Силиконовые термостойкие покрытия
Силиконовая жаростойкая краска по металлу в зависимости от состава может переносить температуру от 200 до 1000 градусов. Для повышения термостойкости производители добавляют металлическую пудру, крошку жаропрочного стекла.
Эти отделочные материалы образуют на поверхности эластичный слой покрытия, стойкого к механическим повреждениям, влаге и коррозии. Силиконовая термостойкая краска для печей и каминов из камня и кирпича не применяется.
К достоинствам такого покрытия можно отнести:
- скорость высыхания от 1 часа, в зависимости от температуры и влажности воздуха;
- стойкость цвета;
- эластичность;
- срок службы до 10 лет, в зависимости от условий эксплуатации.
Прежде чем приступать к покраске мангала, печи или деталей камина, следует обработать все металлические детали с помощью грунтовки. Она значительно улучшит адгезию и антикоррозийные свойства. Если краска наносится на поверхность, которая нагревается до температуры 1000 градусов, ее обязательно подвергают пескоструйной обработке, таким образом обеспечивая сцепление металла с покрытием.
Эти отделочные материалы самостоятельно использовать без присмотра специалиста не стоит. Хотя их легко наносить на поверхность металла, для полного застывания необходимо обязательно нагревать покрытие с помощью специального оборудования.
https://youtube.com/watch?v=BE_pzG5SWjw
Способы работы с порошковой краской и требуемое оборудование
Технология порошковой покраски металла предполагает три основных способа нанесения мелкодисперсного порошка на металлическую поверхность окрашиваемого изделия.
Использование направленного воздушного потока. Металлоизделие нагревается и равномерно покрывается порошковой краской с помощью пульверизатора
При данном способе важно точно определить необходимую температуру, чтобы покрытие равномерно полимеризировалось. Кроме того, потребуется дополнительная термообработка после полимеризации.
Электростатическое распыление порошковой краски – наиболее распространенный способ
Получив положительный заряд от высоковольтного источника, частицы порошка налипают на поверхности отрицательно заряженного металлоизделия. Это позволяет обеспечить равномерность распределения материала и исключить стекание или осыпание. Не прилипший порошок собирается и используется повторно.
Пламенное окрашивание. Частицы порошковой краски проходят через пламя пропановой горелки и уже в полужидком расплавленном состоянии попадают на поверхность обрабатываемого металла. При этом само изделие нагреванию не подвергается. Этот способ используется крайне редко и только для окрашивания крупногабаритных предметов.
Технология порошковой покраски металла включает в себя три этапа: подготовка, окрашивание и полимеризация нанесенного покрытия. Каждый из этих процессов требует наличия специального оборудования.

Классическая линия для порошковой покраски состоит из четырех основных элементов:
- камера для нанесения (распыления) порошка;
- электростатический распылитель;
- компрессор для нагнетания сжатого воздуха в пульверизатор;
- печь для полимеризации.
Окрашиваемые металлоизделия, особенно крупные, в процессе покраски должны бережно перемещаться от одного поста к другому, чтобы не повредить нанесенную и не прошедшую полимеризацию порошковую краску. Для этого в линиях предусматриваются транспортировочные устройства для аккуратного перемещения изделий из напылительной камеры в термическую. Чаще всего для этого используются монорельсы с крюками на роликах и т.п.
