Выбор сверла
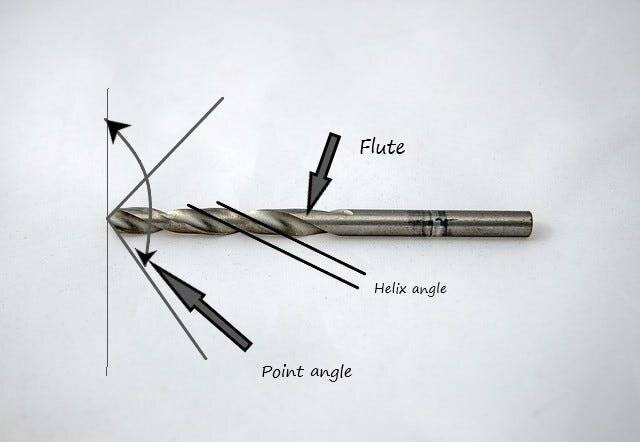
Довольно большое распространение получили спиральные сверла, которые представлены вертикальным стержнем с двумя канавками. За счет определенного расположения канавок образуется режущая кромка. Среди особенностей выбора отметим следующие моменты:
Довольно большое распространение получило победитовое сверло. Оно может применяться для работы с различными калеными сплавами. Однако, поверхность со слишком высокой твердостью подобным инструментом не обработать.
Выбор проводится и по показателю диаметра. Стоит учитывать, что получить отверстие большого диаметра довольно сложно
Вариант исполнения большего диаметра обходится намного дороже по причине применения большого количества материала при его изготовлении.
Уделяется внимание и углу заточки, предназначению изделия и типу применяемого материала при изготовлении. К примеру, кобальтовые варианты исполнения характеризуются более высокой устойчивостью к воздействию высокой температуры.
Рекомендуется уделять внимание продукции исключительно известных производителей
Это связано с тем, что китайские варианты исполнения изготавливаются при использовании низкокачественных материалов. Однако, подобное предложение обходится намного дешевле и может использоваться для недлительной или одноразовой работы.
При выборе сверла можно ориентироваться по нанесенной маркировке. По ней можно определить то, какие именно материалы применялись при изготовлении. Также указывается и диаметр отверстия, которое можно получить при использовании инструмента.

Сверло по каленой стали
В специализированном магазине можно встретить практически все необходимое для проведения работы. Однако, достаточно высокая стоимость изделия и некоторые другие моменты определяют то, что некоторые решают изготовить сверло самостоятельно из подручных материалов. Подобную работу можно провести при наличии требующихся инструментов.
Как правильно выбрать и на что обратить внимание
Выбрать качественное круговое сверло достаточно легко
Главное — знать основные моменты, на которые следует обратить внимание в первую очередь, но и не упустить из виду мелочи
Конструкция, очень важный момент: балеринка по дереву бывает с одним резцом или двумя и более. Для частого использования лучше приобрести вариант с двумя или тремя режущими элементами. Такими приспособлениями легче работать и качество выполняемой обработки будет на приемлемом уровне.
Не лишней будет возможность замены отдельных частей. Недорогие круговые свёрла могут иметь цельный хвостовик с несъёмным центральным сверлом и штангой.
Металл, от его качества зависит прочность и способность выдерживать рабочие нагрузки. Качественный инструмент изготавливают из высокопрочной стали или сплавов. Форму хвостовику и держателям резцов придают станочным способом. Штанга обычно штампованная и изготовлена из такого же металла.
Сверла для закаленной стали

Диаметр : 0,25 mm – 12 mmДлина: 38 mm – 102 mm

Диаметр : 10 mm – 50 mmДлина: 190 mm – 340 mm
Вид N. более подробно + Профиль канавки нормальный. У сверл HSS ядро нормальное, угол при вершине 118 °, у сверл с HSS ядро немножко усиленное, угол при вершине 130 °. Угол при вершине 128°. Правая винтовая канавка. пассивация Заточка .

Диаметр : 0,1 mm – 20 mm
. Высококлассные кольцевые, рельсовые и спиральные фрезы марки “Карнаш” и спиральные сверла Сверла Karnasch обеспечивают оптимальное соотношение цены и качества при обработке практически всех материалов Karnasch Professional Tools представляет .

