Отличия при работе с инвертором и полуавтоматом
На переменном токе работает промышленный полуавтомат, домашний инвертор – на «постоянке». У него есть кабеля для подключения к массе и к держателю. Меняя их положение, добиваются получения нужных режимов сварки. Аппарат данного типа отличается от других устройств:
- малыми габаритами;
- небольшим весом;
- высокой мощностью;
- способностью создавать ровный и аккуратный шов;
- доступной стоимостью;
- простотой обслуживания;
- легкостью транспортирования;
- полным отсутствием риска воспламенения.
Полуавтомат весит больше и стоит дороже инвертора. Главная разница и отличие заключается в способе работы: процесс соединения деталей осуществляется с помощью использования специальной проволоки.
Конструкция инвертора для сварки
С целью понимания, как правильно пользоваться сварочным аппаратом, начинающему мастеру следует ознакомиться с конструкцией инвертора.
Сварочный инвертор – это металлическая коробка с внутренним составляющим, общим весом около 7 кг, которая для удобства переноски снабжена ручкой и наплечным ремнём. Корпус сварочного инвертора может содержать в себе вентиляционные отверстия, которые способствуют лучшему оттоку воздуха при охлаждении агрегата. Передняя панель имеет кнопки переключения рабочего состояния, ручки-регуляторы для выбора необходимого напряжения и тока, выходы для подключения рабочих кабелей, а также индикаторы, сигнализирующие о наличии питания и перегреве инвертора при сварке. Кабель для подключения аппарата к электросети обычно подсоединяется в разъём, расположенный с задней стороны инвертора.
Конструкция сварочного инвертора
При контакте электрода во время сварки со свариваемыми металлическими пластинами образуется высокотемпературная дуга, вследствие чего происходит расплавление и элементов сварного стержня, и металла сварного соединения. Ванна, образованная в области дуги расплавленными металлами пластин и электрода, защищается от окисления разжиженной обмазкой электрода. После полного охлаждения металла, верхняя поверхность шва, защищаемая электродной обмазкой в течении проведения сварки, превратится в затвердевший шлак, который достаточно легко устранится легким механическим воздействием (например, постукиванием)
Важно соблюдать одинаковое расстояние-зазор между металлом сварного соединения и электродом (длину дуги), что предупредит её угасание. Для этого, подача электрода в область сплавления должна осуществляться с постоянной скоростью, а ведение сварного стержня по стыку сварного шва должно быть ровным
Сварочная дуга
Что представляет собой инверторная сварка
Вот уже на протяжении многих лет сварочные инверторы пользуются большим спросом среди рядовых потребителей, которые являются более совершенным вариантом в отличие от стандартных трансформаторных аппаратов, которые были широко распространены до появления этого оборудования. Востребованность эти аппаратов обеспечила невысокая цена и отсутствие проблем в использовании. С их помощью можно с минимальными затратами времени и довольно качественно соединять различные геометрические изделия и детали.
Чаще всего подобное оборудование используется в ситуации, когда приходится проводить дуговую сварку путем плавления обрабатываемых участков, что обусловлено высокой надежностью оборудования. Среди достоинств, которыми обладают инверторы, следует выделить постоянство показателей и стабильность сварочного тока, за счет чего можно создавать соединение, обладающие высокой прочностью, что достигается благодаря высококачественному шву.
Инверторная сварка представляет собой процесс, для которого применяется специальное оборудование, позволяющие поддерживать при включенном источнике тока переменное напряжение. При проведении подобных работ с использованием инверторного агрегата также приходится применять и иные устройства, которые предусмотрены схемой сварки:
- система управления,
- сетевой выпрямитель и фильтр,
- трансформатор,
- преобразователь частоты.
Основная же роль в инверторной сварке отводится используемым электродам. Эти изделия имеют вид стальных электропроводящих стержней, которые используют для подвода к сварочной зоне тока. Важным моментом является то, что для каждого оборудования должен применяться свой электрод для сварки инвертором. По этой причине необходимо с учетом всех особенностей выбирать стержни, обеспечивающие подачу тока.
Правила маркировки
Маркировка всех известных видов рабочих электродов для сварки осуществляется по определенной схеме, приведенной на картинке.
В этой системе обозначения первая позиция соответствует типу электрода, следующая за ней цифра означает марку электрода, а на третьем месте располагается такой важный показатель, как его диаметр.
