Преимущества Ресанта САИ-190 ПРОФ
САИ-190 ПРОФ выпускается в новом корпусе с лучшей эргономикой. Панель управления данного сварочного аппарата защищена крышкой, выполненной из прозрачного пластика. Все параметры инвертора выводятся на цифровой дисплей. В САИ-190 ПРОФ площадь вентиляционных отверстий несколько увеличена, что способствует более лучшему теплообмену. В результате этого продолжительность нагрузки при работе с наиболее максимальным током составляет около 70%. Модель весит немного меньше пяти килограмм, оснащена ручкой для перемещения.
Сварочный инвертор Ресанта САИ-190 ПРОФ просаживает сеть еще меньше и экономнее потребляет электроэнергию (до 30% экономии). Но данный сварочный аппарат примечателен не только этим.
Благодаря наличию в аппарате корректора коэффициента мощности (характерная особенность аппаратов бренда Ресанта серии ПРОФ), он всегда стабильно работает на сетях, имеющих напряжение от 100В. Общий диапазон входного напряжения составляет 100-260В. Помимо этого, данный инвертор более надежен, осуществляя работу от любых автономных источников питания.
При использовании генераторов, последние можно использовать меньшей мощности для работы Ресанта САИ-190 ПРОФ по сравнению с прочими сварочными аналогами.
Пример: для обеспечения должной работоспособности САИ-190 или САИ-190 ПН необходим генератор с мощностью равной 5.5 кВт, а для стабильной работы Ресанта САИ-190 ПРОФ вполне достаточно генератора мощностью 4.6 кВт.
Полуавтомат из сварочного трансформатора
Старый сварочный трансформатор, который давно пылится в гараже, способен превратиться в рабочий сварочный полуавтомат.
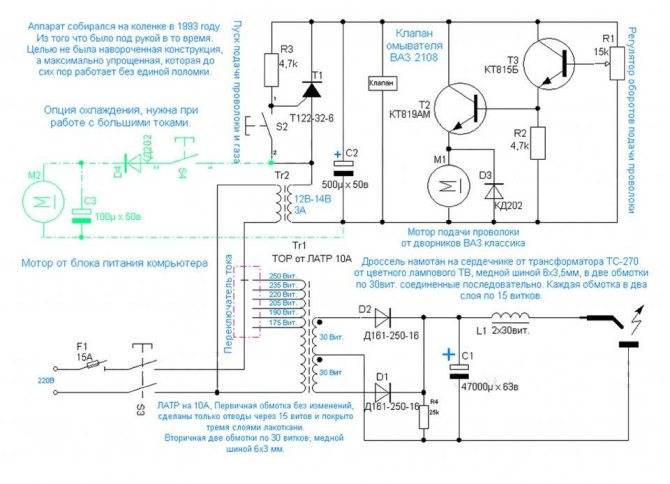
Рисунок 10 — Схема полуавтомата из сварочного трансформатора
Старый аппарат с выпрямителем и постоянным током на выходе дорабатывать не нужно. Если трансформатор использовался для сварки переменным током, его придется усовершенствовать.
Блок преобразования тока
Преобразовать трансформатор в источник постоянного тока поможет установка фильтра и диодного моста. Диодная сборка служит для выпрямления вторичного напряжения, а фильтр обеспечивает стабильную дугу за счет сглаживания пульсаций. После выпрямления напряжение приобретает вид синусоиды и представляет собой пульсирующее напряжение с частотой 100 Гц. Дважды за период отмечается нулевое значение. Если его использовать в существующем виде, то дуга будет гореть нестабильно, что негативно скажется на процессе сварки. Подключение фильтра сгладит существующие провалы напряжения.
Рисунок 11 — Блок преобразования тока
Подключение фильтра
В состав фильтра входит дроссель последовательного включения в сварочную цепь и конденсатор с параллельным включением. Такое сочетание емкости и индуктивности носит название Г-образного фильтра, что связано с изображением подключения элементов на схеме.
Конденсатор для полуавтомата используется полярный, электролитический. Емкость должна быть не менее 10 тыс. мкФ, а больше только лучше. Для обеспечения запаса напряжение конденсатора должно быть от 100 В. Емкость спаянных параллельно конденсаторов суммируется, поэтому можно взять имеющиеся с меньшим номиналом.