Диаметр : 2 mm – 40 mmДлина: 0 mm – 250 mm
. Стандартные сверла MASAM используются в соответствии с конкретными диаметрами и длиной рабочих и зажимных частей инструмента, которые не предлагаются в общих “каталожных решениях”. MASAM Standard Drill – это конструкторское согласование .

Диаметр : 2 mm – 40 mmДлина: 0 mm – 250 mm
. Ступенчатые сверла MASAM являются одним из самых важных продуктов в производстве специальных режущих инструментов MASAM. В данной категории, основываясь на нашем опыте и технической документации, мы предлагаем различные варианты исполнения .

Диаметр : 2 mm – 40 mmДлина: 0 mm – 250 mm
. Центр сверлит MASAM для сверления отверстий в различных конструкциях наконечников инструментов в соответствии с пожеланиями заказчика. Форма наконечника инструмента предназначена для обеспечения подходящей контактной области для следующего .

Диаметр : 0,3 mm – 20 mmДлина: 19 mm – 205 mm

Диаметр : 12 mm – 47 mm
. Индексируемая твердосплавная дрель 4TEX обеспечивает повышенную скорость проникновения на легкие станки благодаря единственной эффективной конструкции. Благодаря скрученным выпускным отверстиям для охлаждающей жидкости и повышенной прочности .

Диаметр : 11 mm – 35 mm
. В высокопроникающих сверлах GEN3SYS XT используются усовершенствованные угловые и режущие кромки в сочетании с нашим новым покрытием AM300 для обеспечения большей прочности, надежности и производительности. Геометрия GEN3SYS XT разработана .

Диаметр : 24,6 mm – 215,9 mm
. Универсальные лопаточные дрели универсального типа и универсальные держатели позволяют конечным пользователям иметь больший диапазон диаметров. Размеры универсального лопаточного сверла варьируются от 1″ до 8-1/2″. Преимущества Подходит .

. Параболические сверла Лучший друг чипса! Открытая канавка на наших параболических сверлах обеспечивает легкий стружной поток стружки через глотку. Объедините это с полировкой, и вы получите отличный инструмент для обработки липких деталей, .

. спиральные свёрла Пора сделать поворот! Наши спиральные дрели могут быть настроены в соответствии с Вашими требованиями. Пытался создать настоящую дыру Охлаждающая жидкость через отверстие, PVD покрытие доступно Прямой или ступенчатый Однодиаметровые .










Диаметр : 1 mm – 59 mmДлина: 2 in – 6 in
. HI-PERCARB | SERIES 135 5XD Основные особенности сверла Hi-PerCarb серии 135 позволяют использовать его не только в сочетании со стандартными твердосплавными сверлами, но и в сочетании с другими высокопроизводительными сверлами. Каждая .

Диаметр : 1 mm – 20 mmДлина: 57 mm – 92 mm
. Специалисты для высокой производительности Короткое время обработки при максимальной скорости удаления стружки Покрытия и геометрия инструмента специально адаптированы для каждого отдельного материала, обеспечивая максимальные технологические .

Диаметр : 12 mm – 63,5 mm
. CoroDrill 880 – это многофункциональное сверло с прочным корпусом и центральной и периферийной вставкой, содержащее непревзойденное мастерство Step skills для идеального равновесия усилий резания. CoroDrill 880 обеспечивает высокое .

