Соединение труб и резервуаров для отвода воды
Помимо общего устройства канализационной или водопроводной системы, необходимо предусмотреть возможности и варианты крепления коммуникаций с резервными или водоотводящими емкостями. Чтобы осуществить соединение полиэтиленовых труб в колодцах используется прессовочная сварка.
 Вид прессовочной сварки
Вид прессовочной сварки
Для её осуществления понадобится специальный коленный штуцер, который будет обрабатываться автоматическим сварочным аппаратом. Особенностью краевой или прессовочной сварки является то, что работа может проводиться при использовании обычного инвертора и электродов. Узлы колодец-труба, созданные таким образом очень прочные и долговечные. В отдельных случаях допускается использование резьбовых креплений или фитингов (при небольших напорах сточных вод).
Как осуществляется разъемное соединение
Фланцевое раструбное соединение – это самый популярный тип крепления полиэтиленовых труб в домашних условиях без сварки. Его удобно выполнять на водопроводах с диаметром от 50 мм. На меньших диаметрах нужно работать фитингами либо специальными зажимами или хомутами. Также фланцы применяются для установки соединения медных, металлических или чугунных трубопроводов с полиэтиленовыми.
 Фото: фланец для полиэтиленовых труб
Фото: фланец для полиэтиленовых труб
Фланец – это деталь с резьбой, которая используется для соединения труб различного типа. В основном металлические фланцы используют для газовых коммуникаций, металлических водопроводов, а также для соединения водопроводных систем из разного материала. При этом для установки полиэтиленовых труб с металлическими применяется особенный тип фланца, у которого на одной стороне резьба, а на второй – уплотнитель. Это позволяет обеспечить максимально прочное и герметичное соединение.
Как своими руками сделать резьбовое соединение ПЭ труб:
- Подготовьте трубопровод. Для этого обрежьте пластиковую трубу под прямым углом, то же самое нужно сделать и с металлической;
- Если на месте, которое нужно соединить с полиэтиленовой трубой, у металлической нет резьбы – нужно е сделать. Эта работа производится при помощи специальных резьбонарезных насадок;
- Далее, необходимо закрепить фланец на резьбу трубы, не перетягивайте, чтобы не сорвать самонарезное соединение. При этом желательно перед началом работы резьбу обработать герметиками или мастиками во избежание протеканий. Иногда разрешается защищать резьбовое соединение шнуром, обработанным смолой;
- Теперь в свободный конец фланца вставляется пластиковая труба, также обработанная специальными веществами.
Фланцами очень удобно работать в домашних условиях, но только если у Вас не слишком большие диаметры труб, иначе для установки соединений понадобятся специальные приспособления. Главным их преимуществом является то, что они подходят для напорных пластиковых труб. При этом фитинги бывают очень разные: компрессионные, электросварные из легированной стали, отлитые из поливинилхлорида.
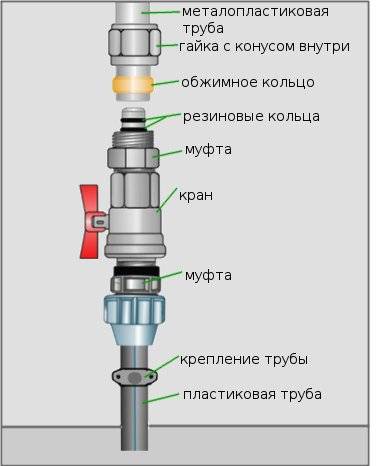 Фото: соединение трубы
Фото: соединение трубы
Для соединения безнапорных полиэтиленовых и полипропиленовых труб диаметром до 50 мм, пользуются фитингами. Технология следующая:
- Перед началом работы сделайте проект, чтобы рассчитать количество фитингов. Также нужно определить нужный диаметр этих соединительных приспособлений и их материал;
- Позаботьтесь о покупке инструментов для работы. Вам понадобится фасонный ключ, специальные зажимы, герметики;
- Отключите водоснабжение. Трубы должны быть сухими;
- Нанесите на поверхность водопроводных коммуникаций герметики, которые являются защитой от протечек;
- После вставьте фитинги в места разъединения труб. Желательно подрезать каждую коммуникацию для создания прямого угла в конструкции;
- Это соединение пластиковых труб не требует никаких знаний резьбонарезных инструментов или опыта работы. Все, что нужно – это нарезать трубу нужных размеров и соединять при помощи фасонных элементов.
- После окончания работы воду сразу же включать нельзя, нужно чтобы герметик высох и укрепился. В среднем период его застывания варьируется между 3 – 8 часами.
Крепление хомутом используется только для безнапорных полиэтиленовых труб, иначе канализация прорвет. Подобное соединение используется для крепления асбестоцементных труб при помощи безнапорных бетонных колец.
