Самостоятельное нарезание резьбы
Как нарезать трубную резьбу своими силами?
Самостоятельное нарезание резьбы начинается рядом подготовительных мер:
- Отрезание куска трубы по размеру. При замене поврежденного участка трубопровода первым делом данный участок нужно аккуратно вырезать в строго перпендикулярном к стенке направлении. Если это условие не будет соблюдено.
- Чистка участка под резьбу. С того места, где будет нарезаться трубная резьба, нужно полностью снять всю краску и коррозию: если это не сделать, работа может быть явно затруднена.
- Снятие фаски. Чтобы работа шла легче, с концов трубы нужно убрать фаску.
Как нарезать внутреннюю резьбу?
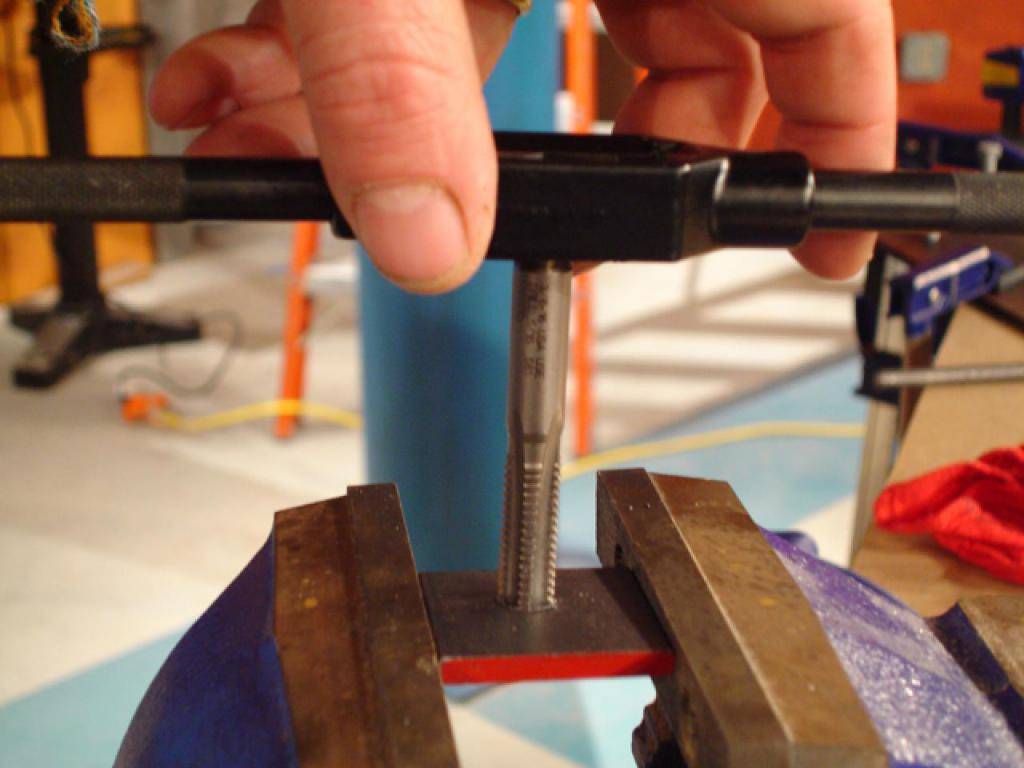
В некоторых случаях требуется внутренняя резьба, которая также может быть нарезана при применении ручного инструмента. Зачастую для подобной работы выбирается метчик, который состоит из трех основных частей:
- Заборной.
- Калибрующей.
- Хвостовой.
Заборная применяется непосредственно на момент резки, калибрующая направляет инструмент и обеспечивает его вертикальное положение. Хвостовая часть требуется для того, чтобы закреплять плашку в специальном держателе.
Внутреннюю резьбу можно образовать следующим образом:
- Труба закрепляется в вертикальном положении.
- Метчик обрабатываемая заготовка смазываются.
- Приспособление размещают строго вертикально, после чего делается несколько вращений по часовой стрелке, и один против.
Метчик для внутренней резьбы
На момент работы следует время от времени добавлять масло. За счет этого обеспечивается плавный ход инструмента.
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп. 4.46/5 (89.23%) проало 13
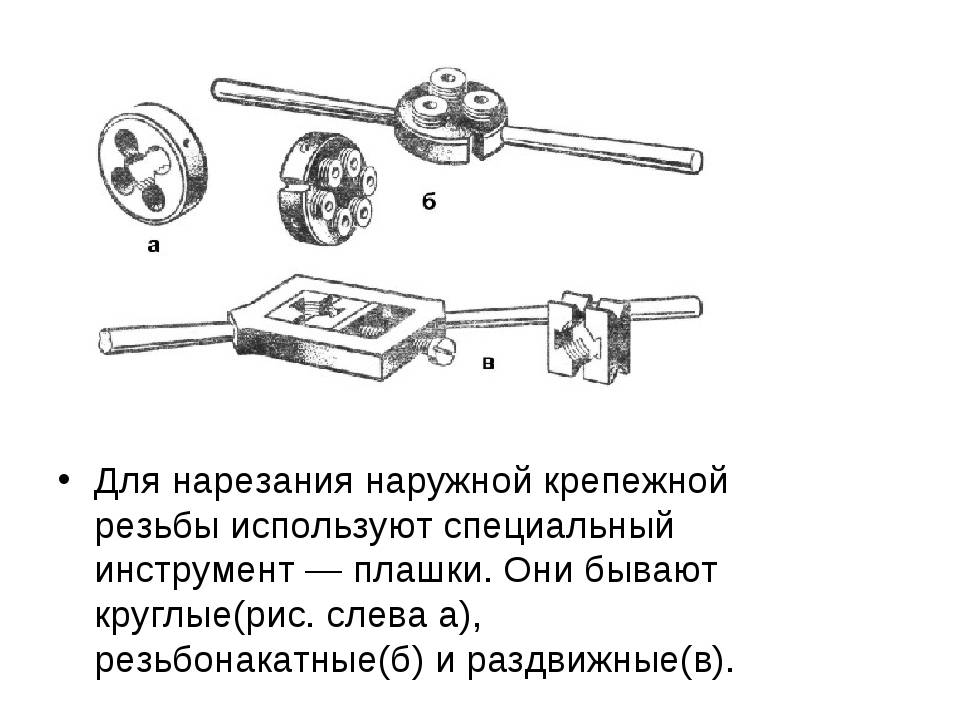
Нарезается наружная резьба с помощью круглых или раздвижных плашек, а также винтовальных досок. Нарезка резьбы может производится как на станках, так и вручную.
Нарезание резьбы круглыми плашками (лерками).
Круглые плашки (лерки) представляют собой диск с нарезанным отверстием. Для отвода стружки и образования перьев с режущими кромками (рис. 1) в плашке делается несколько стружечных отверстий. Плашки (лерки) вставляются в леркодержатель и зажимаются винтами (рис. 2).
Рис. 1. Плашка круглая разрезная (лерка).
Рис. 2. Леркодержатель:
1 — рамка; 2 — ручка; 3 — зажимной винт.
