Наиболее распространенные способы
Квалифицированный специалист знает, как сварить нержавейку несколькими способами. За время существования сплава были разработаны методы, предусматривающие использование различных режимов.
Ручная дуговая сварка

Ввиду того, электроды являются наиболее распространенным расходным материалом, сварке нержавейки инвертором и совершенствовании данной технологии, уделяется большое внимание. Несмотря на все усилия ученых, использование ручной дуговой сварки не позволяет получить соединение высокого качества
Это связано с недостатками присадочного материала, которые неспособен конкурировать с расходниками, используемыми при прочих режимах. Тем не менее, инверторные аппараты применяют при проведении бытовых работ с рассматриваемым сплавом.
Перед тем как варить нержавейку инвертором в домашних условиях, необходимо позаботится о подборе специальных электродов, флюсовое покрытие которых изготавливают на основе оксида титана или карбоната магния.
Для точного подбора расходного материала рекомендуем воспользоваться межгосударственным стандартом ГОСТ 10052-75, в котором собраны все электроды для соединения высоколегированной стали.
Аргонодуговая и полуавтоматическая сварка постоянным и переменным током

Использование неплавящегося вольфрамового электрода, с защитой зоны расплава аргоном, позволяет получить надежный и прочный шов. Благодаря этим качествам, аргонодуговая сварка применяется при монтаже труб, работающих под давлением, на различных предприятиях.
Особенности данного способа:
- Работы выполняются как постоянным, так и переменным током.
- Образование дуги происходит на специальной плите, а не рабочей поверхности, во избежание загрязнения шва вольфрамом.
- Все рабочие параметры подбираются исходя из толщины свариваемой детали.
- Уровень легирования электродной проволоки должен превышать аналогичных показатель рабочей поверхности.
- Цикл соединения требует точности движения электрода – малейшее отклонение от траектории чревато окислением расплавленного шва.
По окончанию работ запрещено сразу отключать подачу защитного газа, во избежание окисления раскаленного электрода и сварочной области.
Полуавтоматическим аппаратам особенно удобно выполнять сварку тонкой нержавейки, ввиду слабого температурного воздействия на поверхность, по сравнению с прочими видами электросварки.
Лазерная сварка

Передовая технология соединения металла, отлично зарекомендовала себя в машиностроительной и автомобильной промышленности. Процесс сопровождается яркими визуальными эффектами, а полученный шов обладает рядом положительных качеств:
- прочность,
- мелкая зернистость,
- точность.
Дополнительным преимуществом является направленное воздействие луча, что позволяет сохранить околошовную зону в целостности.
Оборудование для выполнения работ очень дорогое, поэтому способ не получил широкого распространения.
Прочие способы
 Прочие технологии сварки нержавещей стали имеют отличительную особенность: для их использования необходимо создать определенные условия, в которых нераспространенные методы будут эффективны. К ним относят:
Прочие технологии сварки нержавещей стали имеют отличительную особенность: для их использования необходимо создать определенные условия, в которых нераспространенные методы будут эффективны. К ним относят:
- Холодный способ. Стыковка элементов выполняется под большим давлением. Особенностью является отсутствие необходимости в каких-либо присадочных материалах. Наблюдая за процессом, создается впечатление, что заготовки вдавливаются друг в друга.
- Точечный метод. Применяемое оборудование универсально – оно способно одинаково эффективно работать с различными тонкостенными изделиями, независимо от материала изготовления.
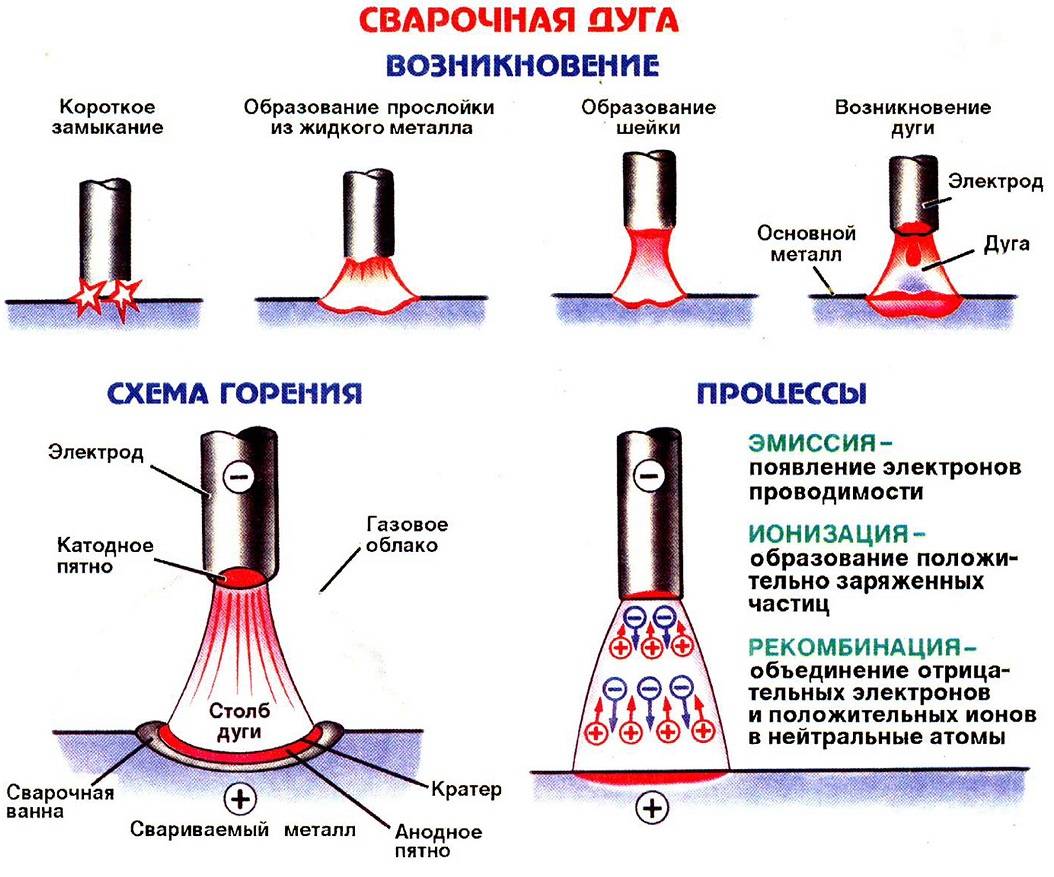
Какие бывают дуговые промежутки?