Uncategorized, Познавательный материал
Порошковые составы являются современными видами красящих материалов. Их применение обеспечивает создание покрытий с высокими защитно-декоративными свойствами. Технология окрашивания имеет свои нюансы. Покраска должна производиться на специализированном оборудовании, управление процессом и контроль качества следует доверить лишь высококлассным профессионалам. Методика окрашивания базируется на 3 стадиях – начальной подготовке изделий, нанесении полимерного порошка под воздействием электростатического поля, создании покрытия в условиях высоких температур. Все технологические стадии немыслимы без наличия соответствующего оборудования. С помощью распылителя красящий состав наносится на подготовленные поверхности. Во время процесса частички порошка с высокой эффективностью оседают на обрабатываемой детали. В результате на изделии формируется равномерный слой с заданной толщиной. Нанесение порошка осуществляется поэтапно. Сначала исходный материал отсасывается из насыпного либо находящегося в стадии кипения слоя. Для этого используется эжекторный насос. В рамках второго этапа порошковый состав перемещается пневматическим способом внутри шланга в направлении распылителя. Далее частицы вещества приобретают заряд, который передают специальные зарядные устройства. На следующем этапе частицы оседают на детали, благодаря чему, образуется сплошной слой краски. Процесс забора порошкового вещества из кипящего слоя в бункере целесообразен, если производственные объёмы являются большими, работа ведётся с единственной расцветкой. Насыпной слой в специальном коробе для забора применяется в ограниченных производственных условиях либо тогда, когда есть потребность постоянно менять цвета. Частицы порошкового материала заряжаются за счёт применения электростатического либо трибостатического способа. Использование первого варианта подразумевает зарядку от ионов, создаваемых коронным зарядом высоковольтных электродов в распылителе. Данная технология способствует эффективной зарядке разных типов порошковых материалов. Осуществление трибостатической зарядки красящего порока производится, благодаря трению частиц состава об наэлектризованные элементы. Распылитель в этом случае не содержит высоковольтных элементов. Стоит отметить чувствительность процесса к показателям воздушной влажности, типу красящих порошков. Заряженные частицы порошка оседают из-за воздействия, оказываемого электрическим полем. После того, как поверхность покроется непрерывным защитным слоем, стартует процесс, не дающий излишкам краски попасть на изделие. Это обеспечивает формирование покрытия определённой толщины (на показатель влияет заряд частиц из слоя). Большее значение заряда является причиной получения меньшего слоя красящего состава. Если есть необходимость в обработке изделий со сложной формой, понадобится работа оборудования в особом режиме. Также в таком случае необходимо использование специального распылителя. Порошковое окрашивание осуществляется специальными системами, включающими определённые типы оборудования – камеры покраски, распылители, системы рекуперации. Технологический процесс напыления регулируется за счёт тока, подаваемого распылителем
Также очень важно расстояние до обрабатываемой детали. Благодаря использованию хорошего распылителя порошкового состава, есть возможность обеспечения качественной покраски изделий различных типов
Применение эффективного, стабильно работающего оборудования напрямую сказывается на увеличении производительности порошковой покраски, позволяет наносить многослойные покрытия, регулировать толщину создаваемых слоёв без дефектов. К распылителю предъявляются высокие требования, касающиеся надёжности, безопасности. На рынок вставляется качественное оборудование, изготовленное ил лучших материалов. Современным распылителям не страшны перепады напряжения, поскольку они обладают встроенной защитой. Также их работе не могут воспрепятствовать перегрев, короткое замыкание – подобные ситуации исключены по причине наличия быстродействующей электронной защиты. Труд оператора, управляющего оборудованием, является полностью безопасным. Производители гарантируют электро-, пожарную безопасность выпускаемого оборудования, полностью соответствующего действующим нормам стандартизации.
Промывки
Обычно после каждой рабочей ванны – ванны с химическим раствором – следует одна или две промывочных ванны. Назначение промывок – удалять химикаты с поверхности профилей и предотвращать их перенос в следующую рабочую ванну.
Водопроводная вода
На первых этапах обработки – обезжиривании и травлении – как правило, бывает достаточным применение обычной водопроводной воды. На последних этапах промывки вода должна быть особенно чистой, чтобы избежать проблем с адгезией краски или впоследствии – коррозионных проблем.
Деионизированная вода
Поэтому на последнем этапе обработки применяют деионизированную воду, электропроводность которой не превышает 30 микросименс на сантиметр (μS/см)
Эта промывка в деионизированной воде является чрезвычайно важной, так соли (обычно кальция), которые содержатся в жесткой воде, при ее высыхании на профилях могут быть причиной начала коррозии и последующего образования пузырей на готовой окрашенной поверхности
Температура промывок
Для первых промывочных ванн не существует ограничений по температуре, однако температура воды в промывках после ванны хроматирования должна быть не выше 50 ºС. Если промывочная вода будет слишком горячей, то она может растворить и смыть свежее хроматное покрытие. Длительность промывок составляет обычно несколько минут.