 Фото: фитинг для полиэтиленовых труб
Фото: фитинг для полиэтиленовых труб
Соединение полиэтиленовых труб – способы

Добавить в закладкиВерсия для печати
Для систем канализации и водоснабжения часто используются прочные и доступные ПЭ трубы. Чтобы подключить такую коммуникацию, необходимо знать, как осуществляется компрессионное соединение полиэтиленовых труб с металлическими, фитингами и с фланцами.
Сварные соединения
Работу нужно производить электросварным оборудованием:
- Сварочным инвертором для ПЭ труб;
- Специальной муфтой.
Сварочный аппарат используется для канализационных и водопроводных труб, находящихся под высоким давлением. Благодаря нагреванию отдельных элементов коммуникации происходит диффузия молекул, вследствие, Вы получаете долговечное и надежное крепление.
Муфта в разрезе
Как соединить полиэтиленовые трубы сварочным путем:
- Обрежьте материал до нужного размера, проверьте, чтобы углы сечения были ровные;
- Для центрации труб используются специальные устройства – центраторы. Они позволяют закрепить коммуникации соосно по отношению друг к другу. Вам нужно установить в такой центратор два окончания коммуникации и затянуть механизм;
Центратор
- Когда труб достигли максимальной стыковки, они фиксируются. Теперь наступает черед температурного воздействия;
- При помощи сварочного аппарата обрабатывается шов крепления. Сварочная головка надевается поверх места соединения и включается в работу. Муфта работает аналогично, но только она надевается на условный участок соединения труб. Разница в том, что муфта применяется для больших диаметров, а сварочный инвертор – для маленьких;
Сварочные инверторы для пластиковых труб
- Данный способ соединения черных полиэтиленовых труб не используется для их комбинации со стальной коммуникацией, но может помочь сочетать два вида пластиковых креплений. После установки трубопровода, оставьте шов остывать. Воду нельзя пускать 5-8 часов.
Сварка труб
Для соединения пластиковой сантехники чаще всего используется именно неразъемные способы, но существуют определенные правила, по которым нужно работать с полиэтиленовыми трубами. Во-первых, коммуникации нужно обезжирить и очистить от абразивных частиц.
Во-вторых, после установки Вам нужно закрепить трубы в ровном положении, иначе шов может получиться тонким и ненадежным
В-третьих, особое внимание обратите на центровку, именно от неё зависит итог работы
Контроль над процессом описан в своде указаний по ГОСТ 16971-71 (швы сварных соединений пластиковых труб класса ПЭ).
электрическая муфта
Соединение труб и резервуаров для отвода воды
Помимо общего устройства канализационной или водопроводной системы, необходимо предусмотреть возможности и варианты крепления коммуникаций с резервными или водоотводящими емкостями. Чтобы осуществить соединение полиэтиленовых труб в колодцах используется прессовочная сварка.
Вид прессовочной сварки
Для её осуществления понадобится специальный коленный штуцер, который будет обрабатываться автоматическим сварочным аппаратом.
Особенностью краевой или прессовочной сварки является то, что работа может проводиться при использовании обычного инвертора и электродов. Узлы колодец-труба, созданные таким образом очень прочные и долговечные.
В отдельных случаях допускается использование резьбовых креплений или фитингов (при небольших напорах сточных вод).
Преимущества сварных соединений
Сварные соединения полиэтиленовых труб имеют ряд преимуществ, благодаря которым именно этот способ, схожий с монтажом ПНД труб, получил столь широкое распространение.
Среди основных преимуществ сварного соединения:
- Сохранение прочности трубы. Как показывает практика использования полиэтиленовых трубопроводов, соединенных методом стыковой или электромуфтовой сварки, их прочность не уступает прочности цельной трубы. Таким образом, по сути мы имеем дело с очень длинной трубой – и падение прочности на стыках можно не учитывать.
- Сохранение гибкости трубы. Это свойство сварных соединений полиэтиленовых труб существенно облегчает манипуляции с ними, особенно – если выполняется монтаж водопровода из полиэтиленовых труб.При этом трубы свариваются на поверхности земли, после чего – укладываются в траншею. Также применение сварного соединения существенно облегчает бестраншейную реновацию трубопроводов.
Рекомендации по бесперебойному использованию погружного насоса
Если вы хотите избежать нежелательных аварийных ситуаций, в процессе установки насосного оборудования следует учитывать все перечисленные ниже требования:
- наличие заземления, исключающего аварии в электрической сети;
- увеличение длины кабеля, опускаемого в скважину, должно осуществляться посредством пайки. После завершения процесса провод обязательно защищается от воздействия влаги специальной гидромуфтовой изоляцией;
- запуск насосного оборудования должен выполняться только в том случае, если вы полностью уверены в наличии в скважине воды;
- обязательно используйте стабилизатор, так как он даст возможность предотвратить возникновение неисправностей насосного оборудования из-за перепадов напряжения в электрической сети.