Четвёртое место в маркировке занимает обозначение, характеризующее назначение электрода, а на пятом указывается толщина его покрытия. На шестой позиции расположен информационный индекс, характеризующий образуемый при сварке шов или наплавляемый металл, в то время как на седьмом месте указывается вид используемого покрытия.
8-е и 9-е места занимают соответственно вид пространственного расположения, допустимый при работе с этим электродом и питающие характеристики, на которые он рассчитан (виды тока и напряжения).
Чтобы стало понятно, надо рассмотреть конкретный пример.
В данном примере в состав обозначения включена маркировка типа электродного стержня (Э46А), которую следует рассмотреть более подробно. «Э» означает, что этот электрод, предназначается только для электродуговой сварки, а 46 – это показатель сопротивления разрыву (согласно ГОСТ 9467-75).
Индекс «А» указывает на то, что этот электрод усовершенствованного класса, а следующий за обозначением типа изделия знак «У» говорит о том, что он может применяться для работы с углеродистыми и низколегированными сталями. Д2 – это рабочая толщина покрытия, соответствующая второй группе.
Цифры в знаменателе означают следующее. 432 (5) являются параметрами типового шовного (наплавленного) металлического соединения, получаемого после расплавления электрода. «Б» говорит о типе покрытия, в данном случае – основное. 1 – это обозначение , а 0 – показатель токового режима (постоянный, обратной полярности).
Предусмотрена отдельная буквенная маркировка для односоставного и комбинированного покрытия.
| Тип покрытия | Маркировка по ГОСТ 9466-75 | Международная маркировка по ISO | Маркировка по старому ГОСТ 9467-60 |
| кислое | А | А | Р (руднокислое) |
| основное | Б | В | Ф (фтористокальциевое) |
| рутиловое | P | R | Т (рутиловое (титановое)) |
| целлюлозное | Ц | С | О (органическое) |
| смешанные типы покрытия | |||
| кислорутиловое | АР | AR | |
| рутилово-основное | РБ | RC | |
| смешанные прочие | П | S | |
| рутиловые с железным порошком | РЖ | RR |
Важность полярности при сварочных работах
для соединения изделия и электрода
В анод, подсоединенное к положительному полюсу, преобразуется изделие. Обратная полярность обозначает, что электрод после подсоединения к положительному полюсу становится анодом. Катод в этом положении – это изделие, подсоединенное к отрицательному полюсу.
Материал изготовления электрода задает параметр дуги между неплавящимися электродами из вольфрама и плавящимися металлическими электродами. Сварочная дуга имеет ряд физических и технологических свойств. От этого практически полностью будет зависеть результат работы дуги. К физическим свойствам относятся:
- кинетические;
- электромагнитные и температурные;
- электрические и световые.
Основные технологические свойства имеют три вида:
- мощность дуги;
- пространственную стойкость;
- саморегулирование.
положительные и отрицательные ионы
Промежуток дуги ионизируется во время зажигания дуги, и все время поддерживается при ее горении. В промежутке дуги, как правило, выделяют следующие области:
- область разряда дуги;
- анодную;
- катодную.
В области анодов происходит значительное снижение напряжения, вызванное скоплением около электродов заряженных частиц. На поверхности анода и катода начинается появление электродных пятен, которые представляют некий фундамент дугового столба. Через них и прокладывается маршрут тока к сварке.
У сварки есть общий размер дуги, он состоит из суммарных длин 3-х областей. Общее напряжение дуги – это сумма снижений напряжения в каждой части дуги. Зависимость напряжения от размера дуги – это сумма снижения напряжения в прикатодном и прианодном участках. Удельное снижение в дуге напряжения имеет один миллиметр от столба дуги. А основной характеристикой дуги является тепловая мощность нагревательного источника.
Ее эффективность рассчитывается с учетом количества теплоты, вводимой в металл за единицу времен. Тепловая мощность – это часть общей дуговой тепловой мощности, из которой определенная доля тепла уходит непроизводительно:
- на теплоотвод в изделии;
- излучение;
- на прогрев разбрызгивающихся капель.
Технология сварочных работ дугой
- по среде, где находится дуговой разряд;
- по типу тока;
- по типу электродов.
Для ремонта кузовов автомобилей широко используется дуговая сварка полуавтоматом в защитной среде газа. Для частного пользования наиболее доступной является дуговая ручная сварка. Она делается плавящимися электродами на переменном или постоянном токах. Это хороший шанс сварить в не заводской обстановке большую часть видов металлов.
