Необходимые материалы и приспособления: олово и другие
Инструменты для работы с медными трубами требуются следующие:
- труборез, ножовка по металлу или болгарка с тонким диском;
- фаскосниматель;
- труборасширитель (экспандер);
- паяльный флюс;
- припой;
- паяльник для меди,например,пропановая горелка для пайки медных труб;
- перчатки прорезиненные;
- бумажные салфетки.
Для отрезания трубы пользуются труборезами различных размеров. У образцов покрупнее большой радиус разворота, ими неудобно пользоваться в труднодоступных местах, поэтому если есть необходимость отрезать участок на готовом смонтированном водопроводе, используют маленький труборез. Отрезать трубу можно ножовкой по металлу или болгаркой с тонким диском, но более качественный срез получится только при помощи трубореза.
После того как труба отрезана, зачищают заусеницы. Это нужно для того, чтобы не было завихрения потока жидкости в системе. Когда нет препятствий, водопровод не испытывает нагрузок и работает как часы.
Перед тем как сварить медь, концы трубы полируют мелкозернистой шкуркой, которую можно приобрести в хозяйственных магазинах. Зачищают обе поверхности, готовящиеся к пайке.Иногда для этих целей используют маленькие щеточки-ершики диаметр которых Ø 22 мм, они подходят почти ко всем трубам. Для зачистки ножка ершика вставляется в шуруповерт или дрель, при помощи которых процесс осуществляется быстрее и качественнее.
На зачищенную отглаженную наружную поверхность наносят флюс – состав, препятствующий процессу окисления меди.
Флюс можно использовать различных производителей, например, Sanha
Перчатки для защиты рук используют прорезиненные, так как при отрезании меди и заусениц образуется много мелких металлических элементов, впивающихся в кожу как занозы.Кроме того, при зачищении дрелью поверхности, вращающаяся щетка зажевывает тряпочные перчатки.
Чтобы правильно паять медь,нужно учитывать, что с момента зачистки и нанесения флюса до пайки должно пройти не более получаса, иначе зачистку нужно повторить заново. Если флюс наносится кисточкой, на поверхности не должно оставаться щетины или волосков от нее – в противном случае соединение не будет герметичным,и после подачи воды трубопровод потечет.
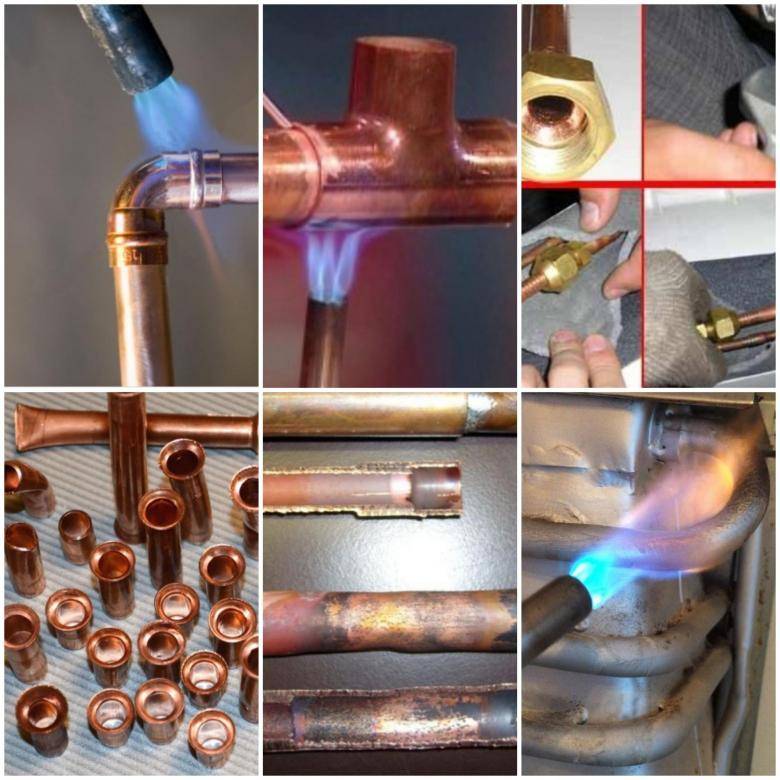
После вставки трубы в раструб, остатки флюса полностью не убирают салфеткой, он остается на соединении в виде кромки 1–2 мм, а припайке припой затягивается внутрь – срабатывает капиллярный эффект. Сначала горелкой нагревается стык, при этом влага, находящаяся между стенками, выпаривается. Затем горелка подносится второй раз, постепенно медь нагревается, а флюс приобретает оловянный вид. В этот момент на лицевую сторону кладется припой, происходит пайка, при этом расплавленный сплав стекает вниз, на изнаночную сторону, застывая в процессе движения. Образующиеся снизу лишние свесы металла отделяются сами. Паять медь можно разными способами.