Кроме того, для предотвращения поломок и сбоев в работе мы рекомендуем постоянно контролировать давление воды, регулировать его в полном соответствии с дебетом артезианского сооружения.
Что из себя представляют трубы ПНД
Полиэтилен – широко распространенный и известный пластик. Но трубы из него стали изготавливать не слишком давно – примерно 50 лет назад. Название «полиэтилен низкого давления» происходит от способа производства полиэтилена и не имеют отношения к качеству пластика.










Трубы могут быть черными, ярко-голубыми, черными с голубыми и желтыми полосками, серыми (для канализации), редко других цветов. Для водопровода питьевой воды предназначены голубые или черные с голубыми полосками изделия, черные изделия – для технических целей. Диаметры – от 16 до 1600 мм. Изготавливаются как мерные изделия длиной 12 м или в бухтах (если диаметр не превышает 160 мм)
Как выполнить стыкование полиэтиленовой и стальной трубы
Вопрос, как соединить трубы ПНД с металлической трубой, решается практически так же, как и стыковка с полимерами. Для этого используют компрессионные фитинги и фланцы. Переход с полиэтилена на металл – один из самых распространенных видов соединений в инженерных коммуникациях.

Фитинговое соединение применяется для стыковки труб малого диаметра: использут детали с резьбой на одной стороне – для металла, и гладкой другой стороной муфты – для полиэтиленового участка. На торце металлической трубы нарезается леркой резьба, на которую накручивается муфта, на ПНД надевается гладкий конец фитинга и затягивается обжимной гайкой. Для повышения прочности и снижения уровня трения между деталями на резьбу рекомендуется наматывать уплотнительную ФУМ-ленту. Фланцевые соединения ПНД и металлической трубы применяются для работы с изделиями больших диаметров.
Способы врезки
Врезка в полиэтиленовую трубу благодаря современным техническим решениям выполняется оперативно без лишних манипуляций с перекрытием водопровода и монтажа громоздких приспособлений для ответвления магистрали. Для присоединения к действующему водопроводу используются:
- специальный вентиль, который дает возможность врезаться в трубу под давлением и впоследствии регулировать поток жидкости или полностью перекрыть его.
- седелки для ответвления бытового трубопровода, которые выполняются в виде обжимных хомутов или накладок.
Таким образом, в зависимости от условий выполнения монтажа, соединение труб ПЭ может выполняться одним из рассмотренных в статье способов или путем комбинации нескольких видов с целью получения монолитных (неразъемных) или разъемных соединений.
Как соединить трубы ПНД: виды соединений (фитинги, муфты, сварка) и их особенности
Выпускаемые сегодня устройства такого типа работают достаточно надежно, но, как уже говорилось, песчаные скважины сами по себе недолговечны. Кроме того, они требуют применения дорогостоящего фильтрующего оборудования.
В артезианскую скважину возможен монтаж исключительного погружного насоса. В его качестве можно использовать как импортное оборудование, так и отечественные изделия марок ЭЦВ или Водолей. Эти устройства пользуются популярностью на рынке, благодаря доступной цене, а также постоянно совершенствующимся технологиям изготовления, расширению функциональности.
Как правильно осуществить монтаж изделия в скважину? Внимательно изучите нашу инструкцию, посмотрите видео, и вы обязательно сумеете справиться с этой задачей.
С помощью компрессионных фитингов
- Обрезка труб.
Срезы, на которые будут надеваться крепежи, должны быть ровными, без заусениц.На поверхности трубы, которая будет скрыта под корпусом фитинга, не должно быть трещин или других дефектов.
- Установка на трубу зажимного кольца (широкая его часть должна «смотреть» в направлении хвоста трубопровода).
- Соединение.
Трубу вставляют в рукав фитинга так, чтобы зажимное кольцо продвинулось до упора. - Закручивание.
Зажимную гайку (в большинстве моделей фитингов она синего или белого цвета) закручивают сначала вручную, а потом подтягивают специальным ключом.
Сильно налегать на гаечный ключ нельзя — пластик может треснуть.
Преимуществами фитингового соединения являются:
- широкий спектр применения (подходит для любых безнапорных трубопроводов — сточных (канализационные колодцы — СНиП), дренажных и т.д.);
- распространенность и доступная цена.
Компрессионные фитинги продаются в любом строительно-сантехническом магазине.
Цена таких крепежей зависит от диаметра и рабочего давления, но, в целом, стоят они на порядок дешевле металлических муфт, с помощью которых устанавливается, например, угловой водяной полотенцесушитель из нержавеющей стали (написано здесь); - простота монтажа.
Для соединения фитингов с трубами, достаточно иметь под рукой ключ для пластиковых труб (такой инструмент стоит не дорого).
Менее распространенный вид холодного соединения — в раструб, с помощью специального клея.
Он подходит не для всех трубопроводов, но для отдельных их видов (про лучшие трубы для отопления в частном доме написано здесь), «заточенных» под клеевое соединение.