Барботаж
Циклические движения навесок или корзин с профилями, а также воздушное барботирование промывочных ванн обеспечивают лучшее качество промывки.
Что такое краска серебрянка
Так что такое серебрянка? Разберёмся с этим вопросом подробнее. Название не должно вводить в заблуждение — в том материале нет ни капли серебра. В его рецептуру входят алюминиевая пудра ПАП-1 или ПАП-2, растворитель органического происхождения, модифицирующие добавки.
Несмотря на то, что каждый год на рынке стройматериалов появляется множество новинок от производителей ЛКМ (лакокрасочные материалы) краска серебрянка по металлу не теряет не теряет своей актуальности. С давних пор эту краску применяют для защиты металлических и деревянных поверхностей. Те, кто постарше наверняка должны помнить водопроводные трубы в ванной комнате, окрашенные этой краской.







На территории нашей страны имеет силу ГОСТ 5631-79 Лак БТ-577 и краска БТ-177. Технические условия в нем определены требования по составу, требования, предъявляемое к приемке готовой продукции ГОСТ 9980.1-86. В этих документах определено, что каждая готова партия должна сопровождаться сопроводительным документами, в них должно быть указано:
- Название компании производителя. Указан его товарный знак, кстати, допускаться указание только товарного знака.
- Название и сортность готовой продукции.
- Вес партии.
- Номер партии готовой продукции.
- Дата производства.
- Итоги проведенного тестирования или обоснование соответствия использованных при производстве краски нормативно — технической документации
- Тип тары и число единиц упаковки в партии.
- Наименование нормативного документа.
Предприятия изготовители расфасовывают готовую продукции в разную тару, изготовленную ищ стекла или тонкого листового металла. Емкость тары лежит в диапазоне от 0,5 л, до нескольких кг. С недавних пор, отдельные производители выпускают краску, расфасованную в баллончики. Это значительно упрощает ее нанесение на защищаемую поверхность.

С давних пор эту краску применяют для защиты металлических и деревянных поверхностей.
Состав и свойства, области применения
Исторически сложилось так, что чаще всего ее применяют для защиты, метала от коррозии, в частности:
- Металлических конструкций индустриального назначения (опоры ЛЭП, трубопроводы разного назначения. Продукции автопрома. Ее используют при тюнинговании, защите колесных дисков и пр.
- Серебрянкой покрывают кровельные покрытия, например листовое железо, в том числе и оцинкованное. Ее применяют для окрашивания строений, изготовленных из листового металла. Слой серебрянки защищает не только от коррозии, но от перегрева в теплое время года. Детали в котельных.
Кроме перечисленных областей использования этой краски их применяют для окрашивания изделий, находящихся в постоянном контакте с морской или пресной водой.
В практической деятельности применяют несколько видов серебрянки:
- Термостойкая — эта каска производится на основании лака типа БТ-577 или его аналогов;
- Такую краску используют для покрытия радиаторов отопления.

Ее используют при тюнинговании, защите колесных дисков.
Некоторые марки термокрасок
Для покраски металлических изделий, работающих при высоких температурах, понадобится краска, выдерживающая 600 и более градусов. Купить термостойкую краску по металлу для печей — не проблема. Вот несколько образцов термокрасок с описанием характеристик:
термостойкая эмаль ЦЕРТА (CERTA) от российского производителя Спектр.