В любом учебнике по сварочному делу акцентируется внимание на том, что важно поддерживать одинаковый зазор между электродом и рабочей поверхностью. От этого зависит качество будущего шва. Принято различать три вида сварочной дуги:
Принято различать три вида сварочной дуги:
- короткая. Длина составляет примерно 1 мм. В этом случае металл разогревается на небольшое расстояние по ширине и получается выпуклый шов. Возможно образование дефекта «подрез», который снижает прочность соединения;
- длинная (более 3 мм). Очень трудно поддерживать стабильность. Плохо прогревается металл и качество работы оставляет желать лучшего;
- нормальная. Имеет длину 2-3 мм. Хорошее качество соединения и нормальный внешний вид.
Оптимальный результат будет только после того, когда новичок научится контролировать длину сварочной дуги.
Меры безопасности
Для начала начнем с того, что расскажем немного о культуре этого процесса и чистоте. Сварка – это грязный процесс и, невзирая на то, что увлекательное, довольно опасное. Все опасности относятся с тремя вещами – возможность ожога, ослабление зрения и легкие, где скапливается со временем осадок, который ведет к неприятным болезням. От этого нужно защищаться и беречь себя максимально возможными способами – то есть, соблюдать правила безопасности, а именно:
- Органы дыхания. Увы, защитить легкие почти не получится – естественно, можно пользоваться респиратором, но это определенные неудобства в работе, тем более для начинающих. В общем-то, если речь идет о 5-10 минутах работы, это еще не так страшно, но если рассматривать полный рабочий день, то тут, к сожалению, респиратор не станет лучшим помощником.
- Защита глаз – эту фразу надо говорить очень громко. Ее необходимо запомнить как два плюс два. Без этого вопрос, как научиться правильно варить сваркой, просто не решается. Крик (или предупреждение) «Глаза!!!» необходим, чтобы работающие рядом люди смогли успеть защитить органы зрения от действия яркой дуги.
- Спецодежда – именно одежда в основном защищает от ожогов, которые появляются от попадания на кожу расплавленного металла, а также от большой дозы ультрафиолета. Сварщику нужно работать одетым, так сказать, с ног до головы, и эта одежда не является отнюдь легкой и тоненькой футболкой или шортами – это плотный брезент, одевающийся поверх нательного белья. Естественно, понятно, что летом эта экипировка вызывает некоторые сложности – сказать, что жарко работать, это просто промолчать. Безусловно, потихоньку привыкаешь, но вначале это очень неприятно.
И, конечно же, голова на плечах. Бездумное обращение со сваркой может быть чревато печальными последствиями, как для работы, так и для вас лично.
Немного теории перед первыми шагами
Новичкам совсем не помешает освоить основные принципы работы инвертора перед тем, как включить его. Основную нагрузку будет нести сеть энергоснабжения. Если старые агрегаты при включении могли оставить без электричества весь микрорайон или поселок, то современные устройства лишены данного недостатка. Они имеют накопительные конденсаторы, которые облегчают старт. Мягкое разжигание сварочной дуги и бесперебойная работа системы энергоснабжения – очень важные, хотя и не самые основные достоинства оборудования.
Необходимо твердо усвоить, что увеличение диаметра используемого электрода ведет к большему энергопотреблению. Не все устройства могут работать с самыми крупными электродами. Дело в том, что для использования конкретного диаметра требуется определенная сила тока. В противном случае сварочный шов просто не получится. Более детальная информация содержится в техническом паспорте приобретаемой модели устройства.
Работа инвертором
Перед включением аппарата желательно ознакомиться с тем, как варить инверторной сваркой. В комплекте с покупным оборудованием присутствует инструкция. Ниже будут описаны основные этапы работы.