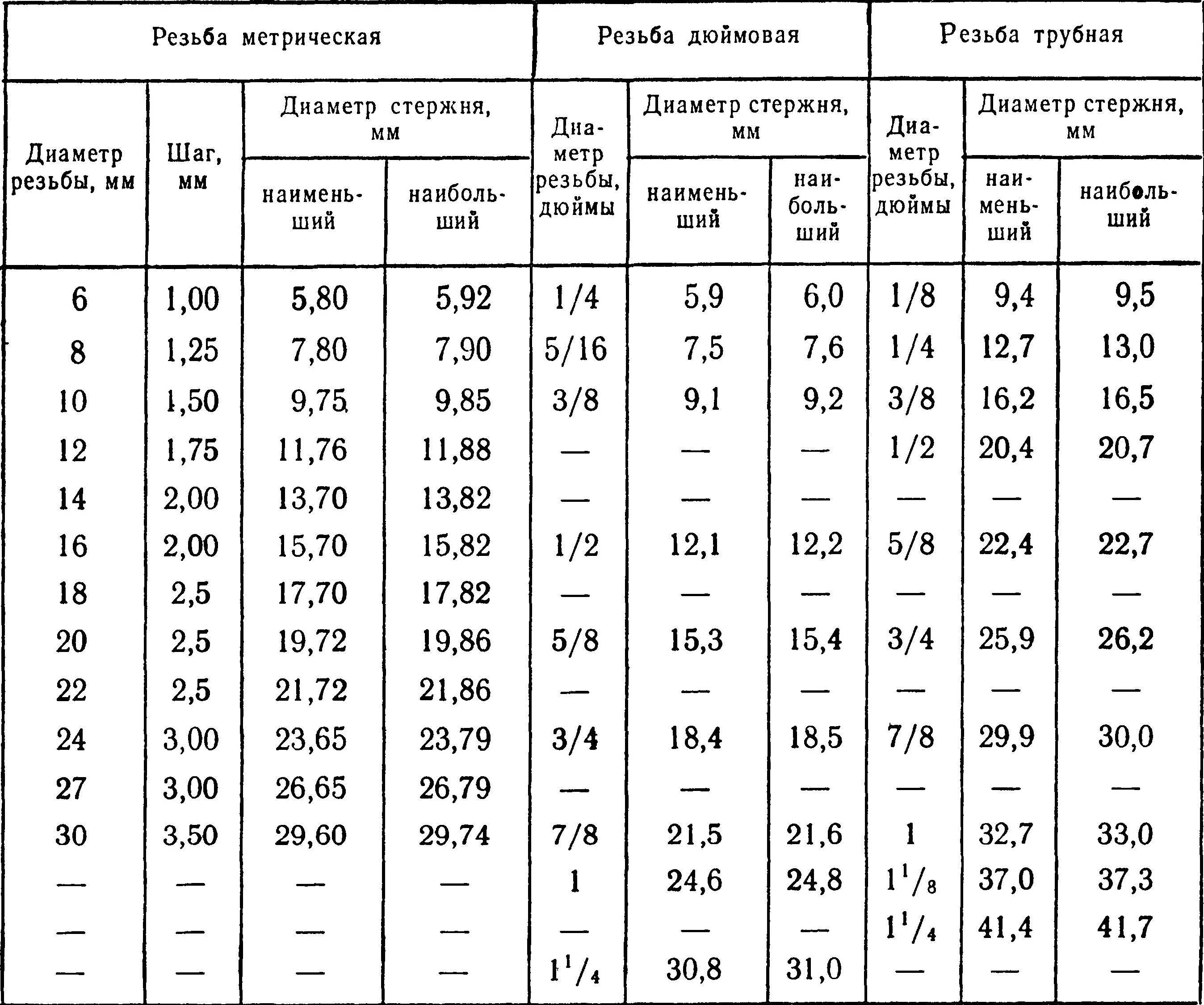
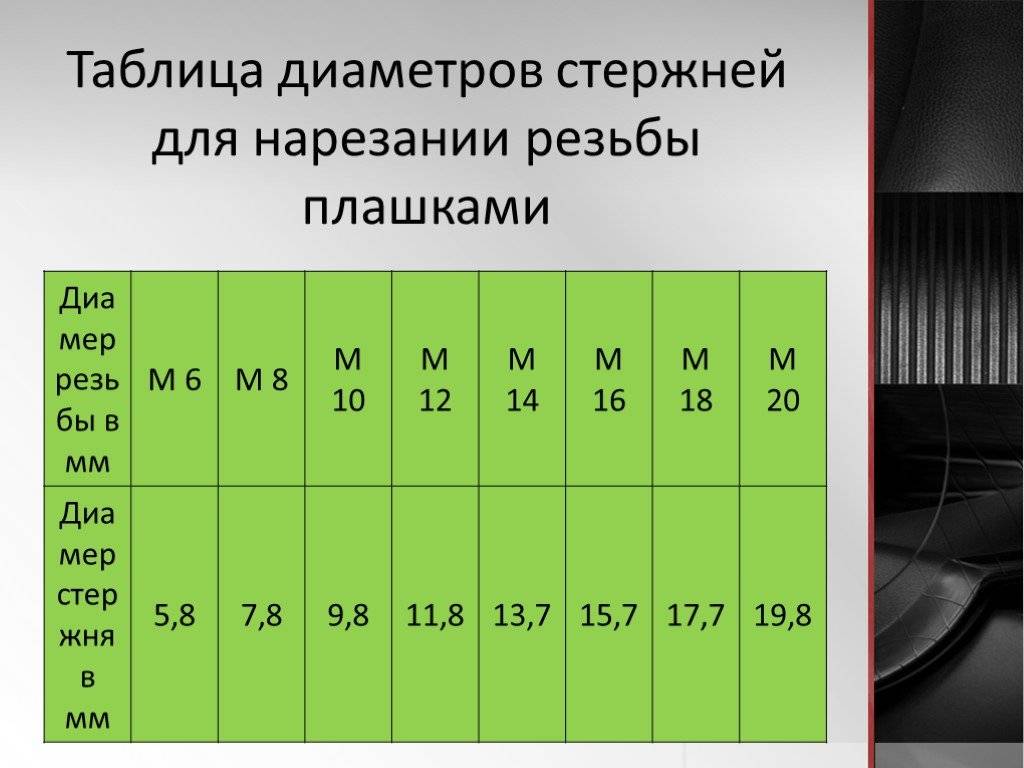
Диаметр нарезаемого стержня берется несколько меньше наружного диаметра резьбы и запиливается конусообразно для захода лерки. Выбор стержней для нарезания метрической или дюймовой резьбы приводится в табл. 1:
Таблица 1. Диаметр стержней для болтов под резьбу.
| Метрическая резьба | Дюймовая резьба | ||
| Наружный диаметр в мм | Диаметр стержня в мм | Наружный диаметр в дюймах | Диаметр стержня в мм |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
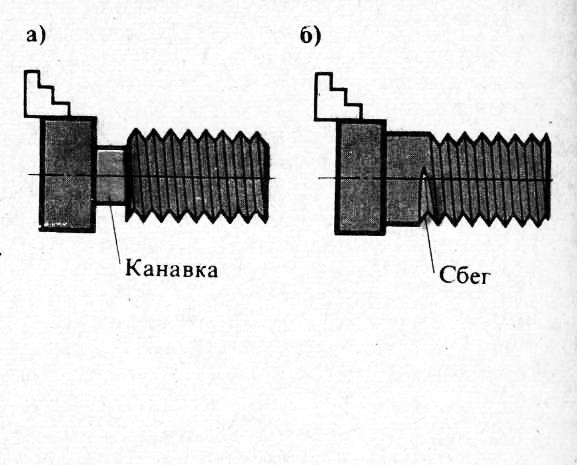
Раздвижные плашки (рис. 3, а) состоят из двух призматических половинок с нарезанным отверстием. В средней части отверстия плашки делают канавку, которая образует режущие кромки.