Процесс пайки
Он заключается в выполнении последовательных операций:
- труба нарезается на отрезки необходимых размеров, которые для удобства маркируются – подача или обратка;
- с края снимается фаска;
- зачищаются края на 2 см: внешние на трубе, а также внутренние в раструбе;
- полосой по зачищенным поверхностям (внешней и внутренней) наносится флюс;
- соединение собирается: труба вставляется в раструб;
- излишки флюса снимаются бумажной салфеткой, но не полностью – оставляется кромка 1–2 мм;
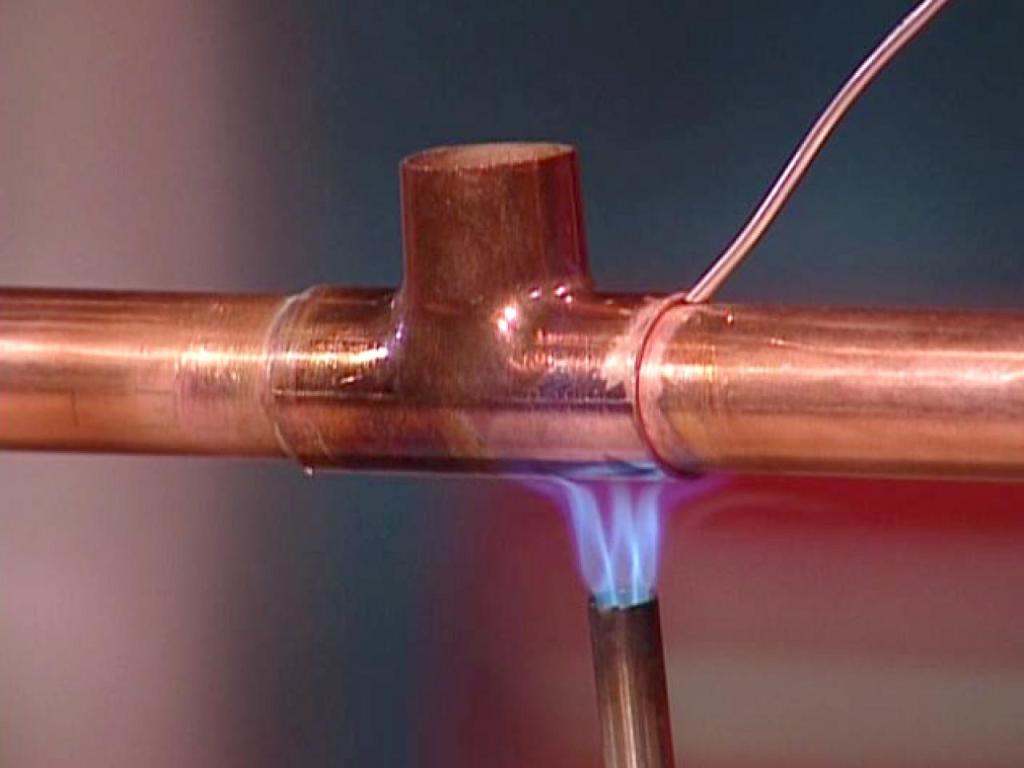
- зажигается горелка, пламя подносится к месту соединения;
- поверхность нагревается 10–15 секунд до определенной температуры – флюс должен приобрести оловянный цвет;
- припой кладется сверху соединения, при нагревании он будет втянут в стык, растечется по шву, заполняя его.
Если стык соединения не был очищен от щетины или пыли,ив результате протекает паянный шов медной трубы водопровода, то восстановить герметичность можно одним из двух методов:
С использованием паяльника
- поверхность зачищается, обрабатывается ортофосфорной кислотой, нагревается паяльником, наносится олово;
- с применением горелки: на зачищенную поверхность наносится флюс, нагревается, кладется припой, расплавляется.
Как правильно паять медь газовой горелкой
Запаять медную трубку можно следующим образом:
- Зачистить место пайки мелким надфилем, шкуркой или металлической щеткой.
- Размельчить канифоль и посыпать место пайки.
- Нагреть трубку над газовым пламенем до тех пор, пока канифоль расплавится.
- Положить припой ПОС-30 или 40 и расплавить его паяльником, распределяя по поверхности.
В быту с обработкой меди сталкиваются не только тогда, когда надо паять медные трубы отопления или водопровода, но и в авторемонте, если на автомобильном радиаторе появилась трещина или течь. В этом случае делается пайка медного радиатора своими руками. Вместо газовой горелки автолюбители используют мощный электропаяльник для медных труб на 250 Вт. Для зачистки меди применяют шлиф шкурку или металлическую щетку, а для пайки олово,в качестве паяльной кислоты применяют канифоль или ортофосфорную.
Пайка паяльником в домашних условиях
Паять медь паяльником проще, чем с использованием горелки. Процедура выглядит следующим образом:
- Поверхность радиатора зачищается мелкозернистой шкуркой или щеткой.
- На края поврежденного участка равномерно наносится несколько капель кислоты.
- Трещина нагревается электропаяльником, подносится припой. Расплавившись, олово заливает пробоину.
Самостоятельная пайка медных труб отопления или водоснабжения, устранение трещин на радиаторах – несложный по технологии процесс, осуществимый в домашних условиях при наличии небольшого набора инструментов.
https://youtube.com/watch?v=N9QwpYEQpUw
ПОСМОТРЕТЬ ВИДЕО
Паять медь домашних условиях — это под силу каждому мужчине.
Сварка плавящимися и неплавящимися электродами
При применении сварки плавящимся электродом используют электроды со стержнем из меди и обмазкой, обеспечивающей защиту сварочной ванны от воздействия окружающего воздуха. Сварка выполняется постоянным током обратной полярности на максимально возможной короткой дуге. Сварочный ток подбирают в зависимости от толщины стенки трубы и диаметра электрода.