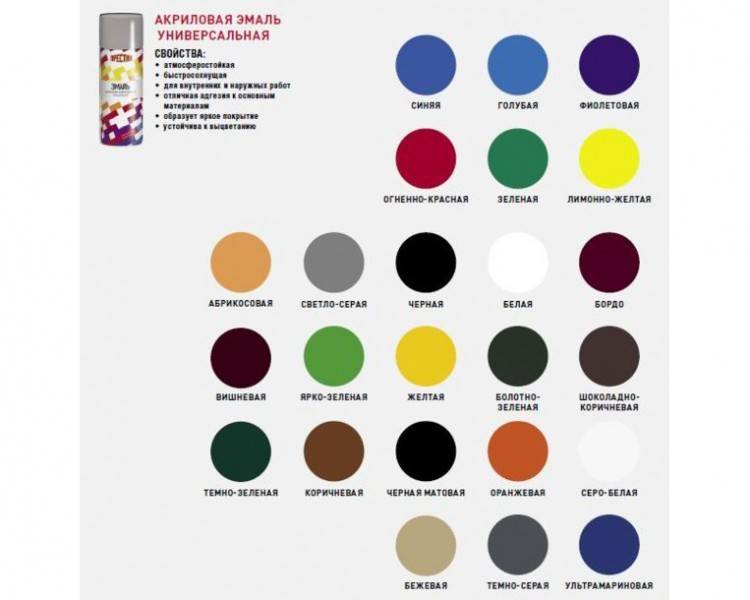
Термостойкая краска Церта Рассчитана на температуры от -65 °С до +900 °С. То есть красить эмалью можно даже в сильный мороз. Краска представлена в 26 цветах и оттенках. Термостойкость не одинакова для всех цветов. Черная жаростойкая краска по металлу выдерживает температуру до 900 градусов, остальные — ниже. Наименее термостойкие цвета рассчитаны на 400-500 °С. Фасуется во все популярные виды тары. В зависимости от цвета и температурного режима банка краски 0,8 кг стоит 300-550 р.;
- Hansa — термостойкая краска, которая фасуется во все виды тары. Палитра насчитывает 16 оттенков. Рассчитана на температуру до 800 °С. Подходит как покрытие для нержавейки;
Термостойкая эмаль Kudo
Kudo— кремнийорганическая термоэмаль, производящаяся в России. Выдерживает температуру до 600 °С. Предлагается в 20 оттенках. Фасуется в баллончики по 520 мл. Купить жаростойкую краску по металлу Kudo можно за 150-180 р.;
Босни (Bosny) — термостойкий аэрозоль. Выпускается в двух вариантах: для температуры до 650 °С и для температуры до 200 °С. Обладает отличной стойкостью, используется для поверхностей из различных материалов. Аэрозольная жаростойкая краска фасуется в баллоны по 400 мл. Более термостойкая стоит 470 р., а менее термостойкая — 355 р.;
- Hammerite — термокраска для металла. Особенностью этой марки является то, что ее можно наносить на поверхность, покрытую ржавчиной. Для других марок это недопустимо. С другой стороны, Hammerite не обладает масло- и бензостойкостью. Фасуется краска в баночки по 250 мл, наносить ее следует кисточкой в один слой. Предназначена для температур до 600 °С;
- ELCON — это стойкая к коррозии термокраска, которая подходит для всех основных материалов печей.
Термостойкая эмаль Elcon Она сохраняет свои свойства при температуре до 800 °С, а также при резких температурных колебаниях. Палитра насчитывает большое число цветов. Купить термостойкую краску по металлу такой эмали можно за 440-480 р. Цена зависит от цвета. Также краска фасуется в баллончики объемом 520 мл, стоит она 340 р. и предназначена для температуры до 700 °С;
- КО-8111 Термика — жаростойкая краска, которая подходит для различных поверхностей. Выдерживает температуры до 600 °С. Также эффективна там, где есть воздействие агрессивных веществ. Хорошо подходит для каминов и печей, кроме тех, что используются в банях. Для последних лучше взять продукцию той же марки — КО-8101 и КО-8104. Они рассчитаны на тот же температурный режим, однако обладают хорошей водостойкостью;
- Rust-Oleum — краска, рассчитанная на очень высокие температуры (до 1093 °С). Обеспечивает защиту от масла и бензина. Фасуется в аэрозольные баллончики, бывает белого, черного и серого цветов, а также прозрачная. Придает поверхности матовость. Стоит 620 р.
Для окраски отопительного котла можно взять любую из этих красок, но для банных печей подойдут не все.