Размер между поверхностью основного изделия и дном кратера является глубиной провара или проплавления. Глубина зависит:
- величины сварочного тока;
- от скорости передвижения дуги.
Если размер дуги сварки не больше, чем размер стержня электрода, то эта дуга называется нормальной или короткой. Она гарантирует великолепное качество шва. Дугу, которая имеет большую длину, считают длинной. Очень большое наращивание размера дуги приводит к ухудшению качества сварки. Влияние магнитного поля создает отклонение дуги от заданного направления. Это называется электромагнитным дутьем.










Электрод во время процесса передвигается вдоль и поперек сварочного шва в направлении оси, дабы сохранить заданный размер дуги. Ускоренное перемещение электрода приводит к образованию узкого, неровного и неплотного шва. При медленном передвижении есть опасность пережога материала.
Сварочные швы по форме бывают:
- тавровыми;
- нахлесточными;
- стыковыми;
- угловыми.
По длине швы разделяются на сплошные и прерывистые. По пространственному расположению имеют такие разновидности:
- вертикальные;
- потолочные;
- нижние;
- горизонтальные.
Источники питания: трансформатор для сварки, выпрямитель, генератор – при внешнем показателе имеют связь величины нагрузочного тока с напряжением на зажимах выхода. Вольтамперный показатель дуги – это соотношение между напряжением в статическом режиме и током дуги. Внешние показатели сварочных генераторов считаются падающими.
На размеры и форму шва также влияют вид электротока и его полярность. То есть, постоянный ток обратной полярности обеспечивает гораздо большую глубину плавления, чем постоянный ток с прямой полярностью, это объясняется разными количествами тепла, появляющимися на аноде с катодом. От повышения скорости процесса сварки глубина и ширина шва провара снижаются.
https://youtube.com/watch?v=GrVBaIZ3ddE
Алгоритм сварки проводов
Для безопасной работы понадобятся рукавицы, защитные сварочные очки, спецодежда. Нужно еще раз проверить, что под местом сварки нет легковоспламеняющихся предметов. Убедившись в полной безопасности, можно начинать сварку:
- на скрутку возле изоляции ставят зажим-радиатор для отвода избыточного тепла от медного проводника и защиты изоляционного покрытия от оплавления;
- туда же крепится «масса» сварочного инвертора</strong>;
- к сварочному аппарату подключают питание от сети</strong>;
- держатель с электродом подносят к концу скрутки</strong>;
- дуга расплавляет медь, на конце жгута-скрутки образуется наплыв в виде капли;
- процесс сварки происходит 1-2 секунды.
После того как сварка остынет, скрутку помещают в термоусадочную трубку или обматывают изоляционной лентой.
Как варить медные провода
Сварка медных проводов не требует большого опыта. Порядок работы таков:
- Токоведущие жилы зачищаются от изоляции. Затем оголенные проводники скручиваются.
- Со стороны изоляции к скрутке подключается один из сварочных проводов. Это удобно делать при помощи пассатижей или каких-либо самодельных зажимов.
- К противоположному концу скрутки необходимо прикоснуться угольным электродом. Загорится небольшая сварочная дуга. Конец скрутки расплавится. При необходимости операция повторяется несколько раз до образования на конце соединения прочной аккуратной капли расплавленного металла.
- После сварки полученную скрутку необходимо заизолировать монтажными колпачками, термоусаживаемой трубкой или изоляционной лентой.
Сваривание проводов из алюминия
Сварка алюминиевых проводов графитовым электродом возможна, но требует некоторого опыта. В расплавленном виде алюминий более текучий чем медь. Поэтому во время жидкой фазы он способен просто вытечь с места соединения. После застывания также есть особенности. Алюминий хрупкий, токоведущая жила легко обламывается в месте сварки.
Дополнительная информация. Гораздо удобнее сваривать алюминиевую проводку газовой горелкой. Для этого заранее подготовленная скрутка нагревается пламенем. Затем тонким железным прутком (гвоздь, отвертка) необходимо разорвать оксидную пленку и позволить металлам свариваемых жил перемешаться друг с другом. Это сложно, требует практики, но гарантирует самое надежное соединение алюминиевых токоведущих жил.
Сварка термитной смесью
Термитная сварка применяется редко. Ее используют на проводах большого сечения и только на открытом воздухе. Свариваемые провода помещаются в огнеупорный стакан. В него засыпается термит — порошок из алюминия и оксида железа. Смесь поджигается и горит при температуре 2300-2700°C. Жар расплавляет провода и сваривает их между собой.