У таких труб есть особые раструбы, на которые наносится специальный клей.
При соединении, обеспечивается сополимеризация пластика труб с клеевым составом, благодаря чему, получается прочное, герметичное соединение.
Монтаж ПВХ труб в раструб включает такие шаги:
- Обработка соединяемых поверхностей шлифовальной шкуркой.
Поверхность трубы в месте ее соединения с раструбом другой части трубопровода ошкуривают.
То же самое проделывают с внутренней частью раструба. - Обезжиривание поверхностей метилхлоридом.
Данный состав, частично, растворяет пластик, что обеспечивает лучшую сополимеризацию его с клеем. - Нанесение клея на соединяемые поверхности.
Им покрывается вся уходящая в раструб часть трубы а также сам раструб изнутри на 2/3 своей глубины. Клей наносится кистью, равномерным слоем без комков и пробелов. - Соединение обоих частей трубопровода.
Сразу после покрытия поверхностей клеем трубу вставляют в раструб до упора и проворачивают на четверть оборота.
Эксплуатация трубопровода, возможна, через несколько часов после монтажа враструб, когда клей полностью засохнет.
Часто к нам обращаются с вопросом: «Что такое НСПС?»
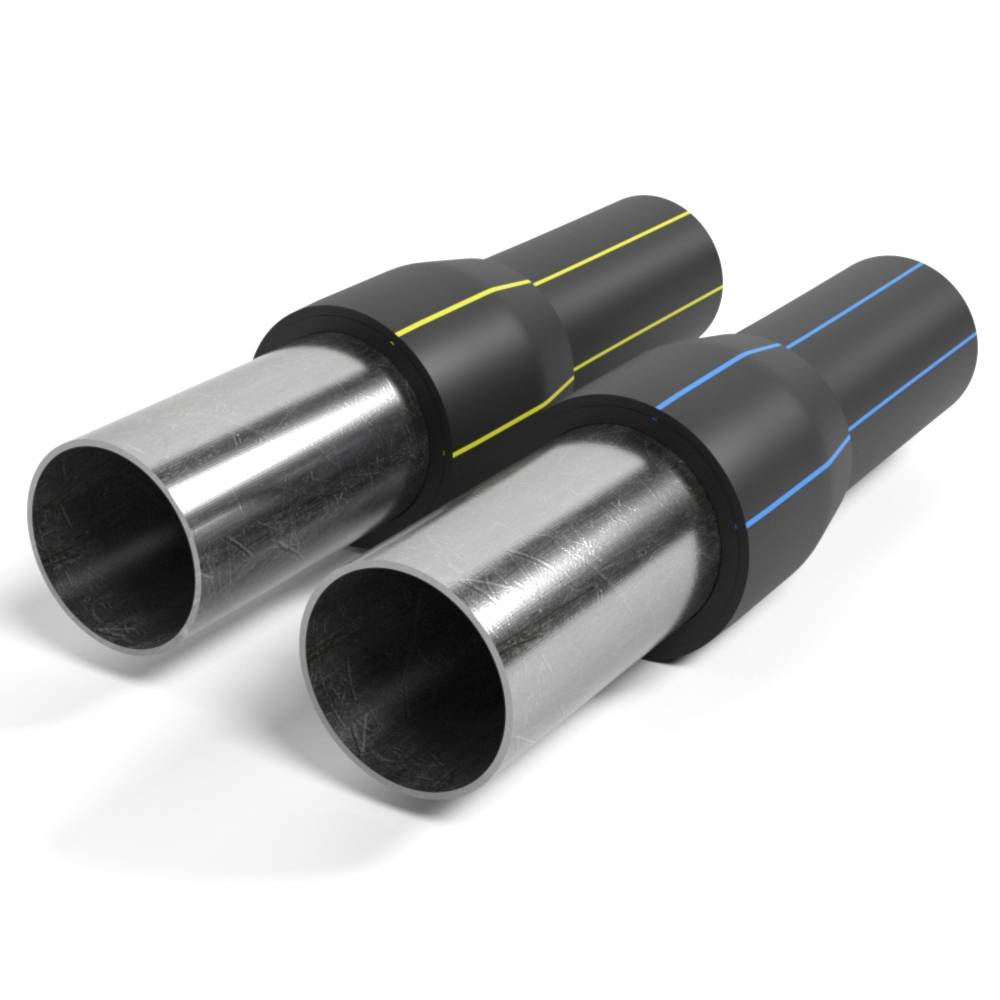
Ответ (расшифровка аббревиатуры): НСПС – это Неразъемное Соединение Полиэтилен Сталь. НСПС соединение используется для того, чтобы соединить трубу из ПЭ (ПНД) со стальной. Сам переход НСПС изготавливается в заводских условиях на специальном оборудовании. Диаметры не ограничены: от минимального d25 до больших диаметров, в частности, d1200.