Рейтинг лучших высокотемпературных красок по металлу
На строительном рынке представлено большое количество термостойких эмалей по металлу. Выбирать среди подобного многообразия сложно, но можно ориентироваться на те марки, которые заслужили свою популярность среди покупателей за годы.
 На строительном рынке представлено большое количество термостойких эмалей по металлу.
На строительном рынке представлено большое количество термостойких эмалей по металлу.
Alpina Heizkoerper
Она в составе имеет алкидную смолу, а также диоксид титан. Это высококачественный продукт, который легко наноситься, получают ровный слой, без дальнейшего покрытия царапинами. Высокая стоимость, оправдывается низким расходом, составляющим от 90 до 120 мл на квадратный метр поверхности.
По цвету это белая эмаль с глянцевым эффектом, может выдержать до 100 градусов. Чаще всего используется для водно-отопительных приборов. Чтобы получить нужный оттенок, применяют смешивание с пигментами. Может наноситься на чугун, сталь, алюминий и другие виды металлов.
 Белая эмаль с глянцевым эффектом, может выдержать до 100 градусов.
Белая эмаль с глянцевым эффектом, может выдержать до 100 градусов.
Elcon
Также можно перемешивать с различными колерами, в колировке представлено около 250 оттенков. Однако добавление колеров приводит к снижению температурной выдержки, если оставить изначальный черный цвет, то слой сможет обеспечить защиту от +1000 градусов. Покрытие может обладать матовым, либо глянцевым эффектом. Огнеупорная краска по металлу Elcon продается в стандартном виде в банках, также в аэрозолях и ведрах. Кроме металлических изделий может краситься на кирпич, асбест, бетон, только следует провести после покраски закалку поверхности.
 Кроме металлических изделий может краситься на кирпич, асбест, бетон, только следует провести после покраски закалку поверхности.
Кроме металлических изделий может краситься на кирпич, асбест, бетон, только следует провести после покраски закалку поверхности.
Tikkurila Termal Silikonimaali
Данная краска создается из акриловой смолы. Тоже черного цвета, продается лишь в банках, покрытие получается полуглянцевым. Можно использовать краскопульт для нанесения. Это качественный продукт, который имеет высокую стоимость. Также следует провести после окрашивания процесс закалки, в течение 60 минут изделие должно подвергаться 230-градусному воздействию. После может выдержать до четырехсот градусов.
 Данная краска создается из акриловой смолы.
Данная краска создается из акриловой смолы.
Bosny Hi-Temp
Продается только в баллончиках, при этом цена достаточно высока. Представленные цвета — серебристый и черный. Температурная выдержка достигает до 650 градусов, получаемый эффект покраски матовый.








В основе используются алкидные смолы, не ограничена использованием для металла, подходит и для дерева, керамики, пластмассы и других материалов. Аэрозольное распыление удобно, но маленькие объемы краски не дают обработать большие площади. Может применяться без особой подготовки поверхности, наносить допустимо прямо на проржавелые места.
 Температурная выдержка достигает до 650 градусов, получаемый эффект покраски матовый.
Температурная выдержка достигает до 650 градусов, получаемый эффект покраски матовый.
Tikkurila Termal Silikonialumiinimaali
Тоже относится к высокой ценовой категории. Цвет покрытия алюминиевый (серый), эффект полуматовый, выпускается в банках, выдерживает до 600 градусов. В основе используется силиконовая смола, отличается низким расходом.
Чтобы получить отвержденное покрытие, проводится нагрев до 230 градусов. Спустя 30 дней после покраски можно будет мыть поверхность с моющими средствами.
 В основе используется силиконовая смола, отличается низким расходом.
В основе используется силиконовая смола, отличается низким расходом.