Комплект для термитной сварки
Сваривание медных проводов с алюминиевыми
Нежелательно прибегать к сварке жил из разных металлов. Однако если необходимо сплавить медный провод с алюминием, то работа выполняется по следующему алгоритму:
- Проводники зачищаются от изоляции. Если на них имеется слой окисла, то его необходимо соскоблить ножом.
- Алюминиевая жила накручивается на медную. Виток к витку. С максимально плотным прилеганием.
- Соединение пропитывается специальным флюсом для снятия оксидной пленки с алюминия. Например, Ф-64 и подобные.
- Непосредственно сварка выполняется так же, как и для медных кабелей. Стоит помнить про хрупкость алюминия и не гнуть лишний раз контакт.
Рутиловые электроды АНО-21
Популярная марка жестянщиков из автосервиса. Лучшего расходника для работы по тонким сталям с высоким содержанием углерода не найти. Дуга разжигается моментально, тонкий металл защищен от сквозного прогорания, а шов получается мелкочешуйчатым. Соответственно, не требуется тщательная обработка после сварки.
Вторая по популярности область применения – сварка тонкостенных труб. Эту марку хорошо знают водопроводчики и газовщики.

Работают как на переменном, так и на постоянном токе, что подходит для инверторов. Перед употреблением необходима прокаливание при температуре 120°-130° в течение часа.
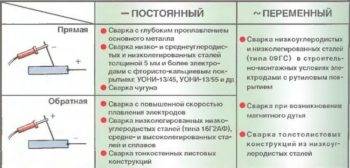
Влияние полярности на эффективность работы электродов
Производители не случайно указывают на упаковке с электродами тип полярности. Для начала разберемся, что же означает прямая и обратная полярность сварочных расходников.
- Прямая — называется такой способ подключения, когда на сварочный держатель подается «минус», а на контактный зажим «плюс».
- Обратная — на зажим подается «минус», а на электродержатель «плюс».
Способ полярности влияет на температуру поверхности металла. При прямой полярности величина плавления будет выше, чем при обратном подключении. Разница составляет 1000 градусов.

Использовать схему с прямой полярностью следует при работе с тонким металлом, а с обратной, если работаете с массивными деталями. При обратной полярности происходит интенсивное выделение тепла.
Особенности изделий с различным покрытием
Электроды с кислой оболочкой АНО-2, СМ-5 технологичны, удобны в применении и подойдут даже для начинающих сварщиков.
Стержни с основной обмазкой УОНИ-13/45, ОЗС-2, ДСК-50 имеют в своем составе мелкую крошку натуральных пород: мрамора, кварцевого песка, плавикового шпата. Смесь закрепляется с помощью жидкого стекла, поэтому она не оказывает вредного воздействия на персонал. Шов, полученный с использованием таких расходных материалов, обладает высокой пластичностью. Они широко применяются при монтаже самых серьезных конструкций и прокладке трубопроводов, работающих под повышенным давлением.
Рутиловые сварочные электроды для инвертора АНО-3, ОЗС-4, МР-4 в составе своей обмазки содержат безопасный рутил. Он дает небольшое количество шлака, который почти мгновенно застывает в виде тонкой пленки. Эти качества позволяют сваривать детали при любом положении стержня.
Изделия с целлюлозным покрытием ВСЦ-1, ОЗЦ-1 содержат органические соединения, ферросплавы и тальк. Они также дают качественный шов при самых разных направлениях сварки с любой стороны детали и дают хорошие результаты при соединении тонких листов. Единственный их недостаток – хрупкость шва.
Как сделать агрегат для сварки проводов своими руками
При желании можно сделать трансформатор для сварки медных проводов своими руками. Основной вопрос касается подбора материалов и инструментов. Во время изготовления прибора лучше придерживаться инструкции.
Материалы и инструменты
Чтобы сделать прибор своими руками, из материалов потребуется такое:
- трансформатор;
- зажимы типа крокодил;
- угольный электрод;
- алюминиевый кабель — 2 штуки;
- поворотный регулятор напряжения;
- провод питания сечением более 2.5 мм.
Из инструментов подбираются пассатижи, набор отвёрток. Желательно иметь под рукой плоскогубцы.