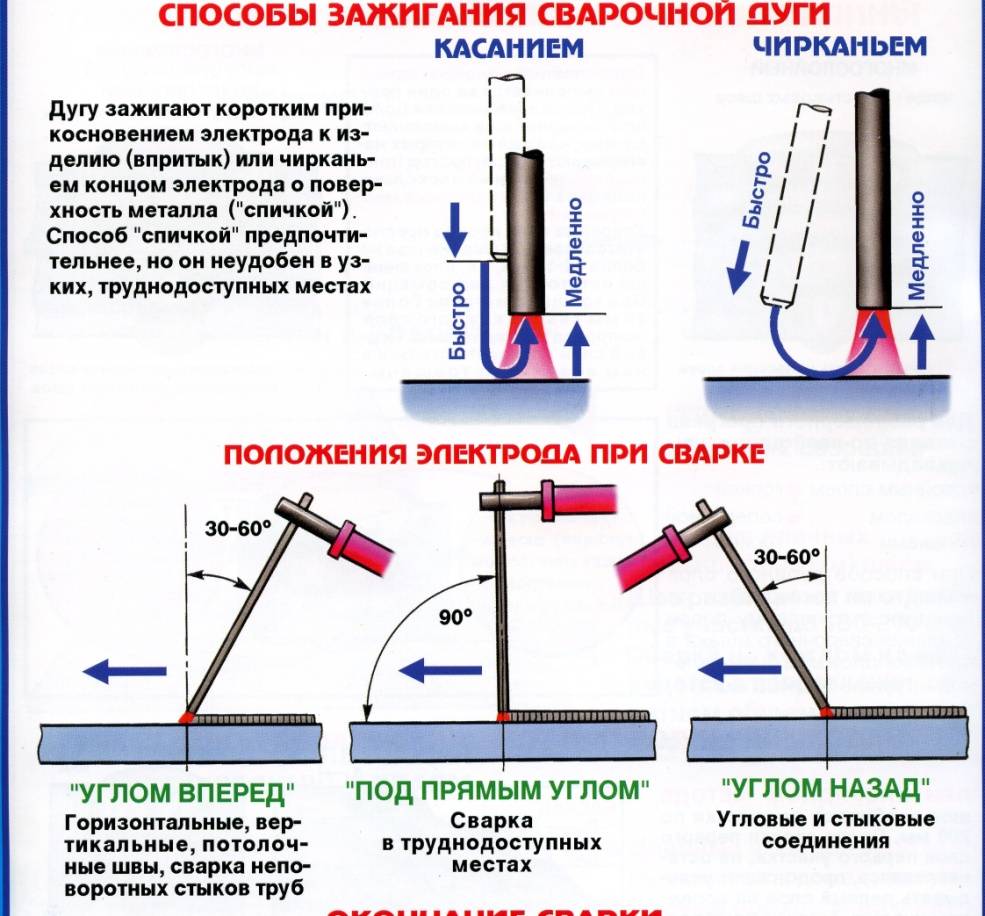



Розжиг дуги
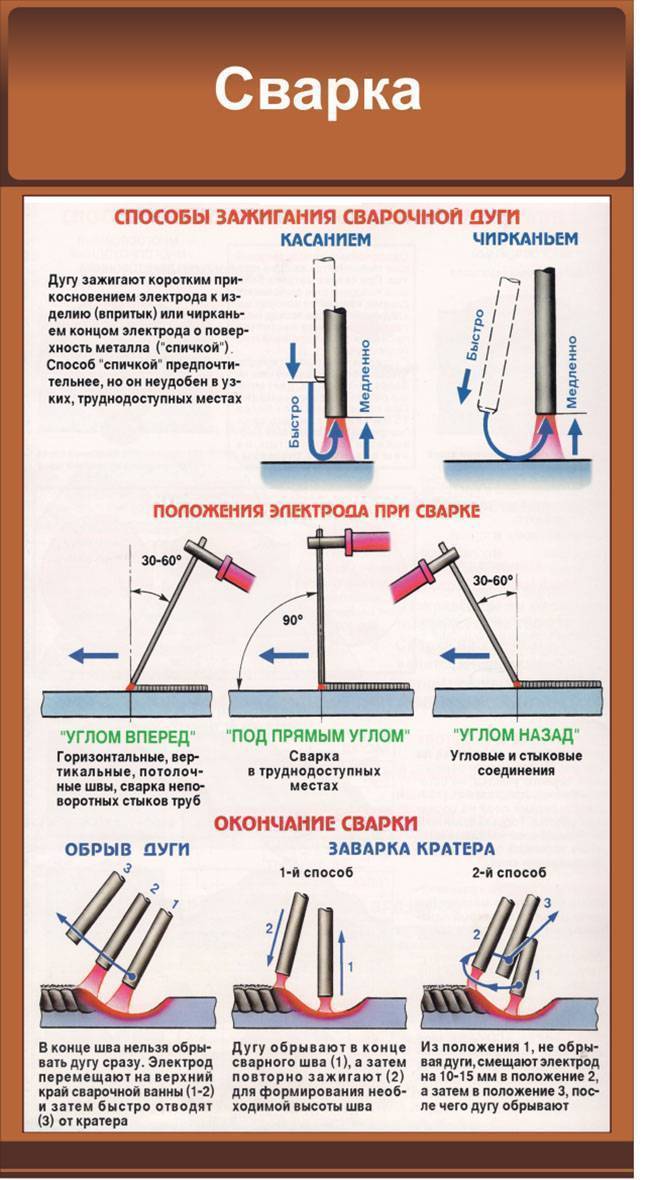
В первую очередь необходимо разжечь дугу. Для этого применяется два метода:
- Чирканье — сварщик начинает вести электродом по обрабатываемой заготовки, а потом поднимается над ней до образования искры.