Сварка ведётся постоянным током прямой полярности. Применяется присадочный пруток из чистой меди. В качестве защитного газа используют в основном аргон, но при необходимости в роли защитного газа могут быть гелий, азот или их смеси.
При применении угольного или графитового электрода в качестве присадочного прутка применяют чистую медь. Сварку производят постоянным током прямой полярности, длина дуги должна составлять около 10 мм. В качестве защиты сварочной ванны используют флюс, нанесённый на кромки, а также на присадочный пруток.
При применении автоматической сварки в качестве защиты расплавленного металла шва используют защитные газы или порошковый флюс. Режимы и скорость сварки выбирают исходя из толщины свариваемых стенок. Ток постоянный прямой полярности. Сварочная проволока изготавливается из чистой меди. При сварке толстостенных труб требуется предварительный подогрев.
https://youtube.com/watch?v=rurHulFsg6M
Иные варианты пайки: работа с медными трубами и различными металлами
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.
ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
Нюансы пайки медных труб: как всё сделать правильно
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.
ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.
Watch this video on YouTube
Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.
ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.
ФОТО: mastergrad.comИногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).
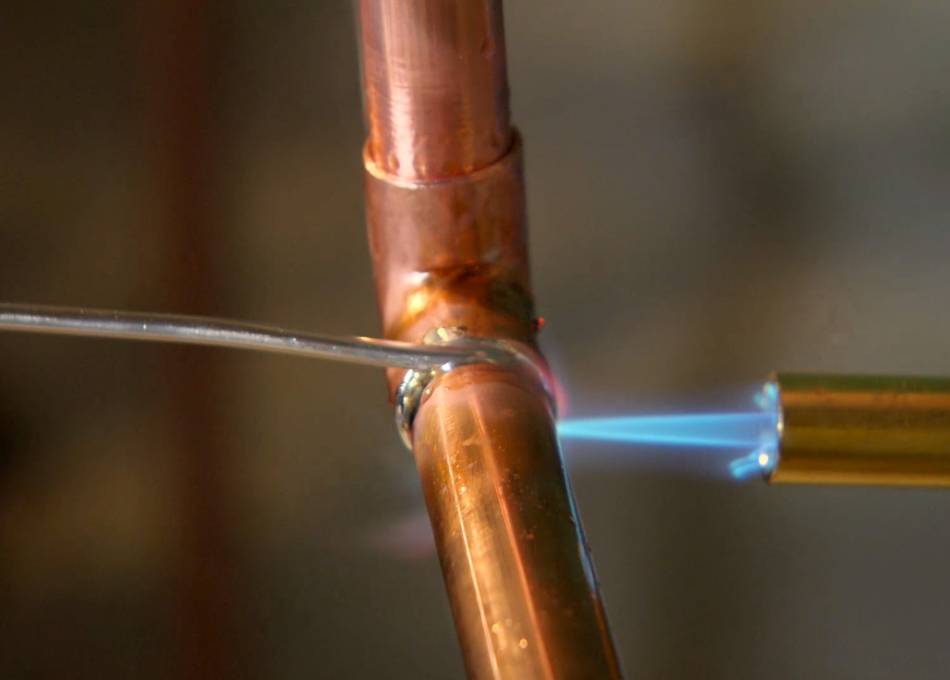





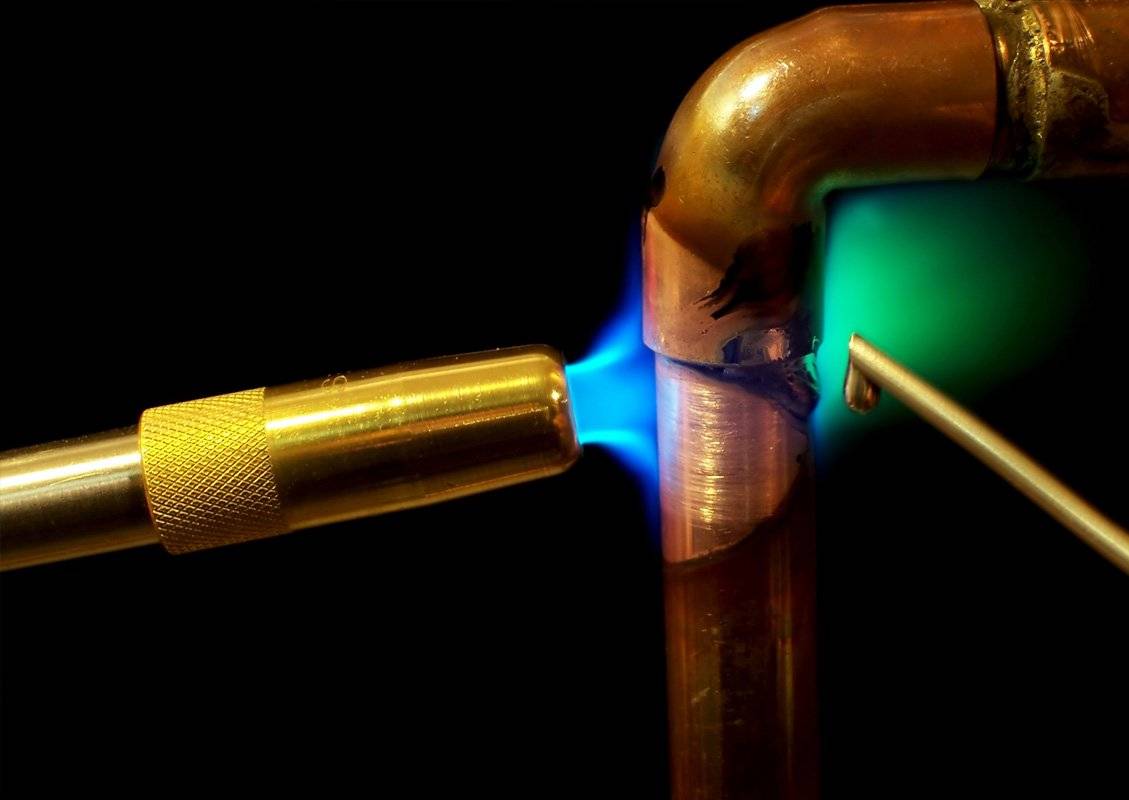
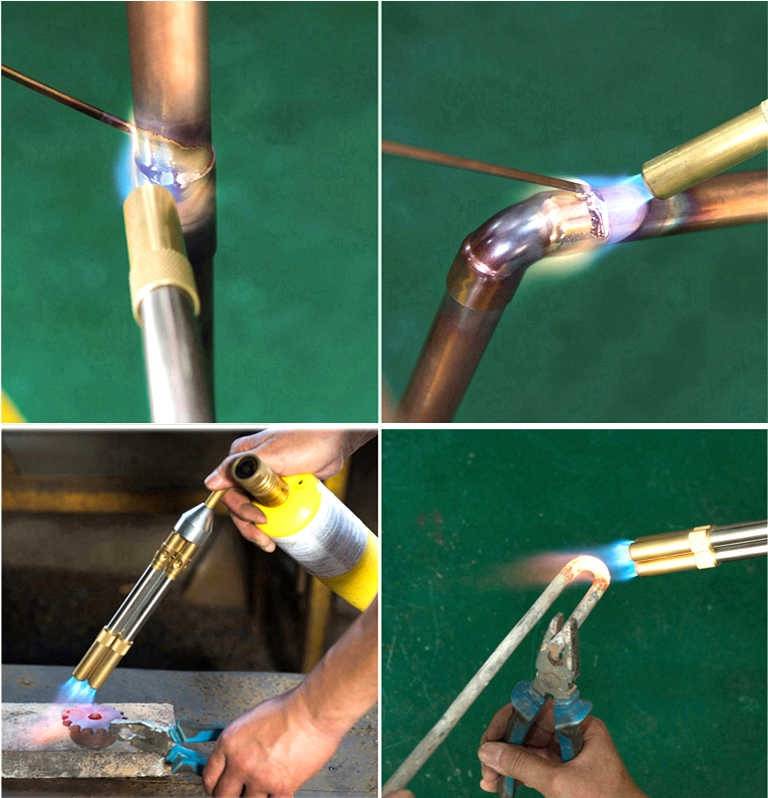
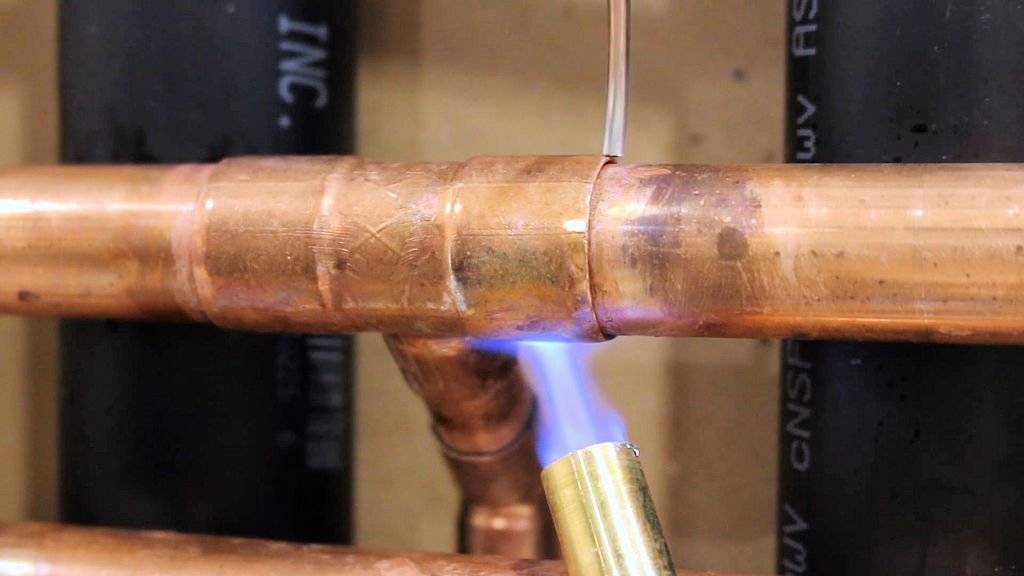

ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
Пайка меди с железом – возможно ли это
Подобный вариант возможен, но при соблюдении некоторых условий. К примеру, в качестве нагревателя простая пропановая горелка уже не подойдёт. Необходимо использовать пропан с кислородом. В качестве флюса нужно использовать буру, а вот припоем выступит латунь. Только в этом случае можно надеяться на нормальный результат. Купить припой для пайки меди с железом или нержавейкой несложно. Главное – это понять, будут ли оправданны излишние затраты.
ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
А сейчас предлагаем посмотреть на то, насколько аккуратно домашние мастера могут выполнять работу по спайке труб магистралей различного назначения.
1 из 5
ФОТО: market.sakh.com
ФОТО: market.sakh.com
ФОТО: solarschool.dk
ФОТО: laketravisplumber.com
ФОТО: reicheltplumbing.com
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора.
Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах.
Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов. Именно такую задачу и решает такое приспособление как труборасширитель
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм.
Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки.
Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов.
Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа. При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.
Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Что необходимо для пайки труб из меди
Основным достоинством процесса пайки медных изделий своими руками является отсутствием необходимости приобретения дорогостоящего оборудования. Для правильного осуществления пайки понадобятся инструменты, которые возможно найти в любом гараже или кладовке:
- Горелка, как правило, используется газобаллонного типа. Для пайки небольших медных труб может использоваться ручная горелка на бензине, однако такое оборудование не безопасно при использовании.
- Труборез возможно приобрести на рынке комплектом или отдельно необходимого диаметра. Специальное приспособление позволяет разрезать мягкую медь не повредив грани, без деформации окружности. Конструкция некоторых моделей труборезов позволяет применять их при труднодоступных местах.
- Труборасширитель необходим ля получения необходимого диаметра, действие выполняется для качественного соединения при пайке. При одинаковом сечении возможно немного увеличить размер одной из стороны перед пайкой, что позволит наложить их друг на друга.
- Для снятия заусенцев, образованных после резки и фасок понадобится специальный инструмент. Перед пайкой медных труб необходимо воспользоваться фаскоснимателем, это позволит получить надежное, качественное изделие. На рынке предлагаются несколько вариантов снимателей, удобным в использовании считается круглое устройство, позволяющее обрабатывать мягкие металлы диаметром не более 4 см.
- Перед любым процессом спаивания детали подвергаются подготовке. Необходимо удалить с поверхности загрязнения и окислы, очистка которых производится специальными щетками или ершиками различного диаметра. Работа паяльником для медных труб различается на высоко и низкотемпературное воздействие.
- Для защиты от формирования воздушных масс при пайке медных труб, используются флюсы и пасты. Состав служит для предотвращения образования коррозии и окислов, а также способствует повышению прочности шва.
Кроме вышеперечисленных инструментов, понадобятся материалы для точной разметки. Основными из них считаются маркер, уровень строительного типа, рулетка, кисточка, молоток для нанесения рисок. Способ пайки существует несколько, основные из них имеют отличия применением состава припоя. Мягкий припой используется в бытовых системах, подразумевает использование оловянной проволоки.
Пайка меди: почему стоит этому научиться
Медные трубопроводы на практике используются редко. Причина тому – довольно высокая стоимость материалов. Однако трубопроводы из меди по праву считаются лучшими.
Этот металл превосходит все остальные материалы по термостойкости, гибкости и долговечности. Отопительные медные трубопроводы после сборки можно заливать в бетон, прятать в стены и т.д. В процессе эксплуатации с ними ничего не случится.

Трубопроводы из меди считаются лучшими, так как срок их службы сопоставим со сроком эксплуатации здания, в котором они установлены
Это стоит учесть, выбирая материал для обустройства отопления или водопровода. В расчете на длительную эксплуатацию более высокие затраты вполне окупаемы. Помимо отличных эксплуатационных характеристик, которыми обладает медь, она достаточно проста в монтаже. «Страшные сказки» про трудности в пайке чаще всего преувеличены.
Медь достаточно просто паять. Ее поверхность не нуждается в применении агрессивных средств при очистке. Множество легкоплавких металлов имеет с нею высокую адгезию, что упрощает выбор припоя.
Дорогостоящие флюсы меди не нужны, поскольку при плавлении металла не происходит бурных реакций с кислородом. В процессе пайки труба не деформируется, ее форма и размеры остаются неизменными. Получившийся шов при необходимости можно распаять.
Виды медных труб
Ассортимент и номенклатура медных труб отечественного производства достаточно обширны. Действуют следующие стандарты:
- ГОСТ 617-2006, распространяющийся на тянутые или прессованные медные (и латунные) трубы круглого поперечного сечения. Сортамент рассчитан на общие условия применения. Выбор производится по внешнему диаметру и толщине стенки. Предусмотрен следующий диапазон значений: по диаметру – от 3 до 360 мм, по толщине – от 0,8 до 10 мм. Изделия выпускаются длиной от 1,0 до 6,0 м.
- ГОСТ 32598-2013, который относится к медным трубам круглого поперечного сечения, используемым в водных и газовых магистралях. Изделия производятся только холодным волочением, и имеют диапазон внешних диаметров 6…267 мм, при толщине стенки от 0,5 до 3,0 мм. Такие трубы производятся в бухтах или мерных отрезках длиной наибольшей длиной соответственно 15 и 5 м.
- ГОСТ Р 52318-2005. Регламентирует технические требования и сортамент медных труб, предназначенных для прокладки газо- и водопроводов. От предыдущего стандарта отличается тем, что рассматривает только бесшовные трубы, которые можно использовать в монтаже систем напольного отопления с использованием воды как теплоносителя. Имеются также незначительные отклонения по химсоставу и качеству производства (в сторону ужесточения допусков и процентного содержания примесей).