Подбор корпуса
Для самоделки необходим надежный кожух, который будет защищать трансформатор
Важно помнить о технике безопасности, поскольку легко получить ожог. Коробка может быть подобрана из металла либо пластика. Если делается мобильная установка, лучше использовать пластик
Металлическая коробка считается более устойчивой, однако не предназначена для транспортировки
Если делается мобильная установка, лучше использовать пластик. Металлическая коробка считается более устойчивой, однако не предназначена для транспортировки.
Подбор корпуса
Трансформатор
Касательно основы на выбор представлены, как электронные, так и силовые установки
Блоки поставляются различными производителями и важно определиться со схемой сварочного устройства на тиристорах. В цепи предусмотрено место для блоков вывода, а также вторичной обмотки. Отдельно подбирается регулятор напряжения, который отвечает за выпрямленный ток
Данная технология активно используется для зарядки аккумуляторов. Поэтому подобные установки встречаются в стартерах различных производителей. Если выбор пал на электронный блок, стоит малость разобраться в его работе. За основу взята схема генератора сигналов, поэтому используются биполярные транзисторы. Обеспечивается обратная проводимость, наблюдается высокое напряжение
Отдельно подбирается регулятор напряжения, который отвечает за выпрямленный ток. Данная технология активно используется для зарядки аккумуляторов. Поэтому подобные установки встречаются в стартерах различных производителей. Если выбор пал на электронный блок, стоит малость разобраться в его работе. За основу взята схема генератора сигналов, поэтому используются биполярные транзисторы. Обеспечивается обратная проводимость, наблюдается высокое напряжение.
Схема трансформатора
При подборе электронного блока учитывается максимальный уровень энергопотребления, а также напряжение. Распространенными считаются самодельные модификации на 6 и 9 вольт. В стандартной схеме электронного блока происходит открытие транзисторов и далее по цепочке осуществляется разряд конденсаторов. Тиристор в цепи работает в качестве усилителя.
Как вариант, применяются трехобмоточные трансформаторы серии ТИ. Их особенность заключается в малом уровне напряжения. При желании элемент можно самостоятельно создать на ферритах. В таких установках высокий показатель преобразования энергии
Во время сборки важно добиться необходимой величины тока, которая зависит от потребностей
Кабель питания
Когда имеется мощный трансформатор на 24 вольта, для него рекомендуется подобрать соответствующую электропроводку. Рекомендуется использовать заготовки с сечением от 2.5 мм. По технике безопасности рекомендуется установить выключатель, который подключается к проводке. Таким образом, в случае чего установку можно будет оперативно выключить, прекратив подачу тока.
Кабель питания
Использование клемм
Чтобы запитать трансформатор или инвертер, на него одеваются клеммы методом скручивания. Далее осуществляется подключение к сети 220 вольт.
Установка держателя и контакта
От клемм отходит два провода, один из которых идёт на держатель, другой — на контакт. У сварщика должна быть возможность удерживать заготовку, а также свободно зафиксировать электрод, благодаря которому осуществляется сварка. Специалисты не всегда используют зажимы, предпочитая работать свободно с плоскогубцами. Рассматривая поближе держатель под электрод, рекомендуется подбирать длинные заготовки, поскольку они более практичны.
Держатель для аппарата
Уменьшается риск поражения электротоком, плюс сварщику практичнее работать в труднодоступных местах. С длинным держателем легко производить работы на потолке либо в узких проходах. Дополнительно, если от трансформатора отходит длинный держатель, нет необходимости часто его переставлять.
Как выбрать правильную полярность
Понятно, что при сварке инвертором допускаются прямая и обратная полярность. По умолчанию эти аппараты обычно настроены на прямое подключение.
Но если вы работаете с разными металлами и металлическими заготовками разной толщины, вам придется самостоятельно настраивать параметры сварочного тока и, в частности, полярность. Это нетрудно, поехали.
Все дело в перемещении теплого анодного пятна, то есть концентрации нагрева. При прямой полярности плюс идет на металлическую заготовку, как раз она и разогревается. Именно от данного фактора зависит выбор варианта подключения при работе с разными заготовками из разных металлов. Все логично и просто, вот критерии решений по поводу подключения постоянного сварочного тока:
Толщина края металлической заготовки
 Постоянный и переменный ток сварки.
Постоянный и переменный ток сварки.
Толстые края поверхностей? Конечно же сварка током прямой полярности! Дополнительная концентрация тепла в местах плавки в толстых деталях будет способствовать глубокой проверке и, следовательно, получению качественного прочного шва. Если же края свариваемых поверхностей тонкие, то рассуждать, а затем действовать нужно совсем наоборот.