Рис. 3. Плашки раздвижные и сухарь:
а — плашка; б — сухарь.
Клупп для нарезки резьбы.
Для крепления плашек применяется клупп с прямоугольной или косой рамкой (рис. 4). Призматические выступы клуппа входят в пазы плашек, а с боку плашки прижимаются болтами.
Рис. 4. Клупп (косой)
1 — рамка; 2 — ручка; 3 — зажимной винт.
Чтобы избежать непосредственного нажима болта на плашки, между плашками и болтом устанавливается так называемый сухарь (см. рис. 3, б), имеющий форму плашки.
Технология нарезания резьбы плашкой.
Нарезание призматическими плашками несколько отличается от нарезания лерками. При нарезании плашками стержни не запиливаются на конус, а раздвигаются плашки.
Затем зажимаются на стержне, конец которого должен совпадать с верхней плоскостью плашек. Поворачивая клупп вправо и немного влево, производят нарезание резьбы.
Положение леркодержателя и клуппа устанавливается строго перпендикулярно к нарезаемому стержню, в противном случае резьба будет косой и односторонней.
Охлаждение и смазка при нарезании резьбы.
При нарезании резьбы метчиками и плашками необходимо применять смазку. В качестве смазки можно употреблять обычную эмульсию, растворяя одну часть эмульсии на сто шестьдесят частей воды. Кроме того, можно применять: для чугуна — сало и керосин; для стали и латуни — вареное и сурепное масло и лярд; для красной меди — лярд и скипидар; для алюминия — керосин.
Употреблять при нарезании резьбы машинные и минеральные масла не рекомендуется, так как они, увеличивая сопротивление нарезанию, не дают чистых отверстий и приводят к быстрому износу метчиков и плашек.
Винтовальные доски.
Для того, чтобы нарезать резьбу на винтах с диаметрами до 6 мм используют винтовальные доски. На винтовальных досках присутствует несколько нарезанных отверстий разных диаметров с канавками под стружку, по два на каждое отверстие.
Нарезание резьбы плашками выполняется так же, как и нарезание метчиками. Стержень прочно зажимается в тиски, смазывается маслом, а затем на стержень надевается клупп с плашками, зажимается винтом и вращается на полный оборот в одну сторону и на пол-оборота в другую. Если стержень толще требуемого, его необходимо опилить напильником.
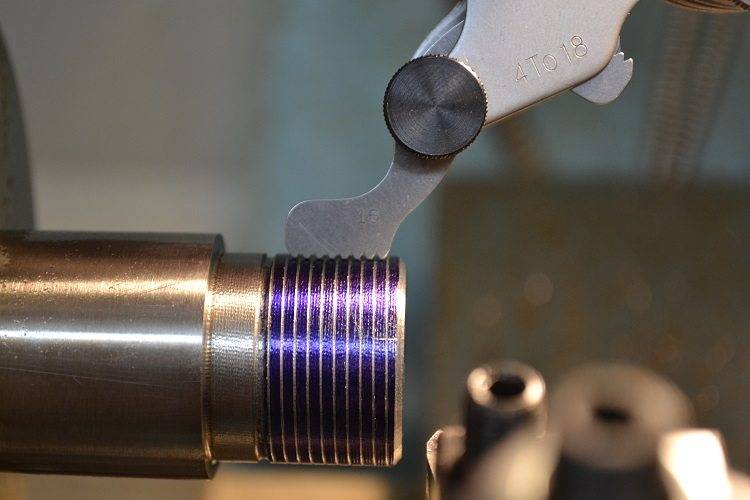
Резьба у болтов измеряется кольцевыми резьбовыми калибрами или резьбомером.
Нарезка резьбы на трубах и фитингах.
Трубы и фитинги (соединительные части для труб) нарезаются специальным инструментом с применением приспособлений.
Клупп для нарезки резьбы на трубах.
На трубах резьба нарезается особым клуппом (рис. 5). Клупп для нарезания труб по устройству отличается от обычных клуппов. В прорези его обоймы входят четыре стальных гребенки.
Повертыванием верхней ручки их можно сближать или раздвигать. Поэтому одним клуппом можно нарезать трубы различных диаметров. Кроме того, клупп имеет направляющие, которые регулируются нижней ручкой.
Направляющие обеспечивают правильное положение клуппа на трубе при нарезке.
Рис. 5. Клупп для нарезки труб.
Трубы при нарезке закрепляются специальным трубным прижимом. Прижим состоит из станины, в который помещаются сухари с вырезами для труб различных диаметров.
Как нарезать резьбу на трубе своими руками: делаем резьбу
Очень часто во время установки магистралей трубопровода или же в процессе его ремонта необходимо старые трубы менять на новые. Для этого должна производиться нарезка на новых трубах подходящей резьбы.
У опытного мастера вряд ли будут со всем этим проблемы, ведь за годы работы он «набил себе руку» и может сделать все практически без усилий. Тем более, у профессионалов есть все необходимые для этого инструменты.
Что, если это нужно обычному человеку, который не знает, как сделать резьбу на трубе? Услуги сантехника часто имеют чрезмерно высокую стоимость.
Резьба необходима везде
Итак, для начала нужно запомнить, что на трубах всегда нарезается трубная резьба. Кроме этого, не стоит долго думать насчет размеров, ведь во всех квартирах трубы стандартные, и их размеры могут быть равны 1″, 1 1/4″, 3/4″ или 1/2″. Поэтому, для нарезки резьбы своими руками нужно обзавестись плашкой или трубным клуппом.
Как нарезать резьбу на трубе при помощи плашки
Сначала речь будет идти о плашке. Иногда можно услышать, как этот инструмент называют «леркой», хотя последний термин пришел еще со времен СССР. Это достаточно обычный инструмент, который можно приобрести в любом магазине с металлорежущим инструментом.








Но перед тем как идти и покупать себе плашку, стоит узнать размер труб, на которых будет нарезаться резьба. В основном это полдюйма, три четверти или дюйм. Когда размер известен, приобретается обычная плашка с трубной цилиндрической резьбой. На таких инструментах в маркировке имеется буква G, то есть плашка на полдюйма будет иметь маркировку G1/2″. С использованием таких инструментов резьба на трубах будет выполнена правильно.
Поскольку держа в руках плашку, резьбу не накрутить, нужно обзавестись плашкодержателем. Его стоимость может быть равной стоимости плашки, а может даже превышать ее. Если работа будет производиться всего один раз, тогда можно приобрести китайский плашкодержатель, цена которого ниже стоимости отечественного. Если же хочется купить качественный инструмент, тогда лучше заплатить больше денег, но стать владельцем отечественного держателя. Причиной низкой надежности китайской плашки является сырьевой материал силумин.