- Постукивание — более популярный вариант розжига дуги. Сварщик постукивает концом электрода по месту будущего сваривания до появления искры.
Способ розжига дуги выбирается в зависимости от комфорта и удобства.
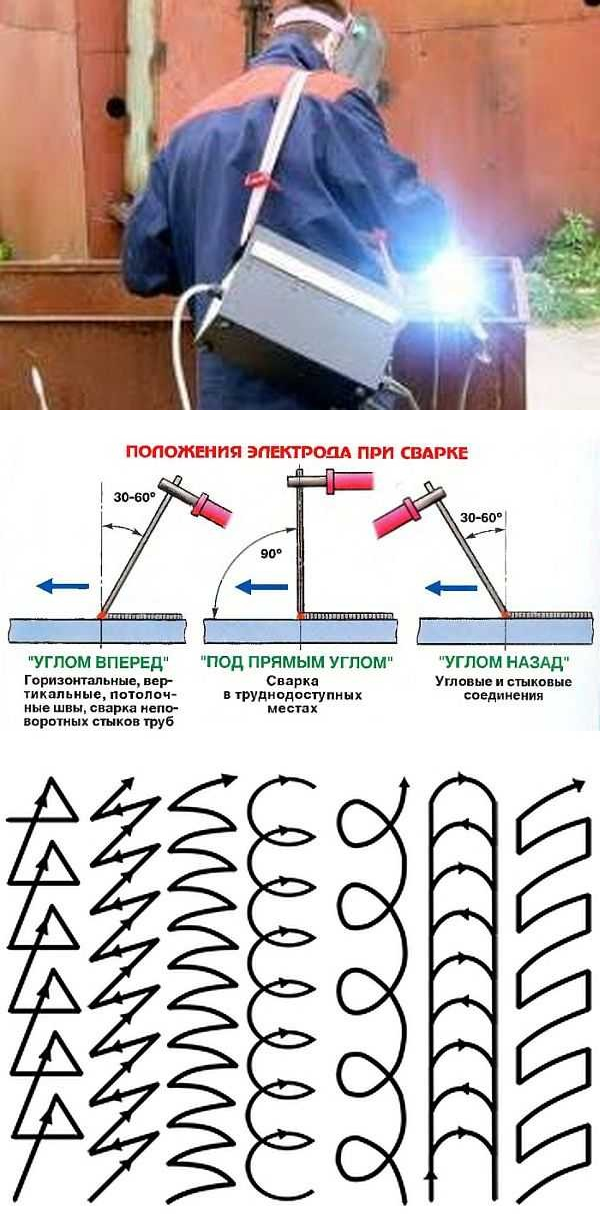
Передвижение электрода
Чтобы качественно приварить деталь к детали, необходимо знать, как двигать электродом. Новички думают, что достаточно зажечь дугу и медленно провести электродом по месту соприкосновения деталей, чтобы получился ровный шов
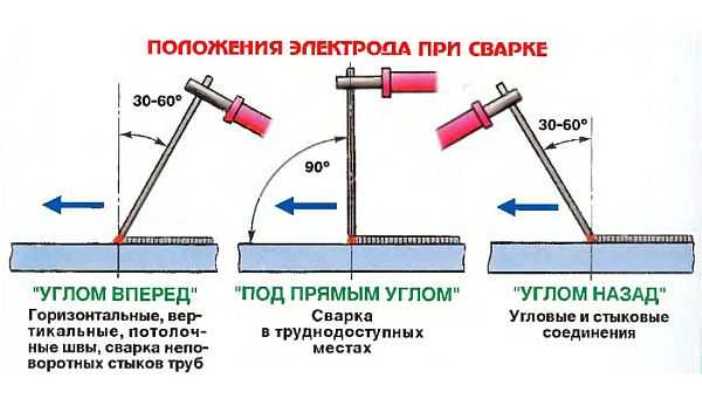
Важно правильно выбирать постоянный угол движения электрода, скорость перемещения рабочей части оборудования. Вести электрод прямо под прямым углом допустимо для тонколистового металла
Контроль дугового промежутка
Ещё один важный момент при сварке инвертором — расстояние между концом электрода и металлической поверхностью. Если расстояние около 2-х мм, проварка будет неглубокой и шов получится не прочным. Когда дуга более 4 мм, она становится нестабильной. Разбрызгивание металла увеличивается, а точность шва снижается. Располагать рабочую часть инверторного аппарата желательно на расстоянии 3 мм от металлической поверхности.