Тонкие края важно не перегреть, чтобы не допустить прожога. Так что отправляем теплое анодное пятно от греха подальше на другую сторону – к электроду
Так что тонкие детали варим при обратном подключении.
Вид металла
Здесь нам поможет перемещение теплового анодного пятна: каким металлам оно не повредит, а, наоборот, поможет? Правильнее всего будет внимательно читать инструкции по электрической настройке сварочного аппарат, которые сопровождают любой современный сплав.
Но уже сейчас можно запомнить факт, что алюминий вместе со сплавами тепло только приветствуют, оно помогает снизить количество образующихся окислов во время процесса. Так что сварка алюминия постоянным током проводится только при прямом подключении. Официально это будет называться сваркой алюминия постоянным током в среде аргона.
А вот сталь, чугун с различными стальными сплавами требуют обратного подключения постоянного сварочного тока: никакого дополнительного тепла им не нужно из-за риска образования тугоплавких соединений.
Цветные металлы, как алюминий, варятся неплавящимися вольфрамовыми электродами только при прямом подключении без каких-либо исключений.
Вид электрода
Вы ведь знаете, что современные электроды подразделяются по огромному количеству критериев, они производятся в невероятном разнообразии. Электрические параметры также входит в описание каждого вида электрода. Читать инструкции самым внимательным образом еще никому не помешало.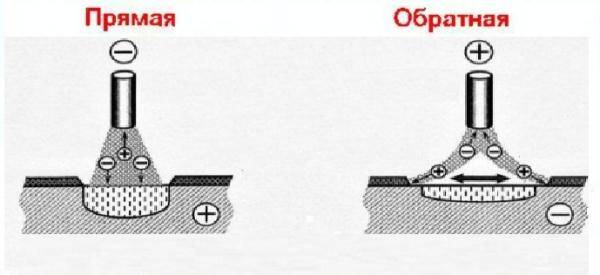
Но здесь мы вполне можем рассуждать логически, чтобы выбирать правильную полярность для каждого вида электрода. Выбор зависит от того же – теплого анодного пятна, то есть температурного режима. А такие режимы у электродов зависят от типа флюса и многих других факторов.





Невозможно дать короткие рекомендации по полярности тока для разных сварочных расходников – слишком их много. Единственный дельный совет в данном случае – читать инструкции и не пренебрегать ими.
Силу тока, рабочие циклы, подключение к полюсам – все придется настраивать вручную. Но ведь голова нам дана, чтобы думать, верно?
Выбор диаметра
Выбирая изделие, следует обратить внимание на его диаметр. Чем тоньше конструкция, тем меньше возможный диаметр электрода
Для сварки профилей достаточно изделий с диаметром до 2 мм.
Кстати, с тонкой продукцией нужно научиться работать. Такие электроды быстро плавятся, расходуются. Для работы с ними должны быть специальные навыки.
В зависимости от диаметра электрода определяют силу тока для сварки инвертором. Часто сверху на упаковке указывают рекомендуемые значения. В целом закономерность такова – чем больше диаметр электродного изделия, тем выше необходимое значение силы тока.
Несоответствие толщины материала, диаметра электрода и силы тока может ухудшить качество сварного соединения, привести к образованию в нем пор.
Маркировка сварочных электродов
Самая распространенная марка среди зарубежных производителей электродов – ESAB.

Название каждого типа электродов этой марки начинается с ОК, после которого идет 4-циферное обозначение. В продаже есть очень много вариаций, но самыми распространенными являются следующие:
• ОК 46.00 – электрод практически аналогичен свойствам марки МР-3. Отлично подходит для работы с низколегированными и углеродистыми сталямиПодходит для переменного и постоянного тока. Обеспечивает высококачественный шов.
• ОК 48.00. Предназначаются для работы на ответственных конструкциях. Работают только на постоянном токе.
• ОК 61.30 и ОК 63.20. Используются при сварке «нержавейки» практически всех марок. Перед покупкой необходимо обязательно поинтересоваться у продавца-консультанта, подойдут ли эти электроды для работы с конкретной маркой нержавеющей стали.
• ОК 68.81. Прекрасная модель. Отлично подходит для сварки изделий из сталей неопределенного состава и трудносвариваемых деталей.
• ОК 92.60. Электроды для чугуна и соединения чугунных деталей с разными типами сталей.
• ОК 96.20. Электроды по алюминию.