Плюсы и минусы жаростойких красок
Основные плюсы жаростойких составов – это:
- высокая эффективность – они обеспечивают надежную защиту от нагрева и вызванной им деформации;
- универсальность – обработанные поверхности получают дополнительную защиту от других воздействий, например от сред, способных вызвать коррозию;
- эластичность – благодаря этой особенности даже многократные разогрев и охлаждение не станут причиной появления трещин на покрытии;
- простота нанесения – термостойкую краску можно наносить разными способами, в том числе краской, валиком или с помощью специальных распылителей, и при этом нет необходимости дополнительно обучать персонал, с этой задачей справятся рабочие, имеющие навыки окрашивания;
- долговечность – прочное покрытие хорошо выдерживает внешние воздействия, ему не страшны резкие перепады температур и УФ-излучение, его не нужно часто обновлять;
- безопасность – когда покрытие нагревается, оно не выделяет химических веществ, опасных для жизни и здоровья людей;
- хорошие декоративные свойства – как правило, в продаже представлены жаростойкие краски по металлу различных цветов, и многие из них можно смешивать с колерами, получая необходимый оттенок.
Сферы применения

Эмаль может выступать самостоятельным красящим средством со своими особенностями и спецификой.
Основными особенностями являются:
- Помимо работы в условиях высоких температур, аэрозольные составы находят свое применении и в условиях излишней влажности. Они хорошо показывают себя там, где обычные эмальные составы растрескиваются и окажутся очень полезными. Такими местами могут быть сауны, бани, ванные комнаты и т.п.
- Термокраской можно без проблем обработать поверхности каминов, печей, электронагревателей и дверных проемов в помещения с высокой влажностью и температурой.
- Термостойкими ЛКМ из баллончиков можно обрабатывать как трубы теплотрасс, так и бытовые батареи отопления, поскольку наноситься они могут поверх ржавчины. Помимо обеспечения защиты, термостойкие краски могут выступать в качестве утеплителя.
Стоимость таких средств достаточно высока, поэтому называть их универсальными не правильно.
При необходимости, можно воспользоваться схожими по составу и назначению средствами.
Полимеризация
На заключительной стадии окрашивания происходит плавление и полимеризация нанесенной на изделие порошковой краски в камере полимеризации.
После нанесения порошковой краски изделие направляется на стадию формирования покрытия. Она включает оплавление слоя краски, последующее получение пленки покрытия, его отвержения и охлаждения. Процесс оплавления происходит в специальной печи оплавления и полимеризации. Существует много разновидностей камер полимеризации, их конструкция может меняться в зависимости от условий и особенностей производства на конкретном предприятии. С виду печь представляет собой сушильный шкаф с электронной «начинкой». При помощи блока управления можно контролировать температурный режим печи, время окрашивания и настраивать таймер для автоматического отключения печи при завершении процесса. Источниками энергии для печей полимеризации могут служить электричество, природный газ и даже мазут.
Печи делятся на проходные и тупиковые, горизонтальные и вертикальные, одно- и многоходовые. Для тупиковых печей важным моментом является скорость подъема температуры. Этому требованию в наибольшей степени соответствуют печи с рециркуляцией воздуха. Камеры нанесения из диэлектриков с электропроводным покрытием обеспечивают равномерное распределение порошковой краски на поверхности детали, однако при неправильном использовании они могут накапливать электрические заряды и представлять опасность.
Оплавление и полимеризация происходит при температуре 150-220 °С в течение 15-30 минут, после чего порошковая краска образует пленку (полимеризуется). Основным требованием, предъявляемым к камерам полимеризации, является поддержание постоянной заданной температуры (в разных частях печи допускается разброс температуры не менее 5°С) для равномерного прогрева изделия.
При нагреве в печи изделия с нанесенным слоем порошковой краски частицы краски расплавляются, переходят в вязкое состояние и сливаются в непрерывную пленку, при этом вытесняя воздух, находившийся в слое порошковой краски. Часть воздуха может все же оставаться в пленке, образовывая поры, ухудшающие качество покрытия. Для избежания появления пор окраску следует проводить при температуре, превышающей температуру плавления краски, а покрытие наносить тонким слоем.
При дальнейшем нагревании изделия краска глубоко проникает в поверхность и затем отвердевает. На этом этапе формируется покрытие с заданными характеристиками структуры, внешнего вида, прочности, защитных свойств и т.д.