Преимущества НСПС в сравнении с фланцевым и другими типами соединения: цена (на малых диаметрах), возможность монтажа перехода со стальной трубы на ПНД (или наоборот) без обустройства колодца или камеры.
Недостатки: цена (на больших диаметрах), габаритные размеры, вес.
Давление
Еще одной важной конструктивной особенностью всех изделий, составляющих фланцевое соединение, является условное давление, которое может выдержать соединение. Показатели по давлению зависят от геометрических размеров фланца и исполнения уплотнительной поверхности
Фланец стальной плоский приварной (ГОСТ 12820-80, рис.1) и фланец стальной свободный на приварном кольце (ГОСТ 12822-80) выдерживают давление до 25 кгс/см2, а вот фланец стальной приварной встык (ГОСТ 12821-80) может выдерживать давление до 200 кгс/см2.
При этом особенностью данного показателя является то, что он может выражаться в различных единицах измерения: кгс/см2, Па, МПа, атм., бар. Единицей измерения при производстве и обозначении фланцев является кгс/см2.
Основными марками стали для производства фланцев считаются следующие:
• Сталь 20 или сокращенно Ст.20 (регламентируется ГОСТом 8479-70) — сталь конструкционная углеродистая качественная. Фланцев из такой стали ст. 20 распространены чаще всего и их применяют при монтаже различной трубопроводной арматуры в магистралях (вода, пар, и т.д.) с температурой внешнего воздействия не ниже — 40 градусов и внутренней температурой не выше +475 градусов Цельсия.
• Не менее распространенной при изготовлении фланцев является так же марка стали 09г2с, сокращенно ст. 09Г2С (соответствующая ГОСТу 19281-89) – такая сталь конструкционная низколегированная для сварных конструкций. Отличием ее от стали 20, является то, что фланцы 09г2с могут эксплуатироваться с температурами внешнего воздействия до — 70 градусов. И соответственно (нефть, природный газ и т.д.), тем не менее, температура рабочей среды не должна превышать + 475 градусов Цельсия.
• Сталь марки 12Х18Н10Т (соответствует ГОСТ 25054-81) – такая сталь является конструкционной криогенной. Фланцы из стали 12Х18Н10Т разрешается эксплуатировать в агрессивных условиях например, разбавленные растворы азотной, уксусной, фосфорной кислот, растворах щелочей и солей, с диапазоном рабочих температур от -196 до +350 градусов Цельсия.
• Сталь марки 10Х17Н13М2Т (соответствует ГОСТ 25054-81) – эта марка коррозионно-стойкая обыкновенная. Разрешена эксплуатация таких изделий в средах имеющих повышенную агрессивность, обладает устойчивостью против электрохимической и химической коррозии, коррозии под напряжением и др., диапазон разрешенных температур от -196 до +600 градусов Цельсия. Имеет длительный срок службы.
• Сталь марки 15Х5М (ГОСТ 20072-74) обладает свойствами жаропрочности, является низколегированной. Такая сталь используется для изготовления фланцев способных обладать высокой сопротивляемостью окислению при температуре 600-650 градусов. Обладает жаростокостью.
Конечно, кроме перечисленных марок сталей в производстве стальных фланцев могут применяться и другие марки сталей, например: 13ХФА, 10Г2ФБЮ, 08Х18Н10Т, 17Г1С, 10Г2С, 30ХМА, 40Х и другие.
Как согнуть и разогнуть ПЭ трубу
Существует два основных способа согнуть трубу из полиэтилена:
- При помощи формовочного спецоборудования. В таком случае первоначально нужно подготовить шаблон из листового материала, такого как ДВП. С его помощью можно будет защитить заготовку от повреждений. После следует изготовить силиконовую оболочку, предназначенную для крепления деформируемого изделия. В нее необходимо поместить трубу, прикрепив последнюю к ДВП оправе. Данную конструкцию впоследствии нужно поместить в аппарат для формовки. Ее нужно нагреть и согнуть, после чего – полностью охладить.

Посредством строительного фена в домашних условиях. Первоначально необходимо при помощи прибора нагреть подготовленную ранее поверхность. Чтобы сварка прошла максимально равномерно, изделие постепенно нужно проворачивать. После этого уже горячую заготовку нужно поместить в формировочный каркас
Как только это будет сделано, нужно осторожно изогнуть трубу, отслеживая, что бы потеряла свою форму. Когда угол будет зафиксирован, следует естественным способом охладить изделие

Если трубы длительное время были согнуты, перед началом их монтажа необходимо осуществить выравнивание. Это можно сделать как естественным, так и искусственным способом. Первым методом можно пользоваться при наличии времени и ясной и теплой погоде. В таком случае, необходимо растянуть изделия на участке под солнцем и зафиксировать любым доступным способом. Через некоторое время они выровняются. Чтобы ускорить этот процесс, можно использовать горячую воду и строительный фен. Перед этим трубы нужно растянуть соответствующим образом.