Дроссельный узел
Дроссель получается наматыванием старого, подходящего по габаритам трансформатора. Для этих целей подходит питающий трансформатор мощностью минимум 250 Вт, изъятый из старого лампового цветного телевизора. Обычно у него две катушки на замкнутом овальном сердечнике из двух частей. Конструкцию следует разобрать, подводы удалить и снять катушки.
Для намотки потребуется плоская медная шина подходящего сечения. Взамен снятого провода на каждую из катушек вручную наматывается шина в два слоя. В результате должно быть 15–20 витков. Половинки сердечника складываются, а между ними вставляется прокладка из текстолита толщиной 1,5 мм. Катушки возвращаются на место и соединяются последовательно.
Для проведения сварочных работ собранным полуавтоматом потребуются горелка, устройство перемещения проволоки, рукав для подачи проволоки и углекислый газ.
Проверка ПН
Поскольку токовые характеристики всех инверторов завышены, ПН, указанный на шильдах инверторов, также не соответствует действительности. Чтобы представить, какой продолжительностью нагрузки обладают источники, рассчитаем их приблизительный режим работы. Для этого все аппараты будут нагружены их реальным максимальным током и помещены в термокамеру (при температуре 40 градусов). Исходя из времени, которое каждый источник сможет продержаться в тепловом контуре не отключаясь, сделаем выводы о реальном ПН.
Приходя в магазин за новым сварочным инвертором, сварщик-профессионал обращает внимание на ток длительной нагрузки, который указан на шильде. Цифры, указанные там, обозначают пороговые значения тока, которые сварщик может выставить на источнике не опасаясь отключения аппарата по перегреву независимо от времени работы. Неверные данные, обозначенные в графе ПН100% могут ввести сварщика в заблуждение и привести к вынужденным простоям в работе
Неверные данные, обозначенные в графе ПН100% могут ввести сварщика в заблуждение и привести к вынужденным простоям в работе.
Результаты испытаний, полученных в термокамере
| Инвертор | Iмакс, А (максимальный ток инвертора в термокамере) | Время нахождения в камере до включения индикатора перегрева | Реальное значение ПН, % на макс. токе | Заявленное значение ПН, % на макс. токе | Реальный ПН 100% (ток длительной нагрузки), А | Заявленное ПН100%, (Ток длительной нагрузки), А |
| САИ160К | 120 | 2 мин 36 сек | 26 | 70 | 61 | 100 |
| САИ 190К | 140 | 2 мин 14 сек | 22 | 70 | 65 | 120 |
| САИ 220К | 160 | 1 мин 56 сек | 19 | 70 | 70 | 140 |
| САИ 250К | 183 | 3 мин 13 сек | 32 | 70 | 101 | 160 |