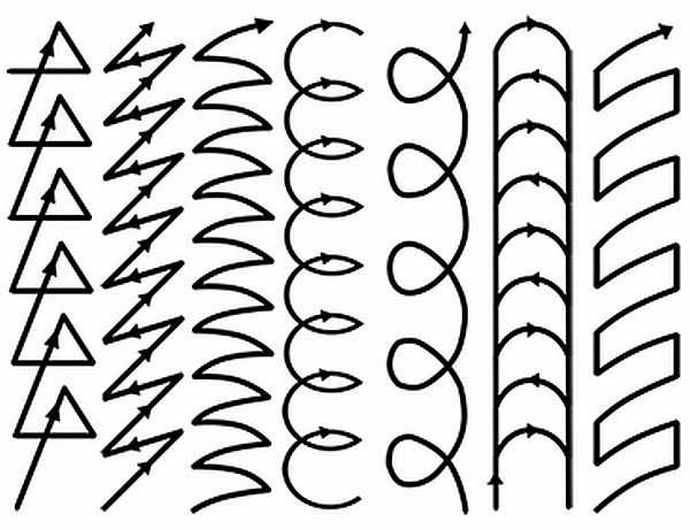
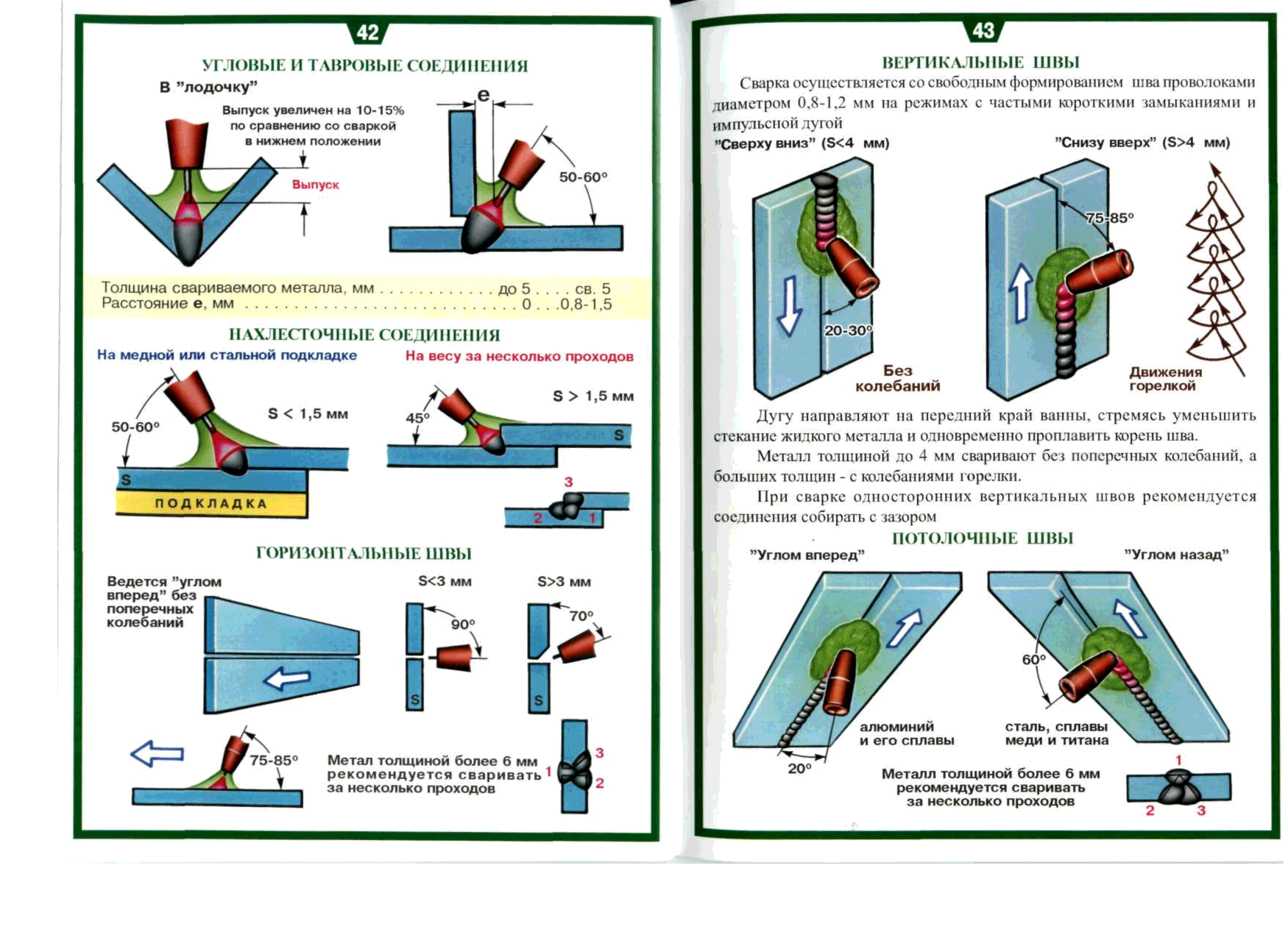
Правила создания ровных швов
Чтобы правильно варить металл и делать ровные швы, требуется учитывать некоторые особенности:
- Выбор угла сварки. Оптимальным считается диапазон углов от 30 до 40 градусов.