Плашка для нарезки резьбы
Как нарезать резьбу на трубе плашкой – достаточно сложный процесс. По крайней мере, для тех, кто никогда еще такого не делал. Все дело в том, что у плашки отсутствует направляющий, поэтому сразу же ровно нарезать резьбу очень сложно, и ее постоянно «закашивает», чего допускать нельзя. Именно поэтому, если нет опыта нарезания резьбы, то лучше запастись специальным инструментом под названием клупп.
Резьба на трубе при помощи клуппа
Теперь о том, как нарезать резьбу на трубе клуппом.
Этот инструмент является очень удобным. Причем правильно все сделать сможет даже тот человек, который никогда в жизни ничего подобного не делал.
Все очень легко, и причиной легкости является специальная направляющая, которой обладает инструмент. В эту направляющую вставляется труба, после чего человеку остается только крутить клупп, и резьба будет нарезаться самостоятельно почти без усилий.
Чтобы облегчить процесс, можно приобрести специальную трещотку, которая позволит не снимая инструмент, крутить клупп, даже если для этого будет мало пространства.
Если необходимо нарезать резьбу на трубе большого диаметра, то есть от одного дюйма, то лучше обзавестись специальным удлинителем для трещотки. Это сделает рычаг большим, а значит, усилия для нарезки будут меньшими. Кроме всего прочего, когда осуществляется нарезка резьбы на трубах вручную, нужно поливать трубу специальной жидкостью для нарезания резьбы или обыкновенным машинным маслом.
Такой шаг облегчит процесс. Причем этим приемом можно пользоваться при нарезке резьбы в любом материале и любым инструментом, будь то метчик, плашка или клупп. Как видно, нарезка резьбы клуппом существенно облегчает процесс создания резьбы, но в свою очередь, это ведет к повышению расходов.
Электрические машины облегчают труд
Существуют и специальные электрические клуппы, где нарезать резьбу на трубе не требует никаких дополнительных усилий.
Принцип действия такого инструмента полностью совпадает с принципом ручного клуппа, но вместо усилий, прикладываемых человеком, здесь работает электрический двигатель. Таким образом, нарезка резьбы вообще не составит для человека труда, поскольку все, что нужно будет ему сделать, это установить устройство на трубу, предварительно смазав его маслом, и включить электроклупп.
phoenix-master.com
Понадобится
- Клупп под нужный диаметр трубы.
- Разводной ключ (газовый).
Клупп — резьбонарезной инструмент, типа плашки, только это насадка с направляющей юбкой. Его необходимо приобрести к сантехническом магазине. Дефицита на них нет, поэтому найдете без проблем, даже в поселке.
В данном случае представлен китайский вариант, довольно неплохой.
Стоит такая штука в районе 200-500 рублей. Все зависит от диаметра и наценки. Ходовые модели под диаметры 1/2, 3/4 дюйма и дюймовая как в моем варианте.
Можно спросить у сантехников советский аналог, если есть такая возможность. Тогда для вас это будет в обще бесплатно.
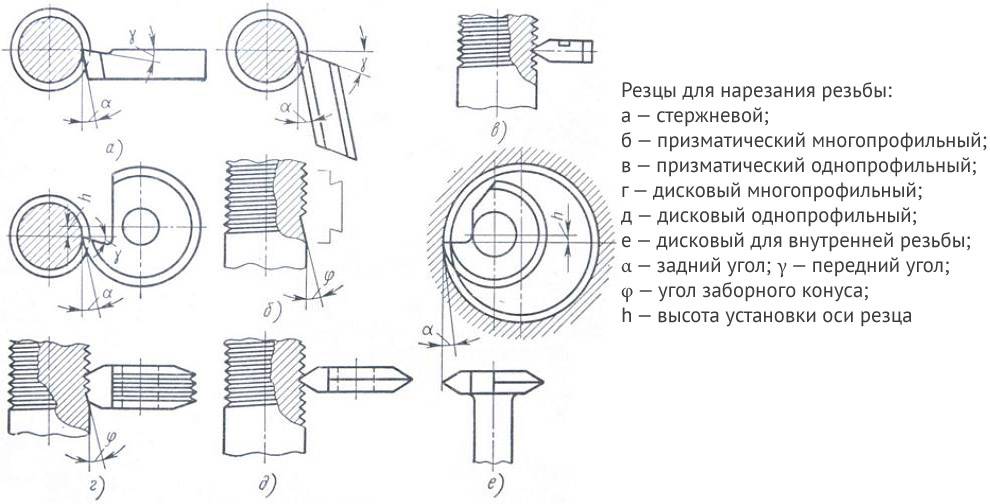
Применение резцов
При нарезании резьбы резцом, используются следующие типы этого инструмента:
1. Круглые. Устанавливаются в отверстие торца держателя. Относятся к фасонному типу резцов. Используются для внутренней и внешней обработки заготовок.
2. Стержневые. Головки выполняются различной формы и сечения, расположены на стержне. Для повышения ресурса инструмента, некоторые модели на рабочих гранях имеют напайки из твердых сплавов.
3. Призматические. Установка на токарный станок выполняется посредством держателя “ласточкин хвост”. Подвергаются большему количеству заточек, чем круглые варианты, подходят для обработки деталей исключительно с внешней стороны.
Наружную резьбовую поверхность можно нарезать на станке и прямыми, и отогнутыми разновидностями инструмента, смонтированными в оправку, а внутреннюю – изогнутыми и прямыми. При изготовлении резцов используется быстрорежущая сталь. Подробные характеристики стандартизированы, а вместе со схемами и чертежами указаны в ГОСТ 18876-73.
Профиль резьбы соответствует конфигурации вершины резца, которая, в свою очередь, может быть скругленной формы, либо же иметь фаску. В зависимости от материала заготовки подбирается передний угол инструмента (0-25 градусов). Так, для твердых и хрупких деталей этот параметр меньше, чем для изготовленных из вязких и цветных металлов. Существуют подробные схемы выбора угла резания под большинство материалов. Прежде чем нарезать внутреннюю резьбу на станке, необходимо выполнить сверление отверстия или его дополнительную расточку.
При нарезании резьбы на конической и цилиндрической заготовке из стали используются резцы с твердосплавными пластинами Т15К6, Т30К4, Т14К8, Т15К6. В случае работы с чугунными деталями, применяются инструменты из сплавов ВКЗМ, В2К, ВК6М, ВК4.
Технология использования токарных резцов:
- Резец закрепляется в резцедержателе, а обрабатываемая деталь – в центрах или патроне станка.
- Резец перемещается вдоль оси вращения заготовки, прочерчивая винтообразную линию. Оба движения строго согласуются между собой. Иными словами, за один оборот детали резец сдвигается на расчетный шаг будущей резьбы.
- Суппорт приводится в движения от шпинделя через коробку передач и ходовой винт. При этом передаточное соотношение должно равняться соотношению шага ходового винта к шагу нарезаемой резьбы.
- Подача резца выполняется по одной из схем: параллельно образующей резьбы (контактирует лишь режущая кромка), перпендикулярно оси вращения заготовки (контактирует весь профиль).
- Для формирования на станке резьбы с крупным шагом, заготовка предварительно обрабатывается прорезным резцом. Его угол профиля на 5-10° отличается от угла профиля резьбы.
