант 2. Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если дуга оборвалась, ее возбуждают снова. Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
Азы электродуговой сварки
В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет
Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
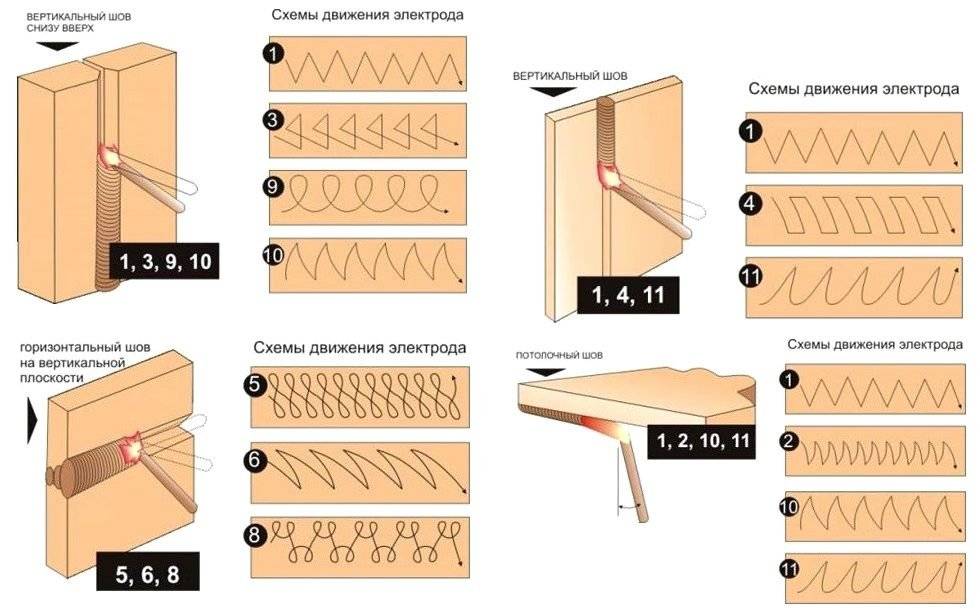
В процессе сварки электрод совершает определенные движения, в основном поступательные, продольные и поперечные. Из их комбинаций составляются различные виды швов, самые распространенные приведены на схеме
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
- Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
- Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
- Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
Особенности подключения электрода
Если собираетесь научиться варить сварочным аппаратом, то делать это рекомендуется с применения универсального электрода диаметром 3 мм. Перед началом работ необходимо установить электрод в специальный держатель сварочного аппарата. Держатели бывают разных типов — пружинные и винтовые. Для закрепления электрода в пружинном держателе понадобится нажать на кнопку, и в открывшееся отверстие вставить устройство. Если на аппарате используется винтовой тип крепления держателя, то нужно открутить ручку, и вставить в отверстие электрод.
Это интересно! Главное требование при установке электрода в зажим — обеспечить его эффективное закрепление.
Когда электрод установлен, следует подключить кабели. Один кабель с электродом крепится к плюсовому контакту, а второй провод подключается к отрицательному контакту на сварочном устройстве, который на конце имеет зажим для присоединения к привариваемой детали. Такая полярность подключения является наиболее распространенная, и называется она прямой. Если же необходимо варить нержавеющие материалы, то к плюсу присоединяется зажим, а к минусу электрод.




Азы электросварки
Инверторные аппараты отличаются достаточно высокой экономичностью и простотой работы. Основная нагрузка для функционирования подобного оборудования ложится на электросеть.
Он обладает накопительными конденсаторами, позволяющими аккумулировать электроэнергию и обеспечить бесперебойный процесс сварки и мягкий розжиг дуги.
В отличие от старых приборов, обеспечивающих максимальный толчок электроэнергии для работы, в следствие чего могут повыбивать пробки, инвертор позволяет спокойно работать от бытовой электросети.
Пороки сварных швов.
Чтобы разобраться с тем, как варить инверторной сваркой, необходимо разобраться с азами ее работы.
В подобных аппаратах ручной сварки дуга формируется в результате контакта электрода с изделием. Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Обмазка стержня также расплавляется частично, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это позволяет защитить изделие от окисления.
Каждый электрод в зависимости от своего диаметра рассчитан на определённую силу тока. Если ее уменьшить ниже положенного значения, тогда шов не получится. Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
По окончании сварочных работ обмазка остывает, превращаясь в шлак. Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Также есть простые правила сварки. Чтобы дуга не гасла во время работы, сварщику следует выдерживать постоянное расстояние между стержнем и изделием.
Сделать это не так и просто из-за расплавления электрода, поэтому он должен с постоянной скоростью подаваться в зону сварки. Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.