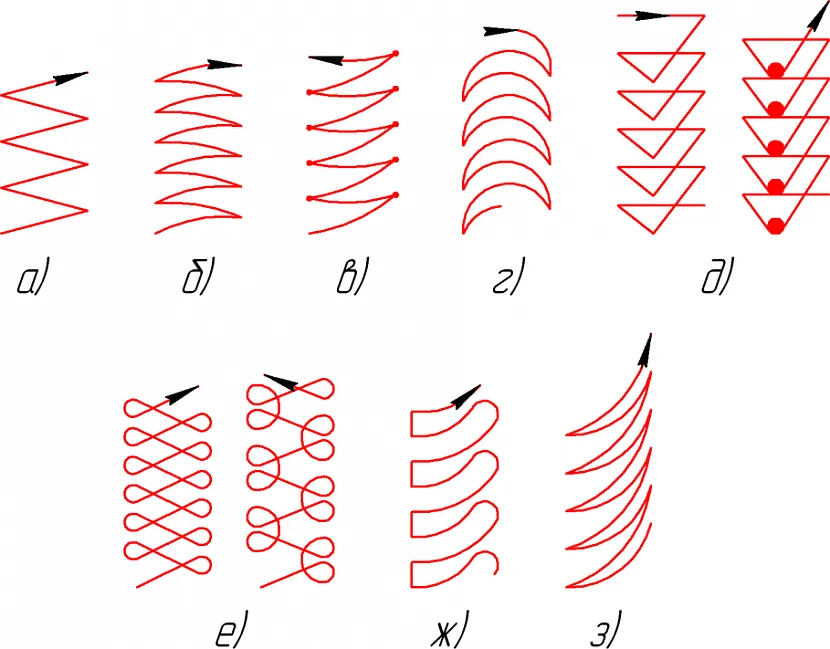
- Класть шов требуется продольными и поперечными движениями. В интернете существуют различные схемы, по которым можно тренировать движения нанесения шва.
Скорость выбирается в зависимости от выбранного способа работы электродом. Если вести электрод медленно, можно перегреть поверхность. При быстром ведение шов получается не прочным.
Азы сварки инвертором
Научиться варить сварочным инвертором несложно. Самым первым этапом овладения техникой сварки будет подготовка свариваемых металлических пластин:
- очищение кромки пластин от следов коррозии металлической щёткой;
- обезжиривание кромки растворителем.
Полагаясь на диаметр электродов, выбор которых основывается на марке свариваемого металла, необходимо выбрать величину тока для сварки. Значение сварочного тока также будет обусловлено и сечением свариваемых элементов. Чтобы качество шва при сварке инвертором не пострадало, предварительно сварные стержни следует просушить в духовом шкафу с температурой нагрева 200 º в течении 2-3 ч.
Способы выполнения сварных швов
Для того, чтобы сварить металл, клемму массы нужно подключить к плоскости свариваемого элемента. Далее нужно разжечь дугу. Сделать это можно двумя способами:
- чиркая по металлической поверхности пластины, по аналогии с розжигом спичечной головки;
- постукивая электродом по свариваемой поверхности.
Работа сварочным инвертором будет более удобной, если при сварке кабель держака прижать к телу, предварительно обмотав его вокруг предплечья рабочей руки. В таком положении кабель не будет тянуть в сторону держак и регулировка его положения будет более сподручной
Поэтому, при выборе инвертора особое внимание необходимо уделить длине и гибкости кабелей, ведь именно от этих показателей будет зависеть удобство работы сварщика
Правильное положение кабеля при сварке
После розжига дуги, электрод нужно отвести от плоскости металлической пластины на расстояние, равное длине дуги (примерно 2-3 мм) и можно приступать к сварке. Чтобы сделать качественную сварку, необходимо постоянно следить за длиной электродуги. Короткая дуга (около 1 мм) способна вызвать сварочный дефект, носящий название «подрез». Этот изъян сварки характеризуется возникновением неглубокой канавки, параллельной сварному шву, и приводящей к снижению показателей прочности шва. Длинная дуга нестабильна, обеспечивает более низкую температуру в зоне сварки, и, как следствие, такой шов имеет слишком малую глубину и «размазанность». Сварщик, который умеет правильно регулировать длину дуги, получит шов высокого качества.
После окончания сварки, следует аккуратно отбить молотком застывшую поверх шва окалину.
пошаговая инструкция. Какие меры, касающиеся техники безопасности, необходимо соблюдать?
Любому человеку достаточно узнать, как , и как варить инвертором, чтобы никогда не иметь проблем в быту, связанных с необходимостью качественного соединения различных изделий из стали и металла.