- Производительность труда при работе с токарными станками невысокая, так как много времени уходит на обратный ход резца и его установку на размер.
- Работа требует повышенного внимания и выполняется исключительно специалистом с высокой квалификацией.

Резьба нарезанная вручную
Вырезка резьбы на трубах вручную производится при помощи таких инструментов и материалов:
- плашкодержатель
- плашка для предварительный резьбы
- плашка для чистовой резьбы
- смазочный материал: солидол, машинное масло либо «народное средство» – кусок сала
- болгарка либо неплохой ратфиль
У новенького может появиться справедливый вопрос: зачем необходимы две плашки? Дело в том, что их еще называю проходной и чистовой. Используют их по той причине, что это упрощает сам процесс вырезки. А, не считая того, миниатюризируется износ самого инструмента, что тем паче животрепещуще, если проанализировать его качество.
Принципиально! Где бы вы не производилась вырезка резьбы: на водопроводных трубах, на элементах отопительной системы либо на врезке в дом, сначала необходимо убедиться в неплохом состоянии труб. В неприятном случае велика возможность того, что при нарезании резьбы труба будет сломана.
Порядок выполнения работ при ручной вырезке:
- Вырезка резьбы на трубы начинается с неотклонимого мероприятия – снятия фаски, на том конце, где будет резьбовое соединение.
- На место резьбы и зубья плашки наносится смазка.
- ПлаSkoda с закрепленной на нем проходной плашкой с силой прижимается к трубе, так чтоб создалось зацепление.
- Устройство необходимо крутить по часовой стрелке – производится вырезка резьбы (приблизительно, 5 оборотов). Если в процессе возникнет огромное сопротивление, то можно сделать пол-оборота вспять. Стружка обломается и вновь крутить по часовой стрелке станет легче.
В работу задействуется чистовая плашка, которая также за ранее смазывается. Порядок действий повторяется, как и при предварительный вырезке.
Вращательные движения при вырезке производятся по часовой стрелке
Направьте внимание! Нельзя делать всю работу «одним махом». Вырезку необходимо делать равномерно, двигаясь в пол оборота вперед
В неприятном случае можно и трубу погнуть, и лерку невозвратно попортить.
Какая лерка лучше без заморочек обусловит и непрофессионал
На фото представлены две плашки: одна качественная, а другая – доступная. В принципе, разница видна даже невооруженным глазом, и какие или комменты навряд ли необходимы. Только заметим, что дешевый инструмент будет делать неплохую резьбу недолговременное время, практически через несколько случаев внедрения нанесенная резьба уже не будет иметь подходящую глубину.
Какой должна быть сама труба?
Перед тем как сделать резьбу на трубе, необходимо выполнить определенную подготовительную работу. Это в первую очередь касается труб, которые уже использовались. Если она была окрашенной, то от слоя краски нужно избавиться. Тоже самое следует сделать и со слоем строительного материала, застывшего на внешней поверхности трубы.
По окончанию нарезки резьбы нужно вооружиться фонариком и тщательно осмотреть полученное соединение. Если в работе трубы б/у, то очень даже может быть, что в швах резьбы образовались сквозные прорези по причине износа материала. Тогда нужно будет подумать о другом варианте соединения трубопровода или вообще замене поврежденного участка.
Технология нарезки
Технология нарезки резьбовых частей ручным и автоматическим способом существенно отличается.
Плашкой
 Плашка
Плашка
Для того чтобы нарезать резьбу на водопроводной трубе своими руками плашкой, выполняют следующие операции:
- Приготовленную к нарезке трубу зажимают в тиски в горизонтальном положении.
- Болгаркой делают торец трубы ровным.
- При помощи штангенциркуля замеряют наружный диаметр трубы.
- Сверяются со специальными таблицами, узнавая необходимый (минимальный) диаметр для нарезки резьбы.
- При помощи болгарки наружную поверхность трубы зачищают до необходимого диаметра.
- Напильником снимают фаску с торца.
- Вставленную в плашкодержатель плашку одевают на трубу ее заборной частью.
- Придавливая плашку к трубе начинают вращать медленно ручки плашкодержателя до тех пор, пока гребёнки нарезного инструмента не начнут «цепляться» за металл и появится стружка.
- В дальнейшем медленно вращая плашкодержатель с плашкой по часовой стрелке, нарезают необходимую длину резьбовой части. При этом делая 2-3 оборота по часовой стрелке, чтобы сбросить стружку плашку поворачивают на 1-2 оборота против часовой стрелки.
- Для того чтобы нарезка шла с меньшим усилием и лезвия инструмента не тупились на трубу периодически наносят небольшое количество машинного масла.
После завершения резьбонарезных работ плашку очищают от стружки. Трубу вынимают из тисков и при помощи изделия с гайки или специального калибра проверяют качество проделанной работы.




Клуппом
 Ручной клупп
Ручной клупп
Резьбонарезные работы клуппом производятся следующим образом:
- Трубу зажимают в тиски в горизонтальном положении.
- Производят замер наружного диаметра трубы, сверяются.
- При помощи болгарки, напильника участок для нарезки резьбы очищают от ржавчины старой краски, излишек металла.
- Трубу смазывают маслом или свиным жиром.
- Клупп вставляют в оправу с трещоткой.
- При помощи направляющей клупп устанавливают на трубе.
- Прижимая оправу с клуппом к торцу трубы, начинают вращать ручку до появления стружки и увеличения усилия.
- После того как резцы клуппа зацепились за металл, руку, прижимающую инструмент к трубе убирают и нарезают необходимую длину резьбовой части.
В ходе нарезки на каждые 2-3 оборота клуппом по часовой стрелке, делают 1-2 против – это позволяет сбрасывать образовавшуюся стружку, избегать забивания резцов инструмента.
На токарном станке
 Современный токарный станок
Современный токарный станок
Работы на токарном станке могут производиться с помощью специальной плашки или резьбонарезного резца:
Нарезка резьбовой части на станке производится следующим образом:
- Трубу зажимают в шпиндель станка.
- Обтачивают простым резцом до необходимого диаметра.
- Торец трубы выравнивают, снимают с него фаску.
- Отключают станок, на поверхность трубы наносят масло или специальную смазку.
- Одевают на трубу заборной зафиксированную в плашкодержателе плашку.
- Включают малые обороты станка и, придерживая инструмент, медленно нарезают на трубе резьбу.
После того как резьбовая часть нарезана станок останавливают, включают реверс, на медленных обратных оборотах аккуратно снимают плашку.
Резьбонарезные работы с помощью специального резца производятся следующим образом:
- При помощи простого резца труба обтачивается до необходимого диаметра, ее торец выравнивается, с него снимается фаска.
- Резьбонарезной резец устанавливается в резцовой головке.
- При помощи специального шаблона режущая кромка инструмента выравнивается относительно установленной, после чего он надежно фиксируется в резцовой головке.
- При помощи специальных таблиц настраивают станок.
- Производят нарезку резьбовой части в 2-3 приема, углубляя ее канавки за один проход резца на 0,5-0,7 мм.