- ГОСТ 21646-2003. Содержит технические требования к медным и латунным трубам (как цельным, так и сварным), которые устанавливаются в различном теплообменном оборудовании. Внешние диаметры — 6…30 мм, толщина стенки – от 0,5 до 3,0 мм, длина — 1,5…12,0 м. Такие трубы могут поставляться с одно- или двухугловыми гнутыми участками.
Особенность агрегатов импортного производства (холодильники, кондиционеры) в том, что там устанавливаются трубопроводы, изготовленные из твёрдой или мягкой меди по DIN EN 12735-1 и DIN EN 1057. По своему составу и свойствам они примерно соответствуют ГОСТ 21646-2003 и ГОСТ Р 52318-2005.






Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора. Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах. Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм. Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки. Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов. Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку
Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.
Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Процесс пайки медных труб
В домашних условиях он разделяется на ряд этапов.
Нарезка
Трубу отрезают в размер, используя труборез (лучше!) или ножовку.
Если используется ножовка по металлу, следует удалить все внутренние и наружные заусенцы с помощью напильника или другого инструмента.
Если трубка не круглая, следует обеспечить точность сечения, используя оправку.
Зачистка и подготовка торцов
Поверхности швов должны быть чистыми и не содержать масла, смазки или оксидных загрязнений. Очистка производится с помощью проволочной щетки из нержавеющей стали или жесткой наждачной тканью.
Для очистки поверхности от смазки или масла используются подходящие растворители.
Не забудьте удалить мелкие посторонние частицы, например, наждачную пыль, после чего обработанные места необходимо тщательно высушить.
Нанесение флюса
Для равномерного нанесения используют кисть.
Недопустимо попадание флюса внутрь трубы, поэтому количество наносимого вещества должно быть минимально необходимым.
Излишки флюса перед пайкой медных труб надо удалить.
Соединение
Обязательные процедуры включают:
- Подготовку фитинга: он не должен быть со слишком глубокой полостью (излишек лучше отрезать). Рекомендуется, чтобы глубина полости не превышала двух её диаметров;
- Прогрев соединяемых изделий, для чего чаще используют газовую горелку, хотя можно и паяльник, имеющий соответствующую насадку;
- Нанесение флюса. При этом (для круглых труб) соединяемые детали вращают относительно друг друга: флюс распределится равномернее, и спаять трубу будет легче;
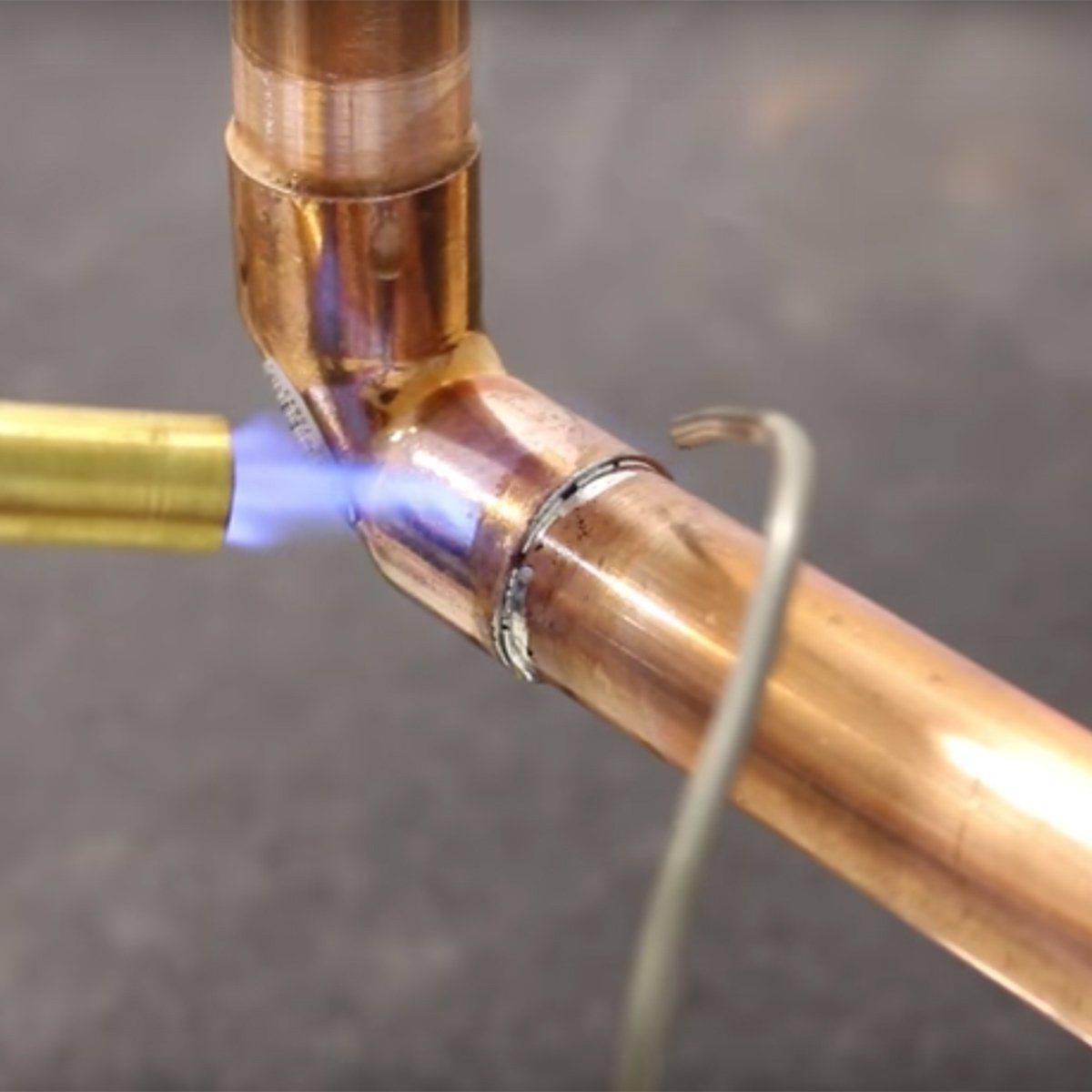
- Нанесение в зазор припоя. Разогретый теплом паяльника, он устремится в зазор, и заполнит его (это будет видно по остаткам припоя, вытекающего из полости стыка);
- Охлаждение места сборки с одновременным контролем качества пайки.