Диаметр : 2 mm – 12 mmДлина: 60 mm – 365 mm
. – Позволяет сверлить закалённую сталь! – Обеспечивает высокоточное сверление глубоких отверстий! .
Инструмент для заточки сверла
В быту мы не используем крупные сверла, как правило, самыми ходовыми размерами являются малые и средние — от 0,5 мм до 18 мм. Их и будем затачивать. Только для начала соберем все необходимое для этого. В идеале работу по заточке сверла лучше проводить на заточном станке. Каждый уважающий себя хозяин просто обязан иметь в гараже небольшой наждак. Даже если его нет, не страшно. Обойдемся болгаркой или насадкой на электродрель. Только сначала нужно прочно закрепить электроинструмент на плоскости. Главное — получить вращающийся заточной диск или наждачный камень.
О технике безопасности забывать тоже не следует. Береженого бог бережет. Если вы еще не носите очки, тогда защититесь ими. Случиться может что угодно
Еще очень важно при заточке вовремя охлаждать сверло, поскольку если этого не делать, то сталь потеряет прочность. Во время заточки сверло сильно накаляется, а для охлаждения необходимо периодически макать его в холодную воду или в жидкое масло. Жидкость нужно налить в небольшую емкость и разместить в пределах досягаемости возле станка или закрепленного электроинструмента
Жидкость нужно налить в небольшую емкость и разместить в пределах досягаемости возле станка или закрепленного электроинструмента.
Самодельное сверло
Но на самом деле это не победит это ВК8.
Зажимаем в ручные тисочки.
И делаем из стержня сверло, стачивая лишние. На обычном на точильном камне очень сложно затачивать твердые сплавы, я пользуюсь алмазом.

Обрабатываем вторую грань.
Получилось вот такое перышко. Теперь заточим режущие кромки.
Получилось сверло для каленых металлов.
Конечно можно было бы использовать обычные, твердосплавные сверла, но все равно пришлось их перетачивать, а зачем переделывать когда можно сделать свое.
Дорогое сверло для работы необязательно покупать, в некоторых случаях его можно изготовить в домашних условиях. Лучше всего для этого подойдет стержень из сплава кобальта и вольфрама – победит. Такой стержень легко распознать среди других железок: он не будет поддаваться резанию полотном для металла. Далее делают следующее:
- Устанавливают на наждак алмазный круг.
- Торцуют одну сторону стержня и стачивают на этой стороне шлицы, как на плоской отвертке.
- Далее стачивают бока, чтобы получился острый конус.
Коротко о главном
Сверлить сталь обычно не составляет труда, а вот с каленой сталью пришлось повозиться. Этот материал намного прочнее и менее податлив, простой насадкой ничего не сделать.
Я использовал сверло для керомагранита, оставшееся после ремонта. Немного заточил, потом еще заострял в процессе работы. Чтобы не сломалось, регулярно смазывал машинным маслом и давал отдохнуть
Покупать специальную насадку ради несколько отверстий не хотелось, поэтому работа производилась осторожно, чтобы не сломать насадку.
Сама работа нетрудная, мало чем отличается от простого сверления
Важно лишь помнить о повышенной твердости материала и постоянно учитывать
Вопрос
Как правильно выбрать и на что обратить внимание
Выбрать качественное круговое сверло достаточно легко
Главное — знать основные моменты, на которые следует обратить внимание в первую очередь, но и не упустить из виду мелочи
Конструкция, очень важный момент: балеринка по дереву бывает с одним резцом или двумя и более. Для частого использования лучше приобрести вариант с двумя или тремя режущими элементами. Такими приспособлениями легче работать и качество выполняемой обработки будет на приемлемом уровне.
Не лишней будет возможность замены отдельных частей. Недорогие круговые свёрла могут иметь цельный хвостовик с несъёмным центральным сверлом и штангой.
Металл, от его качества зависит прочность и способность выдерживать рабочие нагрузки. Качественный инструмент изготавливают из высокопрочной стали или сплавов. Форму хвостовику и держателям резцов придают станочным способом. Штанга обычно штампованная и изготовлена из такого же металла.
В дешёвых вариантах часто применяют мягкий металл или сплавы, которые могут оказаться хрупкими. Под нагрузкой детали могут деформироваться или разрушиться. Такой инструмент долго не прослужит и точности от него добиться также будет сложно.
Качество изготовления, основным признаком является отсутствие люфтов и перекосов. Все детали должны быть подогнаны друг к другу и надёжно крепиться фиксирующими винтами.
Разметка штанги качественной балеринки штампованная. Иногда деления выделяют яркой краской для лучшей видимости.
Резцы, качественные режущие элементы изготавливают из инструментальной закалённой стали. На держателях их крепят заклёпками или с помощью пайки. Цельные резцы с держателями (изготовленные из одного и того же металла) быстро затупляются и не отличаются долговечностью.