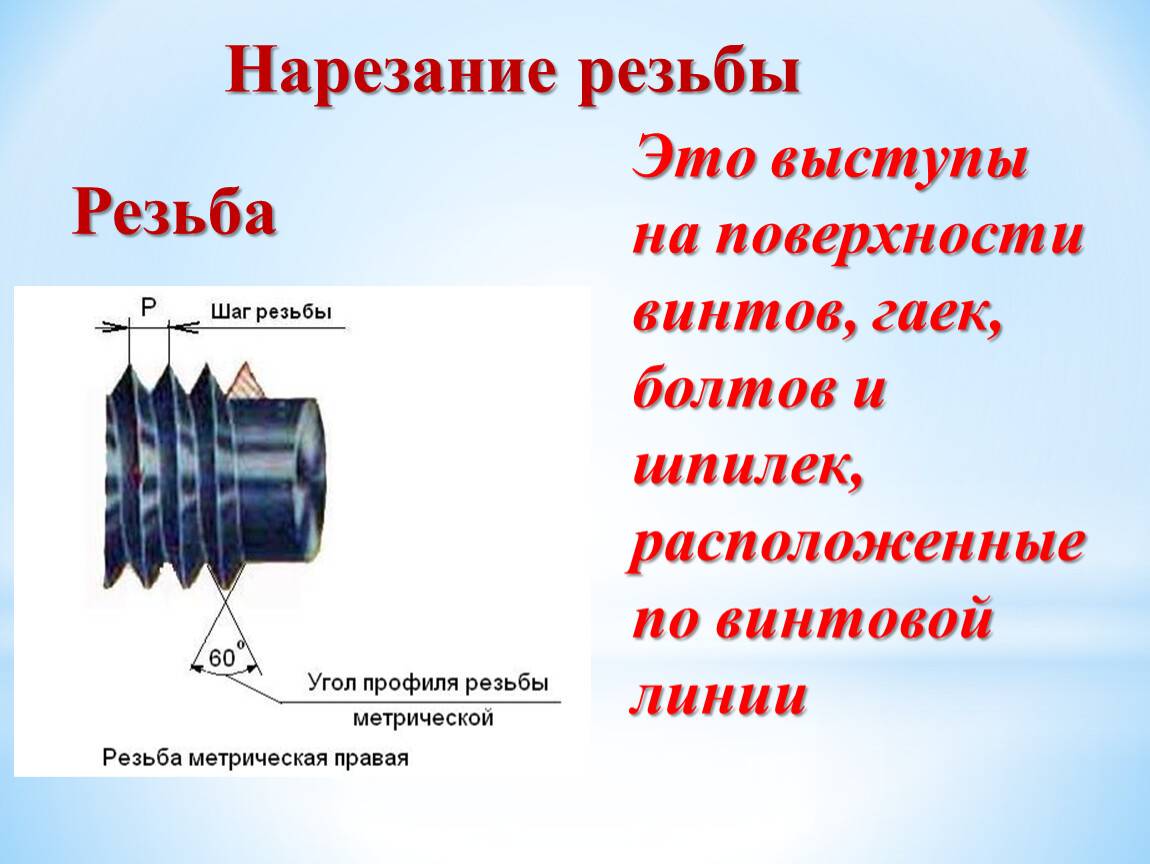
Что такое резьба на металлических трубах
Трубная резьба – спиралевидное чередование канавок и выступов (витков) на наружной или внутренней поверхности труб. Используется она при монтаже наружных, внутренних газо- и водопроводных сетей, соединения труб в различных конструкциях.
Основными функциями резьбы на металлических трубах являются следующие:
- Соединение труб при помощи различных фитингов (муфт, сгонов, углов, тройников, крестовин).
- Герметизация, надежная фиксация соединенных труб при помощи уплотнительных материалов.
- Возможность разборки коммуникаций.
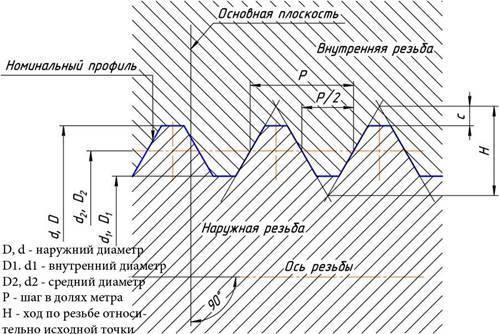
Основные параметры резьбового соединения:
- Профиль – выступы и впадины витков резьбы. В зависимости от видов резьбового соединения профиль может иметь треугольную, трапециевидную форму. К основным характеристикам профиля относится угол при его вершине, высота.
- Наружный диаметр (D) – параметр равный диаметру цилиндра описанного по вершинам выступов (для наружной резьбы) или по нижним точкам впадин (для внутренней). Выражается в миллиметрах
- Внутренний диаметр (D1) – в отличие от предыдущего параметра равен диаметру цилиндра, описанного по нижним точкам впадин, вершинам выступов. Измеряется в миллиметрах
- Направление – в зависимости от направления движения витков при закручивании резьбовая часть бывает двух видов: правая (закручивается по часовой стрелке), левая (при закручивании витки движутся против часовой стрелки);
- Шаг(P) – расстояние между одноименными сторонами соседних выступов профиля. Выражается в миллиметрах или в количестве витков (ниток) на дюйм.
- Количество заходов – число начальных (торцевых) выступов с которых начинается резьбовая часть.
 Строение резьбы
Строение резьбы
Для конусных резьбовых соединений применимы также такие параметры как конусность и угол подъема.
Виды резьбовых соединений
Прежде всего, следует отметить, что особых навыков для выполнения данных действий иметь не нужно. Но уметь отличать вид резьбы на трубе нужно
Например, важно различать дюймовую и метрическую накатку, левую и правую. Вообще видов существует большое количество, но чаще всего применяется именно эти — дюймовая и метрическая
Отличительные характеристики дюймового и метрического вида выглядят следующим образом.
Дюймовый тип резьбы на трубах:
- Все элементы измеряются дюймами.
- Наличие профиля в форме равнобедренного треугольника с углом в 55 градусов на верхнем углу.
- Присутствующий большой шаг. Следовательно, такой профиль крупнее и такой тип нарезки отличается более высокой прочностью.
Метрический тип:
- Все элементы измеряют в миллиметрах.
- Профиль отличается формой равностороннего треугольника.
- Более мелкий шаг.
Ниже рассмотрим каких видов бывает резьба.
- Правой. Это если гайка закручивается на болт по ходу часовой стрелки.
- Левой. Гайку в этом случае закручивают в обратном направлении.
Высококачественного нарезания на трубе можно достичь только при условии, что безошибочно выбран объем сверла или стержня для изготовления отверстия.
Каждая резьба на трубах характеризуется индивидуальными параметрами, которые регламентируются ГОСТом 621181.
Так, например коническая резьба по требованиям ГОСТа отличается выступом витков. Также данными нормативными документами определяется и канавка при нарезании. И по ГОСТу 621181 определяют профиль нарезания.