При окраске больших металлических деталей температура их поверхности поднимается значительно медленнее, чем у тонкостенных изделий, поэтому покрытие не успевает полностью затвердеть, в результате чего снижается его прочность и адгезия. В этом случае деталь предварительно нагревают или увеличивают время его отвержения.
Отвержение рекомендуется производить при более низких температурах и в течение более продолжительного периода времени. При таком режиме снижается вероятность возникновения дефектов, и улучшаются механические свойства покрытия.
На время получения необходимой температуры на поверхности изделия влияют масса изделия и свойства материала, из которого изготовлена деталь.
После отвержения поверхность подвергается охлаждению, которое обеспечивается за счет удлинения конвейерной цепи. Также для этой цели используются специальные камеры охлаждения, которые могут являться частью печи отвержения.
Соответствующий режим для формирования покрытия необходимо подбирать с учетом вида порошковой краски, особенностей окрашиваемого изделия, типа печи т.д. Необходимо помнить, что для нанесения порошкового покрытия решающую роль играет температура, особенно при нанесении покрытия на термостойкие пластмассы или изделия из древесины.







По окончании полимеризации изделие охлаждается на воздухе. После остывания изделия покрытие готово.
Маркировка и классификация по сфере применения
В зависимости от своих температурных характеристик все огнестойкие краски делятся на следующие категории.
- Для промышленного использования – там, где температура может подниматься выше 700 градусов, используются краски из силиконовых смол.
- В бытовых условиях температура зачастую не превышает 100 градусов. Здесь применяются краски, выполненные из алкидных или акриловых смол, позволяющие создавать качественный монолитный слой. Как правило, такими красками окрашиваются водонагреватели и отопительные радиаторы.
- Следующий тип красок рассчитан на диапазон температуры в пределах от 400 до 750 градусов. Выпускаются они преимущественно в баллончиках в виде аэрозоля или же спрея.
- Краски, рассчитанные на температуру в пределах 100-120 градусов. Они производятся из эпоксидных смол.
- Краски однокомпонентные, рассчитанные на температуру в пределах 200-400 градусов. Могут состоять как из эфирно-эпоксидной, так и из этилсиликатной смолы.
Обратите внимание! На банках, в которых продаются огнестойкие краски, можно найти маркировку, состоящую из чисел и букв. Аббревиатура КО, к примеру, свидетельствует о том, что в основе краски лежит кремнийорганическое связующее
Первое число, идущее после аббревиатуры, говорит о степени термостойкости (скажем, 8), в то время как все последующие числа – это всего лишь номер разработки в каталоге.
Ниже приведена расшифровка маркировки термостойких эмалей.
- КО-811 – это отличное средство для защиты стальных и алюминиевых поверхностей от коррозии. Отличается тем, что могут наноситься даже при минусовой температуре. В результате можно получить экологически чистое покрытие, устойчивое к влажности и температурным перепадам (к слову, при высокой температуре поверхность лишь упрочняется).
- КО-8111 – краска для металлических конструкций, нагревающихся не выше 600 градусов. Данная эмаль особенно устойчива к различным агрессивным средам.
- КО-814 способна выдерживать температуру от минус 60 до плюс 400 градусов. У нее повышенная стойкость к солевым растворам, продуктам нефтяной промышленности и минеральным маслам. Используется преимущественно при покраске горячих паропроводов.
- КО-813 – эмаль, эффективно защищающая металлические поверхности и выдерживающая температуру от 60 до 600 градусов. Защищает материал от коррозии, невосприимчива к влажностным и температурным перепадам.
Заключение
Металлические конструкции могут подвергаться воздействию самых разных агрессивных сред
Поэтому очень важно подобрать качественную краску по составу и по способу нанесения. В таком случае будет надежное укрытие с приятным внешним видом и качественной защитой
Технология легко переносится только теми конструкциями, которые не деформируются при закипании поверхности. По такому принципу окрашивается не только металл, но и стекло, пластик, прочие поверхности. При транспортировке окрашиваемого материала он не царапается и не повреждается, а детали под такую краску не нуждаются в грунтовке.