Производитель, при выборе любого инструмента и расходников, предпочтение следует отдавать известным и давно проверенным маркам и брендам. Наиболее распространённые — Topfix, Stayer, Irwin, Strum.
Приобретение регулируемого кругового сверла для использования в быту, или в случае необходимости просверлить несколько отверстий, полностью себя оправдывает. Это избавляет от необходимости приобретения дорогого инструмента, который может понадобиться всего несколько раз.
Заточка сверла
 Во время частого использования сверла могут затупиться. Заточить инструмент можно самостоятельно или обратиться к специалисту. Если вы решили сделать это самостоятельно и не имеете навыков, лучше потренироваться на старом инструменте. При заточке главное — не нарушать нужную геометрию и придерживаться определенного градуса. Заточку можно делать вручную или на электрическом станке.
Во время частого использования сверла могут затупиться. Заточить инструмент можно самостоятельно или обратиться к специалисту. Если вы решили сделать это самостоятельно и не имеете навыков, лучше потренироваться на старом инструменте. При заточке главное — не нарушать нужную геометрию и придерживаться определенного градуса. Заточку можно делать вручную или на электрическом станке.
- Металлические аналоги сверл изготавливаются из более мягкого металла. Их заточку можно сделать вручную, используя напильник.
- Используя электрический станок, сверло сильно перегревается. Избежать этого можно, если его постоянно окунать в воду. Либо организовать льющуюся на кончик сверла струю воды.
Как сделать сверло из гвоздя
Пошаговая инструкция:

- Сточить половину острия на наждаке.
- Острый конец расклепать молотком, чтобы он стал похож на отвертку.
- Обработать на наждаке режущие кромки так, чтобы получился аналог сверла.

Работать с таким режущим предметом можно с деревом и другими мягкими материалам. Улучшить свойства гвоздя можно, если закалить его. Для этого потребуется сварочный аппарат с постоянным током и металлическая баночка с графитом. Как закалить сверло из гвоздя:

- Измельчить графит до состояния мелкой крошки.
- К металлической баночке, где находится графит, подсоединить положительный электрод, а к сверлу – отрицательный.
- Включить сварочный аппарат.
- Опустить режущую кромку в графит. Когда масса покраснеет, следует вытащить гвоздь. Перегревать гвоздь не стоит, иначе он потеряет свои свойства.

Процедура по закаливанию занимает не более 2 минут. Насыщенный углеродом гвоздь сможет справиться со сталью, и с некоторыми более твердыми металлами.
Имея знания и минимальный набор инструментов, можно сделать сверло для работ по дереву из подручных средств. А при наличии сварочного аппарата можно закалить полученное сверло, что позволит работать даже с металлом средней твердости.
Провожу закалку сверла (цементацию)
Шаг 1. Для превращения полученного изделия в сверло по металлу требуется закалка. Я использовал для этого сварочный аппарат постоянного тока, а также небольшую железную банку с измельченным графитом. К слову, графит я получил из старых щеток (размельчил с помощью напильника).
Что потребовалось для закалки сверла
Шаг 2. Подключил к баночке положительный электрод, а к сверлу – отрицательный. Включил сварочный аппарат.
Подключил электроды
Шаг 3. Опустил в графит режущую кромку, затем поднял сверло, когда масса начала краснеть
Здесь нужно было действовать очень осторожно, дабы не сжечь то, что ранее выточил. Стараясь не перегревать, водил кончиков, добиваясь незначительного искрения. На все потребовалась одна или две минуты
На все потребовалась одна или две минуты.
Опустил режущую кромку в графит
Шаг 4. Кто не знает, это – цементация. Проще говоря, режущая кромка насыщается углеродом, благодаря чему повышается прочность.
Цементация
Шаг 5. После этого зажал гвоздь в тисках и отрезал шляпку.
Отрезаю шляпку гвоздя
Сверлим отверстие в каленой стали
Распространение вопроса, как просверлить каленую сталь можно связать с тем, что при применении обычной технологии инструмент быстро затупляется и приходит в непригодность
Именно поэтому нужно уделить внимание особенностям сверления каленого сплава. Среди особенностей технологии отметим следующие моменты:
- Нужно правильно подготовить каленую заготовку.
- В некоторых случаях требуется специальный инструмент.
- Применяется охлаждающая жидкость.
При необходимости можно изготовить сверло для закаленной стали своими руками, для чего требуется определенное оборудование и навыки. Однако, в большинстве случаев применяется покупной варианты исполнения, так как оно лучше справится с задачей при резании каленой стали.