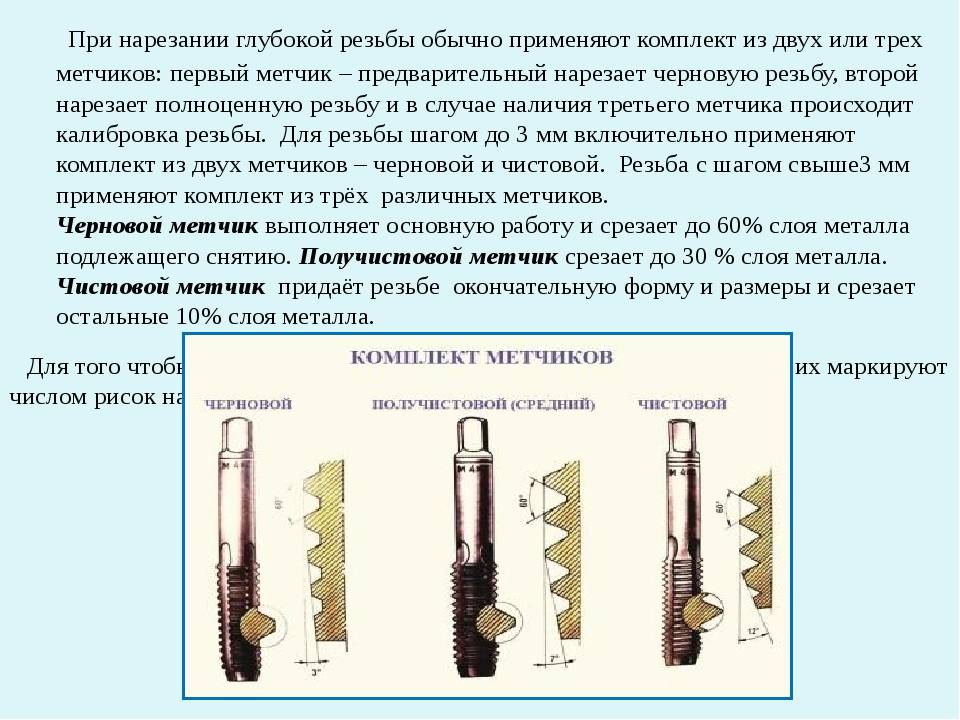
Правила нарезания внутренней резьбы метчиком
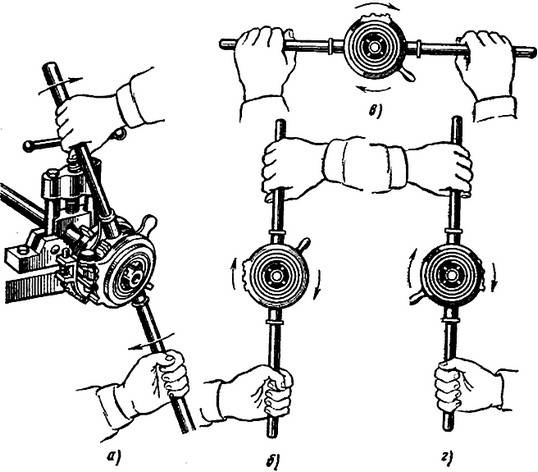
При ручной нарезке резьбы инструмент вставляют в отверстие вертикально (без перекоса). Вороток вращают в нужном направлении (для правой резьбы по часовой стрелке) не все время, а периодически делают 1–2 оборота в обратную сторону.
При таком вращательно-возвратном движении метчика срезаемая стружка ломается, становится короткой (дробленой) и легче удаляется из рабочей зоны, а процесс формирования резьбы значительно облегчается. По окончании нарезания инструмент вывертывают вращением воротка в противоположную сторону, затем его прогоняют по готовой резьбе насквозь или до упора для глухих отверстий. Необходимо также придерживаться следующих правил:
При формировании резьбы в вязких и мягких металлах (алюминий, медь, баббиты и другие), а также в глубоких отверстиях инструмент следует периодически выкручивать из отверстия для очистки канавок от стружки.
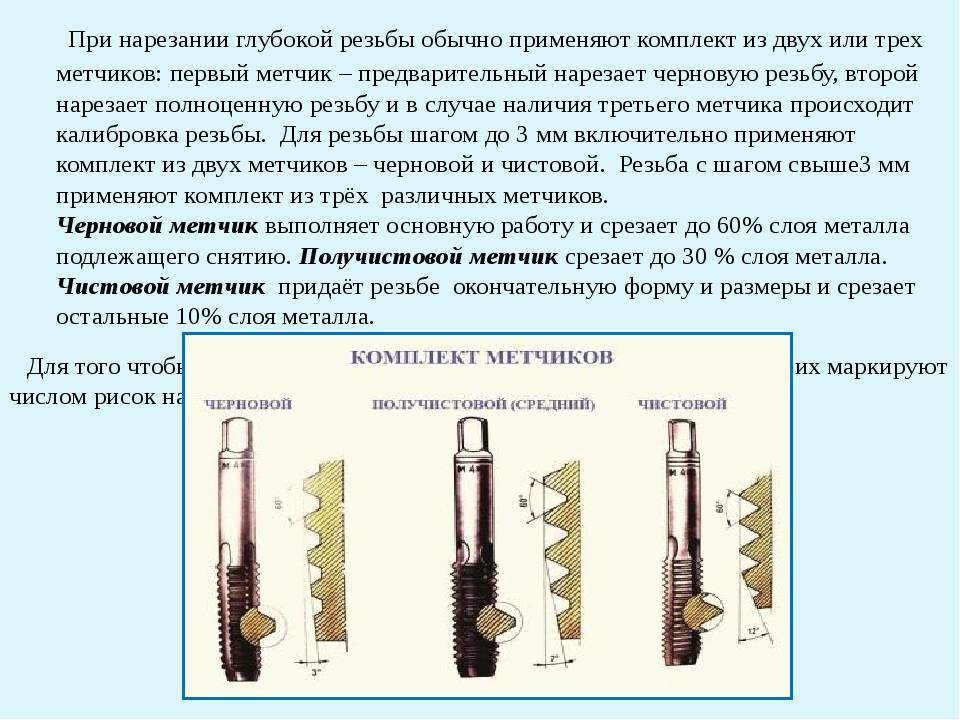
При использовании комплекта метчиков необходимо применение всех инструментов набора. Нарезание сразу чистовым метчиком или средним, а затем чистовым без прохода черновым не ускоряет, а только замедляет и затрудняет процесс нарезания. Кроме того, резьба при этом получается некачественной, а инструмент может сломаться. Чистовой и средний метчики вкручивают в отверстие вручную (без воротка) до тех пор, пока инструмент не пойдет по резьбе правильно, и только после этого устанавливают вороток и продолжают работу.
В процессе нарезания требуется тщательно следить за правильностью врезки инструмента, чтобы не было его перекоса. Для этого необходимо через каждые вновь нарезанные 2–3 нитки стружки проверять положение метчика относительно верхней плоскости детали с помощью угольника
Особенно осторожно следует работать с глухими и мелкими отверстиями
Конструкция метчика
Метчик (рис. 1) представляет собой закаленный винт, на котором прорезано несколько прямых или винтовых канавок, образующих режущие кромки инструмента. Канавки также обеспечивают размещение стружки, образующейся при резании стружка может выводиться из зоны резания.
Метчик состоит из двух частей — рабочей и хвостовика, на конце которого выполнен квадрат (у ручных метчиков). Рабочая часть метчика включает в себя: режущую (заборную) часть, которая обеспечивает удаление основной части припуска на обработку; калибрующую часть, осуществляющую окончательную обработку резьбы; стружечные канавки; перья (витки резьбы, разделенные стружечными канавками) и сердцевину, обеспечивающую метчику достаточную для обработки прочность и жесткость. Хвостовая часть метчика служит для закрепления его в воротке, которым производятся рабочие и холостые перемещения метчика.