Что из себя представляют трубы ПНД
Полиэтилен низкого давления – пластмасса, которая известна давно, но трубы из нее стали производить более 50 назад. Аббревиатура ПНД (полиэтилен низкого давления) – это обозначение методики производства материала и к качеству материала значения не имеет.
Производятся в разных цветах. Это необходимо для того, чтобы покупатель знал их предназначение:
- для бытового трубопровода с питьевой водой – голубые изделия или черные с голубой полосой;
- для технических конструкций – просто черные.
Диаметр труб может быть разным, его величина варьируется в пределах 16-1600 мм. В продажу поступает:
- мерными отрезами – по 6 или 12 метров;
- в бухтах (при диаметре 160 мм).
Аппарат для стыковой сварки пластиковых труб
Одним из способов сварки полиэтиленовых труб является стыковая сварка.
Этот способ заключается в нагреве и постепенной расплавке соединяемых торцов с помощью нагревателя сварочного агрегата. Следующим этапом будет состыковка труб с оказанием давления.
Выполнение стыковой сварки труб требует определенной квалификации, знаний и умения для получения качественного результата этого вида сварки.
Однако, именно при проведении стыковой сварки нет необходимости в привлечении тяжелой техники, наибольшее количество сварщиков – 2 человека, маленький расход на энергозатраты. Таким образом, при стыковой сварке труб уменьшаются не только расходы на труд человека, но еще и сокращается время прокладки труб.
При приготовлении к проведению стыковой сварки необходимо подготовить полиэтиленовые трубы и фитинги с одинаковыми качествами, такими как, размеры, марка и т.д.
Кроме того, при подготовке к сварке трубы выравниваются, очищаются от грязи для достижения полного контакта элементов.
Далее, с использованием сварочного аппарата происходит расплавление торцов труб.
Следующим этапом при применении сварочного аппарата тепло должно растечься внутри каждой трубы для начала процессы плавки полиэтилена. Для сохранения физических и химических качеств выбирается специальный температурный режим и время плавки по таблице сварки.
Через некоторое время необходимо убрать очень аккуратно сварочный аппарат в целях недопущения повреждения труб и проседания частиц грязи.
После того, как будет убран сварочный аппарат трубы стыкуются между собой с дальнейшим формированием молекулярной связи
Обращаем внимание, что давление должно быть точно таким же, как и при плавке полиэтилена
И завершающим этапом при стыковой сварке труб служит охлаждение сварного шва. Полиэтилен на стыке усаживается и получает максимально допустимую прочность. В итоге получается качественный и ровный шов.
При допущении монтажных ошибок шов будет лишен этих качеств.
Еще одним из видов полиэтиленовых труб являются пластиковые трубы из полиэтилена низкого давления (трубы ПНД).
Данный вид труб в настоящее время заменяет металлические трубы в таких видах строительных работ, как канализация, водоснабжение, проведение электро- и газоснабжения и т.д.
Трубы ПНД обладают долговечностью, теплоизоляцией и легкостью материала, что позволяет экономить на транспортных расходах.
Также в случае прокладки труб ПНД в целях организации водопровода в жилых помещениях в зимнее время года эти трубы не треснут, как металлические.
Существует несколько вариантов соединения труб ПНД. Однако наиболее доступным и качественным является сварка.
Оборудование для стыковой сварки полиэтиленовых труб
Стыковая сварка осуществляется с помощью профессионального сварочного агрегата для сварки ПНД труб. Все виды сварочной техники для ПНД труб объединяет небольшая масса и низкое энергопотребление. Данное оборудование дает возможность осуществлять сварку даже с минимальными образцами в автоматическом порядке.
Таким образом, строительный рынок рекомендует профессиональное оборудование для сварки полиэтиленовых труб, имеющее механический, гидравлический приводы и работающие с помощью программного управления.