Процесс сверления каленой стали
Сверла из стали с титановым покрытием или из кобальтовой стали
HSS-сверла могут иметь покрытие титановым компаундом, и в этом случае они будут отличаться большей долговечностью и твердостью, чем такие же сверла без покрытия. Они еще лучше подходят для просверливания отверстий в твердых сплавах – например, в нержавеющей стали.
Но практика показывает, что со временем титановое покрытие стирается, а если такое сверло затачивать точилкой для сверл или ручным способом, то покрывающий титановый слой сходит полностью. Внешне титановые сверла выглядят как обычные HSS, но имеют светло-золотистый металлический цвет, похожий на латунь.
Сверла с кобальтом в составе – еще один вариант для сверления твердых сплавов или нержавеющей стали. В этом случае сверло не просто имеет покрытие из кобальта, как титановые сверла, а оно изготовлено из содержащего около 5% кобальта твердого сплава. Маркируются такие сверла как HSS-Co. Кобальтовая добавка придает инструменту долговечность – они способны выдержать более высокую температуру, возникающую в процессе сверления, при этом сверла не теряют свою кромку.
К недостаткам можно отнести их более высокую стоимость; к тому же они отличаются большей хрупкостью. Поэтому они сильнее выкрашиваются на режущей кромке. Ну и, конечно, кобальтовые сверла пригодны не только для сверления твердых сплавов, ими можно сверлить и обычную низкоуглеродистую сталь или другие металлы.
Смазка области, которую нужно просверлить
Чтобы успешно, за короткий промежуток времени просверлить любой материал, сделанный из металла (нержавейка, сталь, чугун), рекомендуется применять специальные смазки. Область, в которой будет проводиться сверление, перед выполнением работ, обрабатывается смазкой. Благодаря этому используемое сверло лучше скользит и не нагревается сильно. Например, для обработки нержавейки можно самостоятельно сделать специальную смазку из машинного масла и коллоидной серы. Для этого нужно взять куски серы, измельчить их и смешать с маслом. При этом во время обработки материала, смазка в область сверления должна подаваться на постоянной основе.
Существует много разнообразных способов использования тонких сверл для проделывания больших отверстий в прочных материалах большой толщины. Во время их применения, рекомендуется выставлять небольшие обороты на электродрели. Также во время использования электроинструмента, при проведении подобных работ, следует соблюдать технику безопасности. Необходимо пользоваться защитными очками либо маской, а также одевать перчатки, чтобы избежать случайного травмирования.
Изготовление самодельного сверла
При необходимости можно провести изготовление сверла из каленой стали. Среди основных рекомендаций по проведению подобной работы отметим:
- Подбираются стержни, которые изготавливаются из сплавов вольфрама и кобальта. В народе подобный металл называют победитом. В сравнении с обычным сверлом подобный вариант исполнения характеризуется повышенной устойчивостью к износу.
- Для обработки заготовки нужно закрепить ее в небольших тисках. В противном случае провести работу будет довольно сложны.
- Для затачивания подобной поверхности требуется алмазный камень. Обычный не выдержит длительную работу.
- Торцевая поверхность затачивается таким образом, чтобы получилась поверхность, напоминающая плоскую отвертку. После этого режущие кромки затачиваются для получения острого наконечника.
Для того чтобы снизить степень обрабатываемости поверхности проводится добавление масла. За счет этого обеспечивается длительная обработка по причине уменьшения силы трения и снижения температуры.

Самодельные сверла по каленке
В заключение отметим, что обработка каленой стали должна проводиться исключительно при применении специальных инструментов. Для работы требуется сверлильный аппарат, так как ручной не позволит получить требуемое отверстие.