Рабочую часть метчика изготавливают из инструментальных углеродистых сталей марок У11, У11А, быстрорежущей стали или твердого сплава. Выбор материала рабочей части зависит от физико-механических свойств обрабатываемой заготовки. У цельных метчиков материал хвостовой части тот же, а у метчиков, состоящих из двух частей, соединяемых сваркой, хвостовую часть изготавливают из конструкционной стали марок 45 и 40Х: Число стружечных канавок, выполненных на метчике, зависит от его диаметра (три канавки дтя метчиков диаметром до 20 мм и четыре — для метчиков диаметром свыше 20 мм).
Основную работу при нарезании резьбы выполняют режущие кромки, образованные пересечением передних поверхностей канавки с задними (затылованчыми, выполненными по архимедовой спирали) поверхностями рабочей части. Затылование задней поверхности режущих зубьев позволяет сохранить постоянным их профиль после переточки, которая осуществляется централизованно в заточных цехах.
Как правило, метчики изготовляют с прямыми канавками, однако для улучшения условий резания и получения точных и чистых резьб применяют метчики с винтовыми канавками. Угол наклона такой канавки к оси метчика составляет 8… 15°. Для получения точных и чистых резьбовых поверхностей в сквозных отверстиях при обработке мягких и вязких материалов используют бесканавочные метчики.
Рис. 1 Метчик:
а – конструкция: 1 – нитка(виток); 2 – квадрат; 3 – хвостик; 4 – канавка; 5 – режущее перо;б – геометрические параметры: 1 – передняя поверхность; 2 – режущая кромка; 3 – затылованная поверхность; 4 – задняя поверхность; 5 – режущее перо; α – задний угол; β – угол резания;δ – угол заострения; γ – передний угол;в – с винтовой стружечной канавкой: 1 – канавка; г — нарезание глухой резьбы; ω – угол наклона винтовой канавки.
Требования закона к заказчику и исполнителю
Поскольку неисправный газопровод является источником опасности для жизни людей, законодатели определили заказчика – инициатора обрезки или переноса газовой трубы и исполнителя. К последнему закон предъявляет особые требования
Поэтому на них стоит обратить отдельное внимание
Кто должен подавать заявление?
До 2005 года в РФ за состояние газовых труб и подключенного к ним оборудования несли ответственность муниципальные службы газа. Позже закон переложил ее на собственников жилья: за внутридомовыми сетями в многоквартирных домах стали следить управляющие компании, а за внутриквартирными – собственники или арендаторы.






В частных домовладениях это также стало обязанностью владельцев. Поэтому, перед тем как укоротить газовую трубу на кухне, необходимо определить собственника.
На рисунке визуализировано разграничение ответственности между УК и жильцами. При этом платежи за обслуживание внутридомового оборудования внесены в ежемесячные квитанции. А вот за манипуляции с внутриквартирными сетями, в том числе и за обрезку труб, жильцы платят отдельно
Подтверждение этого правила можно найти в Постановлении №410 от 14.05.2013, отредактированном правительством РФ 6 октября 2021 года.
Согласно общим положениям этого постановления, заказчиком при обрезке трубы в квартире или частном домовладении может стать собственник квадратных метров или арендатор. При этом аренда должна быть обязательно оформлена официально.
Кто имеет право выполнять работу?
Так же четко в правительственном документе определен исполнитель. Это специализированная организация, выполняющая обслуживание и ремонт газового оборудования по договору с владельцами или управляющей компанией. Кроме того, взять на себя обрезку труб может и компания-поставщик.
Закон предъявляет следующие требования к исполнителю:
- присутствие в штате прошедших аттестацию сотрудников с профильным образованием;
- наличие производственных инструкций по проведению газоопасных работ;
- обязательное использование контрольно-измерительного оборудования.
Все средства и приспособления, использующиеся мастерами газовой службы, должны проходить регулярную калибровку по утвержденному в организации графику.
Как видно из приведенного выше перечня, требования к исполнителю достаточно высоки. Поэтому выполнять укорачивание газовых труб самостоятельно или при помощи посторонних лиц, не имеющих лицензии, не стоит.
Пару слов о ГОСТ по трубной резьбе
В условиях работы с газообразными и жидкими средами, согласно ГОСТ 6111, при необходимости внедрения разъёмных соединений в схемы трубопроводов, допускается изготовление таких соединений на резьбовой основе.
Возможным является исполнение не только трубной, но и конической резьбы (ГОСТ 3662).
Несмотря на редкое применение конической резьбы в трубных соединениях, она считается более удобной по характеристикам навинчивания/свинчивания.
Следует напомнить, что угол конусности конической резьбы напрямую связан с такими параметрами, как шаг и диаметр. Допустимое значение этого угла не может быть меньше 26°. Стандартное значение угла вершины профиля на конической резьбе – 60°.
Трубные резьбы отличаются характерной особенностью – они имеют скруглённую вершину профиля. При соблюдении стандартов нарезки, величина закругления составляет 10% размера радиуса резьбы.
При такой технологии нарезки удаётся добиться существенного снижения внутренних напряжений на малой площади металла, занимаемой резьбовым профилем.
Установленными допусками ГОСТ 6357, наряду с цилиндрической и конической резьбой предусматривается исполнение на трубах метрической резьбы.
Здесь стандарт угла наклона составляет 55°, чем обусловлено увеличение числа витков на участке по длине равным участку с другим видом резьбы.
В результате получается соединение с более высокой степенью герметичности, но трудоёмкость при пользовании такими соединениями увеличивается.
Существующими установками ГОСТ предусматривается также возможность исполнения упорной и трапецеидальной резьбы на трубах. Но на практике эти виды нарезки не используются по причине их низкой эксплуатационной прочности.
В сантехнических работах применяют разные способы соединения труб. Выбор метода во многом зависит от материала трубопровода и его “зоны ответственности”. Резьбовую стыковку деталей рекомендуют использовать на участках, доступных для периодической ревизии.
Информация по альтернативным способам соединения труб представлена в статьях:
- Сантехнические способы соединения труб: обзор всех возможных вариантов исполнения
- Соединение пластиковых труб с металлическими: разбор способов и примеров монтажных работ
- Соединение медных труб: инструкции и сравнение различных монтажных технологий
- Врезка в трубу без сварки: технология проведения сварочно-врезных работ
Источники
- https://chonemuzhik.ru/kak-narezat-rezbu-plashkoj-ili-metchikom-v-t-ch-na-trubax.html
- https://proinstrumentinfo.ru/lerka-dlya-narezki-rezby-na-trubah-tsena/
- https://www.rocta.ru/info/kak-narezat-metchikom-vnutrennyuyu-rezbu-pravilnaya-narezka-vruchnuyu-v-metalle/
- https://metallz.ru/articles/kak_pravilno_narezat_rezbu_metchikom/
- http://met-all.org/obrabotka/prochie/kak-narezat-rezbu-metchikom-tablitsa.html
- https://sovet-ingenera.com/santeh/trubodel/kak-narezat-rezbu-na-trube.html
- https://metalloy.ru/obrabotka/rezba/narezka-rezby