1 Коротко об устройстве сварочного инвертора и его ключевых достоинствах
Инверторное оборудование завоевало настоящую любовь у домашних умельцев благодаря тому, что оно позволяет каждому выполнять сварочные работы своими собственными руками. Стандартный инвертор для сварки конструктивно включает в себя:
- электронный преобразователь частоты;
- систему управления;
- сетевой выпрямитель и фильтр;
- силовой выпрямитель;
- высокочастотный трансформатор.
Современное устройство такого оборудования обеспечивает отличный сварной шов, добиться которого несложно любому человеку. При этом инвертор представляет собой весьма компактный агрегат. Он не занимает много места. Да и вес оборудования находится в пределах 5–15 килограммов, что дает возможность использовать его в качестве мобильного сварочного устройства.
Достаточно научиться правильно пользоваться инвертором, и он станет вашим надежным помощником в домашних делах. Инструкция к инверторному оборудованию того или иного производителя обычно подробно описывает, как следует производить подключение сварочного инвертора, какие электроды выбирать для соединения изделий из легированных, углеродистых, и из разных металлов.

Правда, бывает, что инструкция к аппарату не прилагается. Или же она имеется, но на иностранном языке. Понятно, что необходимо четко понять, как правильно варить такой «беспаспортной» установкой, иначе выполнение работ сварочным инвертором вместо удовлетворения от проделанных мероприятий принесет его владельцу одни неприятности. Об общих правилах использования сварочного инверторного оборудования мы и поговорим ниже.
2 Подготовка инвертора к работе
Перед тем, как приступить к сварке, нужно подготовить маску, защитную обувь и одежду. Без этого инвентаря варить сварочным агрегатом категорически запрещается. Также потребуется выбрать конкретные марки электродов для соединения деталей и конструкций, изготовленных из того или иного металла (о правилах выбора сварочных стержней мы расскажем далее). Не помешает и щетка со стальными щетинками, с помощью которой можно будет зачищать поверхности под сварку.

После этого необходимо выполнить правильное подключение сварочного аппарата. Так как описываемое оборудование имеет немалую мощность, следует заранее проанализировать возможности электросети, от которой будет запитываться инвертор. Все модели сварочных инверторов, предназначенных для бытовой эксплуатации, подключаются к 220-вольтной сети. В этом плане у вас проблем возникнуть не должно.







Важно лишь установить автоматический выключатель с требуемыми характеристиками, чтобы не беспокоиться о коротком замыкании и прочих неприятностях с электрической сетью. Далее понадобится подготовить площадку, на которой будут выполняться сварочные работы. Она должна быть свободна от посторонних предметов и конструкций, ограничивающих движения сварщика
Рядом с местом проведения работ не допускается наличия легкозагорающихся вещей, огне- и взрывоопасных соединений
Она должна быть свободна от посторонних предметов и конструкций, ограничивающих движения сварщика. Рядом с местом проведения работ не допускается наличия легкозагорающихся вещей, огне- и взрывоопасных соединений.

Удостоверившись в безопасности рабочего места, надеваем спецодежду и защитные приспособления, а затем:
- подсоединяем провода и кабели к инвертору;
- в держак вставляем сварочный стержень;
- к свариваемому изделию подключаем клемму массы.
Теперь с помощью аппарата можно варить разнообразные изделия.
3 Ключевые особенности применения инвертора
Для использования сварочного агрегата по назначению для начала нужно выполнить розжиг электрической дуги. Для этого подносим конец электрода под некоторым углом к стальной (металлической) поверхности и выполняем чиркающее легкое движение по ней. При удачном поджиге стержня появится небольшая вспышка, металл начнет плавиться. Вы можете начинать сварку.
Варить металл необходимо таким образом, чтобы во время процесса стержень находился от свариваемой поверхности на дистанции, примерно равной сечению выбранного электрода. Как правило, углеродистые стали и многие дру
Пошаговая инструкция для новичков
Для того, чтобы приступить к работе, необходимо обзавестись защитным комплектом. Он включает:
- Грубые тканевые перчатки. Резиновые использовать нельзя, поскольку под ними руки будут потеть.
- Сварочная маска для защиты роговицы глаз. Защитный фильтр подбирается под параметры силы тока. Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
- Куртка и брюки (или специальный костюм) из грубой ткани. Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.
- Обувь на толстой подошве с полностью закрытым верхом.
Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
- Рабочий стол достаточно большой площади, чтобы свободно расположить свариваемые заготовки.
- Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
- Деревянный настил под ногами сварщика, предотвращающий поражение электрическим током.
После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы. Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.
Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги. Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте
После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз.
Подготовка рабочего места
Рабочее место сварщика должно быть оборудовано в соответствии с правилами безопасности. Работы производятся в сухом, хорошо проветриваемом месте, не имеющем поблизости легковоспламеняющихся или взрывоопасных веществ. Оптимальный вариант — создание кабины с открытым верхом для возможности отвода сварочных газов. Стенки кабины должны состоять из негорючих материалов. Площадь кабины должна быть не менее 4,5 м2. Неподалеку должны находиться средства пожаротушения — огнетушители, песок, вода.