Методы сверления каленой стали
Сверловка каленой стали характеризуется высоким нагревом поверхности заготовки и инструмента, что ведет к быстрому износу последнего. Поэтому во время обработки стараются отвести лишнее тепло или сделать так, чтобы участок, где будет канал, стал более мягким.
Первый способ, который позволяет сделать каленый металл более податливым, основан на использовании кислот. Из подходящих веществ можно указать азотную, хлорную или серную кислоту. Эти жидкости применяют точечно, то есть ими обрабатывают конкретно то место, где в дальнейшем будет отверстие (протравливают участок).
https://youtube.com/watch?v=RQ_2tER-FZI
Чтобы кислота не вышла за пределы рабочей области из материалов, не подверженных воздействию кислоты (полимеры, краски, парафин), вокруг будущего отверстия организуют что-то наподобие бортика. Отверстие заливают активной жидкостью и выдерживают определенное время. Далее проводят сверление обычным сверлом.
Еще один метод ослабления твердости каленого металла в зоне получения канала основан на прогреве этой зоны до высоких температур. Наилучшим образом с этим справляется сварочный аппарат. В этом случае нужно правильно подобрать силу дуги, чтобы металл не плавился и не деформировался. Когда заготовка в зоне сверления раскалится, можно проделывать отверстие обычным сверлом из быстрорежущей стали.
Самый простой способ, но не самый дешевый, заключается в приобретении специального сверла, рассчитанного на проделывание отверстий в каленом металле. Режущие кромки такого инструмента усилены победитовыми напайками или выполнены из победитовых пластин. В этом случае также желательно применять дополнительное охлаждение рабочей области.
Какие сверла нужны в работе по дереву?
Сверла для работы по дереву подходят не только для массивной древесины, но и для фанеры, ДСП и ДВП. Их характерной особенностью является центрирующая точка — шип на наконечнике, стабилизирующий сверло при его запуске. Конструкция их спирального лезвия позволяет выбрасывать стружку, образовавшуюся во время сверления, наружу.
Стандартно они имеют диаметр от 3 до 12 мм и катанный хвостовик, позволяют сверлить на глубину до 1000 мм. Только небольшие сверла, предназначенные для дрелей или электрических отверток, имеют шестигранный хвостовик (биты, отвертки).
разновидности сверл по дереву
Сверла используются для проделывания глубоких отверстий в массивных деревянных элементах. Спираль их лезвия широкая, что значительно облегчает выбрасывание стружки. Шнеки имеют больший диаметр, чем у обычных сверл по дереву — от 6 до 40 мм.
Источники
- https://tze1.ru/articles/detail/kak-pravilno-sverlit-derevo/
- https://journal.citilink.ru/articles/gajd-po-sverlam-kakie-i-dlya-chego-ispolzovat/
- https://sto82.ru/oborudovanie/sverlenie-otverstij-v-bruse.html
- https://generator98.ru/metally-drugoe/kak-sdelat-krugloe-otverstie-v-dereve.html
- https://ostwest.su/instrumenty/chem-prosverlit-otverstie-v-dereve-bolshogo.php/
- https://prosto-instrumenty.ru/balerinka-po-derevu-reguliruemoe-sverlo-ili-kak-sdelat-bolshoe-otverstie/
- https://ichip.ru/sovety/remont/sverlim-po-krupnomu-kakie-nasadki-ispolzovat-dlya-bolshih-otverstij-722422
Выбор сверла
Довольно большое распространение получили спиральные сверла, которые представлены вертикальным стержнем с двумя канавками. За счет определенного расположения канавок образуется режущая кромка. Среди особенностей выбора отметим следующие моменты:
Довольно большое распространение получило победитовое сверло. Оно может применяться для работы с различными калеными сплавами. Однако, поверхность со слишком высокой твердостью подобным инструментом не обработать. Выбор проводится и по показателю диаметра. Стоит учитывать, что получить отверстие большого диаметра довольно сложно
Вариант исполнения большего диаметра обходится намного дороже по причине применения большого количества материала при его изготовлении
Уделяется внимание и углу заточки, предназначению изделия и типу применяемого материала при изготовлении. К примеру, кобальтовые варианты исполнения характеризуются более высокой устойчивостью к воздействию высокой температуры
Рекомендуется уделять внимание продукции исключительно известных производителей
Это связано с тем, что китайские варианты исполнения изготавливаются при использовании низкокачественных материалов. Однако, подобное предложение обходится намного дешевле и может использоваться для недлительной или одноразовой работы. При выборе сверла можно ориентироваться по нанесенной маркировке. По ней можно определить то, какие именно материалы применялись при изготовлении. Также указывается и диаметр отверстия, которое можно получить при использовании инструмента.