Пайка по капиллярной технологии
Особенностью такого вида пайки является то, что подготовленная медная трубка с нанесенным флюсом вставляется в полость фитинг и нагревается до температуры плавления припоя.
Силы адгезии и когезии заставляют припой стекать в капиллярный зазор.
Флюс позволяет припою смачиваться, прилипать и сплавляться с поверхностью меди, а сцепление приводит к тому, что припой затягивается достаточно, чтобы полностью заполнить зазор. Это приводит к прочному водонепроницаемому соединению.










Обработка швов
Некоторые считают эту операцию излишней, но окончательная отделка шва необходима, во-первых, для отделки торца соединённого с трубой фитинга, а во-вторых, для контроля возможных пустот и каверн, которые могли образоваться в соединении, если пайка проводилась при высоких температурах, а контроль за возможным газообразованием отсутствовал.
Виды и особенности медных труб
Существует два вида медных труб, различающихся в зависимости от методики изготовления. Зачастую они обладают идентичным составом, но отличаются между собой физическими свойствами.
- Отожжённые трубы;
- И неотожжённые;
Первые представляют собой эластичные и податливые трубки из меди, которые поставляются целыми бухтами. Такая разновидность намотки напоминает шланг, и подтверждает высокую гибкость изделия. Это качество является важнейшим при прокладке водопроводных коммуникаций, а также при других видах работ.
Гибкость позволяет придавать трубке желаемые очертания, без применения дополнительных деталей в составе конструкции. Чем меньше соединений содержит конструкция, тем ниже материальные и трудовые затраты. Отожжённые трубы являются не такими прочными, как неотожжённые, но даже этой жёсткости вполне достаточно, чтобы использовать их для прокладки водопроводного сообщения в частных строениях.
Неотожжённые изделия получают посредством стандартизированной методики изготовления. Они поставляются в виде прямых отрезков, поскольку чрезмерная жёсткость не позволяет наматывать их в бухты. Соединение таких коммуникаций осуществляется при помощи обжимных фитингов.
Эта разновидность труб стоит дешевле, но необходимость докупать фитинги и другие детали, сводит на нет более низкую стоимость. Высокая прочность имеет значение только при использовании в промышленных трубопроводах, при работе в условиях критических температур и давления.
В соответствии с существующими стандартами, все медные трубы также принято разделять на три вида, в зависимости от их физических характеристик, это:
- Твёрдые;
- Полутвёрдые;
- И мягкие трубы;
Вне зависимости от технологии изготовления, к конечной продукции применяются одинаковые требования. Она должна быть без видимых повреждений и дефектов, обладать такими качествами, как герметичность и цельность.