Рабочее место сварщика
Обучение проводят на открытых площадках, в более простых условиях, так как задача состоит в овладении навыками, а не в обеспечении высокой производительности работ. При этом все требования безопасности должны быть соблюдены неукоснительно:
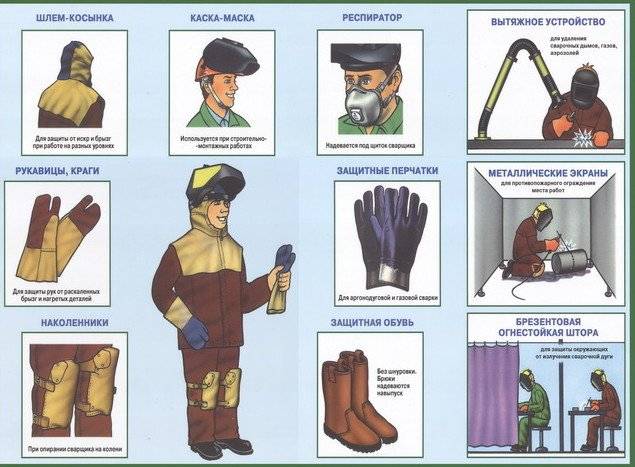
Средства защиты сварщика
- одежда сварщика должны быть изготовлена из толстой плотной ткани. Существуют готовые костюмы из брезента, оптимальным образом подходящие для таких работ;
- запрещены накладные карманы;
- обувь должна быть прочной и закрытой, защищающей от попадания брызг, сопутствующих плавлению металла;
- обязательно иметь маску сварщика и специальные краги — защитные перчатки с высокими манжетами.
Для удобства работы необходимо разложить в зоне свободного доступа электроды, провода не должны мешаться под ногами при передвижении.
Необходимые инструменты
Процесс протекает легче, когда подготовлены инструменты. Нам понадобятся:
- Сварочный инверторный аппарат.
- Электроды для сварки железа, алюминия или нержавейки, в зависимости от задачи.
- Маска сварщика. Для начинающих подойдет маска типа «хамелеон», меняющая затемнение стекла в зависимости от яркости дуги.
- Плотная (брезентовая) одежда сварщика.
- Краги сварщика или длинные перчатки из кожи, толстого брезента.
- Молоточек. Он пригодится для отбивки шлака от сварочного шва.
- Щетка по металлу. Нужна для зачистки металла от ржавчины, окалины. Наличие посторонних загрязнений на металле сильно затрудняет сварку. Электрод постоянно прилипает.
Наличие правильной подготовки инструментов — основа успеха хорошей работы.
Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.








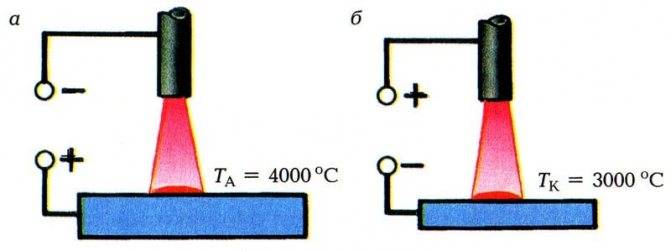
Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Конструкция
Конструкция инвертора для сварки достаточно сложная, это объясняется его широкими возможностями и удобством эксплуатации. Аппарат состоит из:
- корпус,
- панель управления с регулятором силы тока, индикаторами режимов и параметров,
- шасси,
- ручка для переноски, компактные модели снабжаются ремнем для переноски на плече,
- электронная схема инверторного преобразователя напряжения,
- вентилятор для охлаждения,
- сетевой кабель,
- сварочные провода.
Бытовые модели весом в 5-7 кг способны развивать сварочный ток до 120-150 А, их легко можно носить на плече. Такие устройства могут варить сталь толщиной до 4-5 мм.
Более мощные модели сварочных инверторов могут выдавать ток до 250 А, их уже переносят за ручку- вес составляет до 20 кг. Сварка для «чайников» лучше всего осваивается именно на инверторе.
Подготовка к работе
Соединение профильных труб без сварки преимущественно производится при помощи специализированных хомутов и болтов. С течением времени крепеж ослабляется, поэтому при уходе за изделием необходимо постоянно проверять прочность конструкции. Чтобы снизить проблемы при эксплуатации, для сборки конструкции применяется сварка.
Для получения прочного сварного шва требуется подготовить поверхность трубы. Для этого:
отрезки труб обрезаются по требуемой длине;

Использование болгарки для нарезки труб
Обрезать трубы рекомендуется специальными инструментами, например, ножовкой по металлу, что позволяет сделать срез максимально ровным.
- если необходимо соединить элементы под углом, то трубы тщательно подгоняются друг к другу, чтобы зазоров было как можно меньше. Это позволит увеличить качество сварного шва и, как следствие, надежность готового изделия;
- места, где предполагается расположение сварного шва, очищаются от ржавчины, заусенцев и иных посторонних налетов. Любое вкрапление отрицательно влияет на прочность шва. Очистку можно провести простейшей металлической щеткой или специализированной техникой, например, шлифовальной машинкой.

Подготовка поверхности перед сваркой