Сверло по каленой стали
В специализированном магазине можно встретить практически все необходимое для проведения работы. Однако, достаточно высокая стоимость изделия и некоторые другие моменты определяют то, что некоторые решают изготовить сверло самостоятельно из подручных материалов. Подобную работу можно провести при наличии требующихся инструментов.
сверло по металлу своими руками
Единственное ограничение по работе с победитовым сверлом — у нас не получится заточить его на обычном заточном абразивном круге при обычной скорости вращения круга. Дело в том,что чем выше скорость заточки, тем мягче материал сверла. Победитовое сверло очень твердое, и при обычных оборотах наждачного камня сверло можно запросто перегреть. Два варианта — или уменьшать обороты, или применять алмазный заточной круг.
Есть несколько основополагающих правил, а остальное приходит с опытом:
- Победитовое сверло затачивается кратковременными касаниями к кругу.
- Следите за тем, чтобы при заточке не сбить центр оси вращения сверла.
- Угол заточки не должен быть меньше 160-170˚.
- Не охлаждайте сверло моментально, разу после заточки, иначе может треснуть.
- Не перегревайте победитовое сверло.
Если следовать этим простым советам, победитовое сверло получит новую жизнь. Не с первого, так со второго раза, точно.
Методы сверления в зависимости от типа отверстия
Грамотная подготовка и правильный подбор оборудования поможет просверлить отверстия в металле высокого качества. Кроме того, на эффективность операции влияет надежность сверл и используемого оборудования.
Рассмотрим основные виды отверстий и методы их обработки:
- Сквозные. Данный тип характеризуется полным проходом через обрабатываемую заготовку. В процессе выполнения работ необходимо внимательно следить за подачей сверла: при выходе из отверстия сопротивление материала уменьшается. Если ничего не менять, инструмент резко опустится, что может привести к его заклиниванию или поломке. Чтобы этого не произошло, используют специальные методы защиты столешницы или верстака. Это может быть многослойная подкладка из дерева и металла или обычный брусок со сквозным отверстием. При использовании станков на финальной стадии процесса токари рекомендуют переходить на ручную подачу. Для обработки тонкостенных конструкций используют перьевые сверла, поскольку классический спиральный инструмент может повредить кромки детали.
Глухие. Сложность получения подобных отверстий заключается в необходимости контроля глубины. Современные станки оснащены системой контролируемой подачи. Это позволяет получать отверстие заданной глубины без использования вспомогательных инструментов. Альтернативным способом является использование втулочного или регулируемого упора. Можно воспользоваться линейкой или специальным глубиномером. Последний вариант не пользуется популярностью, поскольку он требует вывода сверла и удаления стружки для измерения глубины, что влияет на производительность работ.
- Сложной формы. Если возникает необходимость в сверлении отверстия, расположенного у края детали, мастеру следует подготовить вторую заготовку с аналогичными размерами. Две детали соединяют между собой, зажимают в тисках и приступают к работе.
К сложной обработке относят сверловку цилиндрических поверхностей. При выполнении подобных работ обязательно используют древесную или пробковую прокладку.
- С уступами. Сверловка выполняется с помощью двух техник: рассверливанием или уменьшением диаметра. В первом случае используют несколько сверл, от меньшего к большему. Во втором случае проход выполняют с помощью инструмента, обладающего наибольшим диаметром. Затем используют сверла меньшего размера с постепенным углублением в заготовку.
- Большого диаметра. Эта процедура считается очень трудоемкой. При обработке заготовок, толщина которых не превышает 8–10 мм, используют конусно-ступенчатые сверла. Данный инструмент позволяет выполнить проход диаметром 40–50 мм. На металлообрабатывающих предприятиях используют специальные биметаллические коронки. С их помощью можно получить отверстие диаметром до 100 мм. Кольцевое сверление выполняют на низких оборотах. Данную процедуру считают менее трудоемкой.
Особенности выполнения глубоких отверстий будут рассмотрены ниже.