Где купить аппарат для стыковой сварки полиэтиленовых труб
PLAST.RU – онлайн-гипермаркет пластиков и отделочных материалов с доставкой по всей России
Мы являемся официальным дилером и у нас можно купить стыковая сварка труб, а также заказать полимерные изделия, отделочные материалы и напольные покрытия по выгодным ценам. Располагаем широчайшим в интернете ассортиментом товара и обеспечиваем низкие цены. Предлагаем большой склад для самовывоза и осуществляем доставку по Москве и Московской области собственным курьерским автопарком, а в представленные ниже города доставляем транспортными компаниями:
- Архангельск
- Астрахань
- Балашиха
- Барнаул
- Белгород
- Брянск
- Великий-Новгород
- Владимир
- Волгоград
- Вологда
- Воронеж
- Дзержинск
- Екатеринбург
- Иваново
- Иркутск
- Ижевск
- Йошкар-Ола
- Казань
- Калининград
- Калуга
- Кемерово
- Киров
- Кострома
- Краснодар
- Красноярск
- Курган
- Курск
- Липецк
- Магнитогорск
- Махачкала
- Москва
- Мурманск
- Набержные Челны
- Нальчик
- Нижневартовск
- Нижнекамск
- Нижний Новгород
- Новокузнецк
- Новоросийск
- Новосибирск
- Омск
- Орёл
- Оренбург
- Пенза
- Пермь
- Петрозоводск
- Псков
- Ростов-на-Дону
- Рыбинск
- Рязань
- Самара
- Санкт-Петербург
- Саранск
- Саратов
- Севастополь
- Симферополь
- Смоленск
- Сочи
- Ставрополь
- Сургут
- Сыктывкар
- Тамбов
- Тверь
- Тольятти
- Томск
- Тула
- Тюмень
- Улан-Удэ
- Ульяновск
- Уфа
- Хабаровск
- Чебоксары
- Челябинск
- Череповец
- Чита
- Шахты
- Якутск
- Ярославль
№3. Преимущества и недостатки PEX-труб
Назвать трубы из сшитого полиэтилена уникальным и революционным продуктом сложно, но преимуществ у материала, действительно, немало:
- сохранение эксплуатационных качеств в пределах широкого диапазона температур. Труба выдержит кратковременное понижение температуры до -50С и повышение до +120С, плавится материал только при температуре +150С. Помните, что оптимально эксплуатировать трубы при температуре 0…+95С – если изделие будет часто подвергаться воздействию критически высоких или низких температур, это скажется на его долговечности;
- устойчивость к перепадам давления, способность выдерживать давление в 4-10 атм (конкретное значение предельного давления зависит от вида трубы);
- гибкость. В трубах с различным методом сшивки показатели гибкости отличаются, но, в целом, остаются на высоте;
- высокая прочность, износостойкость;
- долговечность до 50 лет, при условии правильного монтажа и эксплуатации;
- стойкость к коррозии, бактериям, грибку, агрессивным химическим веществам, поэтому воздействие щелочей и кислот, растворенных в воде, материал легко перенесет;
- гладкость стенок обеспечивает отличные гидравлические показатели, которые со временем не ухудшаются, так как наросты на стенках практически не образуются;
- безопасность. Трубы PEX-A и PEX-B не выделяют никаких токсичных веществ, а вот трубы PEX-C запрещено использовать в некоторых европейских странах;
- эластичность. Если вода внутри трубы замерзнет, ее не разорвет;
- молекулярная память (у некоторых видов PEX-труб), которая позволяет материалу восстанавливать первоначальную форму;
- материал отлично поглощает шумы, что обеспечивает комфорт при эксплуатации;
- небольшой вес (погонный метр весит 0,1-0,15 кг);
- относительно несложный монтаж.
Среди минусов:
чувствительность к длительному воздействию солнечных лучей, поэтому трубы лучше прятать
Если речь идет о монтаже системы теплых водяных полов, то этот недостаток несущественен;
с защитным антидиффузным слоем при транспортировке необходимо обращаться предельно осторожно. Нетрудно догадаться, что его повреждения впустят в систему кислород и снизят ее долговечность;
способность пропускать кислород, который приводит к коррозии металлических элементов трубопровода
Чтобы нивелировать этот минус, производители делают защитное напыление;
диаметры труб из сшитого полиэтилена ограничены. В продаже невозможно найти изделия большого диаметра – их производство очень затратное, поэтому продукция уступает в конкуренции металлопластиковым или металлическим трубами. Именно поэтому назвать PEX-трубы универсальными нельзя;
если вода имеет повышенную степень минерализации, то риск образования наростов все же есть. В этом случае уместно использовать магистральные фильтры, иначе трубы быстро засоряться;
фиксация трубы и удержание приданной ей формы потребует чуть больше усилий, чем при работе с металлопластиковыми трубами.
Трубы из сшитого полиэтилена стоят, конечно, дороже чугунных или обычных полиэтиленовых труб, но все же вполне доступны, правда, потратиться придется еще и на соответствующие фитинги. Монтаж выполняется при помощи специального ручного инструмента
При этом очень и очень важно не повредить защитный слой
Можно сказать, что долговечность трубопровода будет зависеть от осторожности при работе, именно поэтому имеет смысл доверить монтаж сертифицированным мастерам

Особенности конструкции водопровода из полиэтиленовых труб
Водопровод из полиэтиленовых труб представляет собой систему, состоящую из центральной магистрали с ответвлениями, по которым вода поступает к сантехническим приборам или кранам. Отдельные части конструкции свариваются или соединяются специальными деталями — фитингами.