Инструмент для монтажа и пайки медных материалов
труборез – этот инструмент должен быть очень качественным, так как медь относится к мягким материалам, которые деформируются при малейшем нажиме;
фаскосниматель – заусенцы не должны мешать одной трубе войти в другую;
труборасширитель – так как в системе все трубы имеют одинаковый диаметр, при соединении конец одной из них необходимо расширить;
ершик и щетка – зачистить внутреннюю поверхность труб;
уровень, молоток, рулетка и маркер;
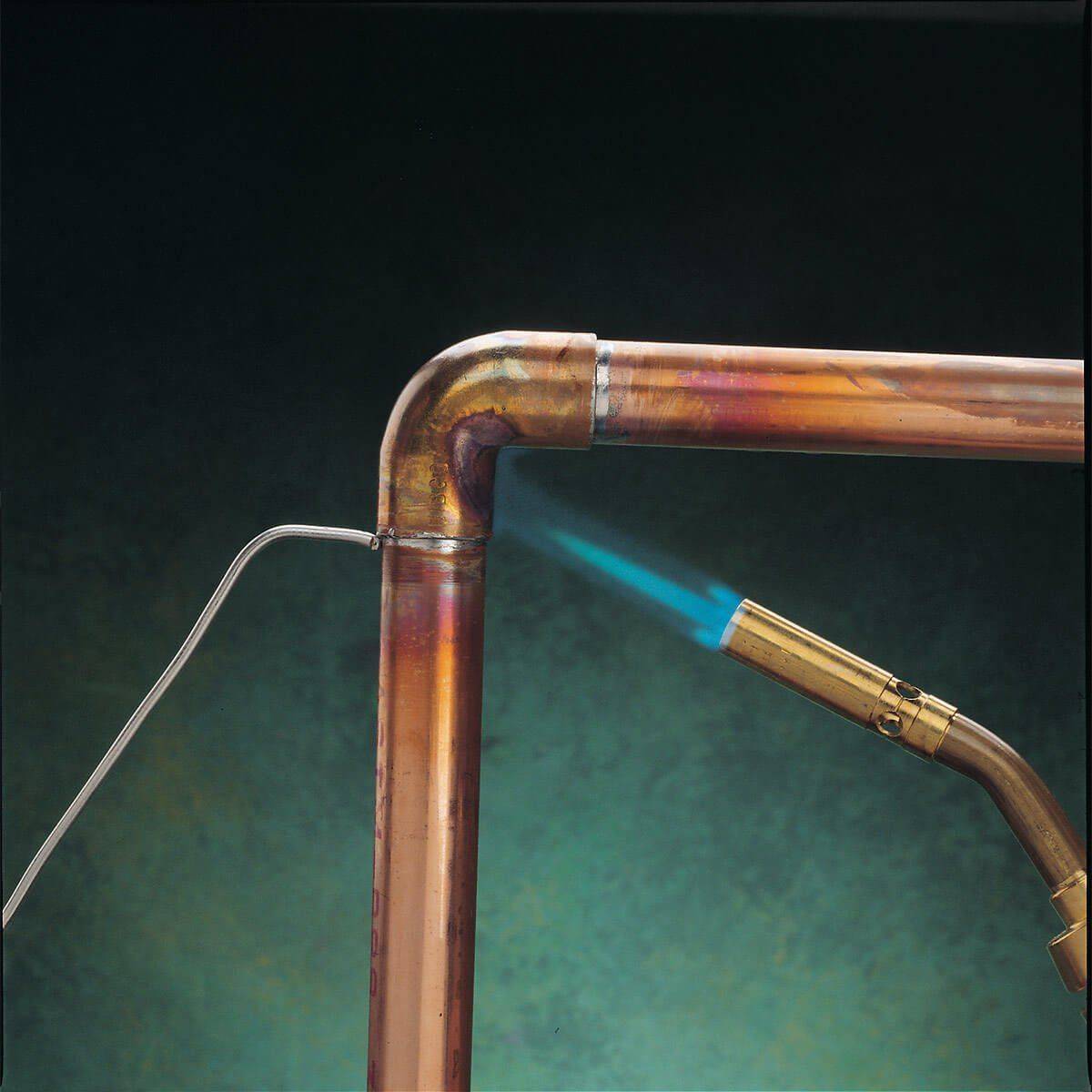
газовая горелка с узко направленным пламенем – применяется для низкотемпературной пайки (менее 450°С) с оловянным припоем. Работает от газового баллончика пропан-бутан, которого достаточно на несколько сотен стыков. Труба нагревается за несколько секунд;
электрический паяльник для медных труб – питается от сети, применяется в местах, где невозможно работать с открытым пламенем. Паяльник обычно оснащен сменными графитными электродами и прижимными клещами. Можно использовать как твердый, так и мягкий припой;
флюс – для обработки очищенной поверхности труб, повышает адгезию припоя;
Твердоплавкий припой – продается в виде проволоки с диаметром 3 мм
При выборе следует обратить внимание на наличие в составе свинца. На упаковке должна быть надпись «без свинца» («lead free);
Легкоплавкий припой – с добавлением к олову меди, серебра, висмута и др., применяется для пайки с температурой ниже 425 °С.

Сборка самодельной
Обладая минимальными слесарными навыками, можно попробовать изготовить горелку самостоятельно. Если использовать качественные материалы, технические характеристики не будут уступать изделиям заводского производства.
Процесс сборки самодельного устройства:
- Ручку необходимо изготавливать из материала с низкой теплопроводностью. Лучше всего подойдут твердые сорта древесины. Также можно использовать ручку от старой горелки.
- Из стали, толщиной 2 мм, необходимо сделать трубку, диаметром 10 мм. Специалисты рекомендуют использовать не нержавейку, а низколегированные сорта стали. Готовую трубку крепят к ручке.
- Корпус и рассекатель делают из латуни. Необходимо заранее позаботиться об отверстиях в рассекателе, для поступления кислорода. При стыковке корпуса с рассекателем возле внутреннего фланца следует оставить небольшой зазор.
- Для изготовления форсунки лучше всего обратиться к знакомому токарю, поскольку самостоятельная работа требует точности и аккуратности. В качестве заготовки используют стальную болванку круглого сечения.
- Соединительный газовый рукав должен соответствовать типу используемой смеси. В качестве крепежного элемента используют обычный стяжной хомут.
Готовое изделие проверяют на наличие люфтов и утечек
Особое внимание следует уделить форсунке – она должна хорошо накручиваться на трубку. В случае необходимости можно уплотнить резьбу с помощью ФУМ ленты. Чистоту пламени регулируют путем движения форсунки по резьбе трубки до получения ровного потока без копоти
Чистоту пламени регулируют путем движения форсунки по резьбе трубки до получения ровного потока без копоти.