В водопроводе используются различные модификации полиэтиленовых труб, отличающиеся характеристиками и назначением:
| Тип трубы | Применение |
| ПЭ63 | Для холодной воды с небольшим напором |
| ПЭ80, ПЭ100 | Для холодной воды под давлением |
| ПЭ-РТ | Для холодной воды и кратковременно горячей |
| РЕХ | Для подачи холодной и горячей воды |
| PEX/AL/PEX | Для организации холодного и горячего водоснабжения в ответственных местах |
В конструкции применяются такие виды соединителей:
- Электросварные фасонные фитинги. Используются при электромуфтовой сварке заготовок. Изделия оснащены нагревательными элементами из проволоки. При ее нагревании пластик плавится и фиксирует элементы.
- Компрессионные фитинги. С их помощью трубы крепятся ручным способом. Принцип их установки такой же, как и при монтаже металлопластиковых заготовок. Отличие в материале соединителя — они сделаны из толстого полиэтилена с конусной резьбой.
- Литые фитинги-спинготы. В таких деталях отсутствует электроспираль для разогрева изделий. Пластик расплавляют паяльником. Выполнены в виде тройников, крестовин, втулок для получения разветвлений и поворотов.
- Редукционные фитинги. В отличие от других соединителей они могут иметь резьбу. Часто используются для крепления магистралей к радиаторам, счетчикам и другому оборудованию.
Полиэтиленовые трубы соединяются двумя способами — разборным и неразборным. К первому варианту относится сборка изделий с помощью специальных муфт, ко второму — сварка встык.
Для создания разборного соединения необходимо к трубам вначале закрепить муфты, а затем прикрутить их друг к другу. Такой стык выдерживает 10 атм.
На фото фитинги полиэтиленовые для труб
Сварка полиэтиленовых труб — это соединение, которое образуется при взаимном проникновении в расплавленном состоянии с последующим остыванием краев заготовок, в результате чего образуется монолитная конструкции. Она выполняется с помощью специального оборудования для полиэтиленовых изделий.
Существует несколько видов сварок полиэтиленовых труб для водопровода:
- Электромуфтовая сварка. Незаменима при монтаже труб в траншеях, узких колодцах и других местах, где невозможно сварить изделия традиционной пайкой. Способ считается достаточно дорогим из-за особых фитингов. Электромуфтовой сваркой соединяют трубы диаметром 1,1-5 см, при небольшом объеме работ и при врезке ответвлений в магистрали.
- Сварка встык. Самый распространенный способ стыковки полиэтиленовых труб. Края заготовок расплавляют специальным паяльником, затем их соединяют под давлением. Для сваривания труб диаметром более 50 мм используется специальное оборудование, обеспечивающее качественный стык.
- Сварка с помощью фитингов-спиготов. Применяется для соединения конструкций диаметром более 6,3 см. В процессе монтажа торцы нагреваются до их размягчения, а затем соединяются под давлением.
Возможные варианты соединения ПЭ изделий
На данный момент применяются следующие способы соединения полиэтиленовых труб:
- Метод сваривания.
- Фланцевый.
- Электромуфтовый.
- Компрессионный (фитинговый).
Применяя разные способы для соединения элементов трубопроводной магистрали, можно получить:
- разъемные соединения, которые в дальнейшем подлежат разборке и сборке необходимое количество раз;
- неразъемные соединения, которые представляют собой монолитное соединение.
Метод сваривания
Соединение труб из полиэтилена между собой методом сваривания применяется в основном для изделий большого диаметра (более 63,0 мм). Для выполнения сваривания необходимо обеспечить определенный пространственный доступ к трубам и специальное приспособление. Операция может выполняться двумя методами в зависимости от расположения труб:
- встык торцами изделий;
в раструб (одна труба входит в другую).
Выполняется соединение методом сваривания в несколько этапов:
- В специальном станке жестко фиксируются трубы, предназначенные для сваривания.
- Очищаются от пыли и обрабатываются с помощью торцевателя края изделий.
- Выставляется точная ось размещения стыковочных деталей.
- Нагревательным устройством расплавляются торцы труб.
- Оплавленные поверхности на короткое время смыкаются между собой с плавным увеличением усилия.
- После охлаждения шва, визуально оценивается его качество.
Фланцевый способ
Для соединения полиэтиленовой продукции широко используются фланцы. Фланцевое соединение применяется для трубопроводов разного предназначения и позволяет организовать разъемное, герметичное соединение труб как между собой, так и с другой трубопроводной арматурой:
- задвижками различного предназначения;
- магистральными кранами;
клапанами и прочими элементами.
Полученное фланцевое соединение позволяет оперативно разбирать его для проведения ремонта (прочистки) участка водопровода или замены трубопроводной арматуры. Фланцы применяются накидные или с приварными втулками.
Данный тип соединения с применением приварных втулок производится в следующей последовательности:
- Обеспечивается идеально ровный срез труб в месте стыковки.
- На торец изделия приваривается втулка.
- На втулку с помощью резьбового соединения плотно одевается фланец.
- Производится монтаж с ответным фланцем с использованием болтового соединения.