Схема и ремонт
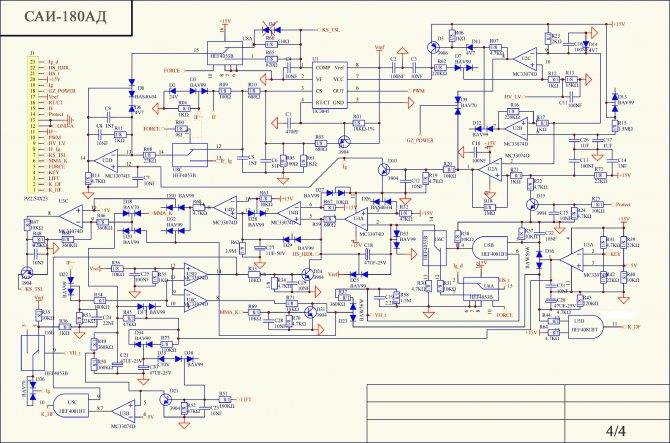
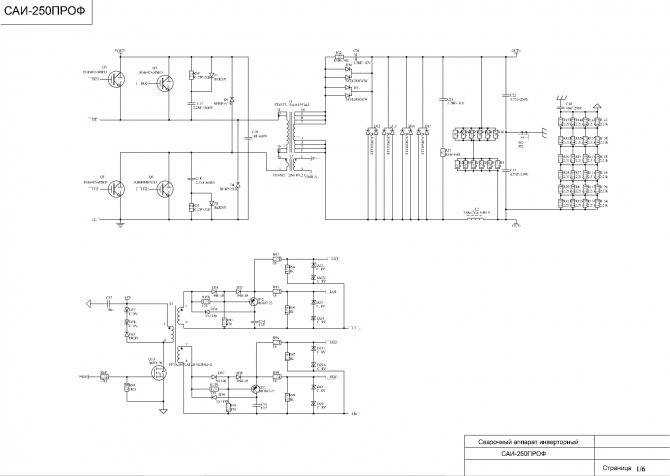
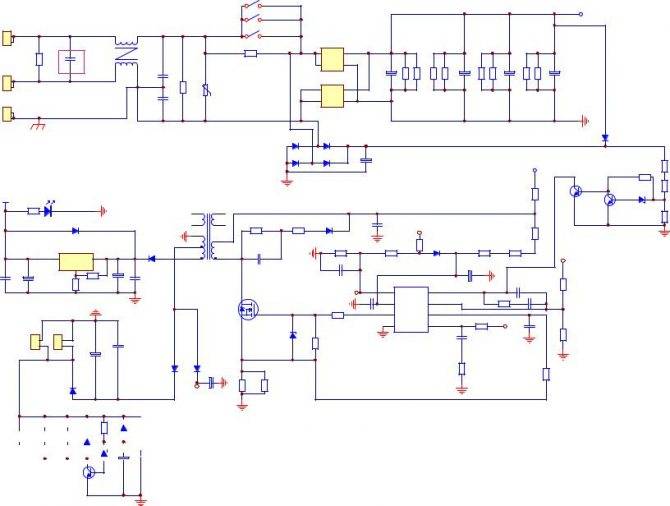
Если нет желания отдавать сварочник в ремонт и хочется разобраться самостоятельно (ведь схема не такая сложная), то нужно найти и изучить схему и неисправности РЕСАНТА САИ 190. Если есть опыт, то схему можно не использовать вообще, которая нужна только для удобства и быстрого поиска неисправностей. Для иллюстрации примера приведена схема сварочника инверторного типа РЕСАНТА САИ 220 (190), а также отмечены основные радиоэлементы, которые часто выходят из строя.










Схема 1 — Электрическая схема сварочного инвертора ресанта САИ 220.
Для ремонта аппарата нужно разобрать типовые неисправности и способы их устранения.
Типовые неисправности
Иногда сварочный аппарат инверторного типа дает сбой. Причины и последствия могут быть разнообразными. Если есть возможность, то следует сдать его в ремонт. Однако многие захотят сделать его самостоятельно. Благодаря такому решению вопроса можно повысить свои знания в области электротехники, ведь электрических приборов очень много и на их ремонте можно существенно экономить. Неисправности следует классифицировать на простые и сложные. К простым относятся:
- Перегрев из-за пыли.
- Обрыв проводов.
- Потеря мощности (из-за влажного корпуса).
- Пробивание массы на корпус.
- Плохие контакты.
- Залипание электрода.
Любой электрический прибор не любит пыль, так как она затрудняет отдачу тепла, является проводником тока (возможно КЗ). Даже при качественной уборке помещения пыль все равно будет. Регулярное обслуживание не только способно продлить срок эксплуатации приборов, но и оградит от множества проблем финансового и ремонтного характера.
Обрыв проводов бывает в тех местах, которые подвержены постоянным перегибам. Перегиб проводов очень сложно отследить, и часто это приводит к КЗ. Кроме того, на колодках, держащих электрод, разбалтываются контакты, делая сварку менее качественной или невозможной. Периодически все контакты нужно подтягивать.
Работа во влажном также влияет на работу сварочника. Может произойти потеря мощности. В этом случае необходимо избегать таких условий работы.
При пробивании массы на корпус (выбивает предохранитель и счетчик) нужно проверить места соприкосновения токоведущих частей с корпусом и заизолировать провод.
Кроме того, при нестабильной дуге следует проверить качество электродов и выставленный ток.
Поломки сложного типа
К поломкам сложного типа относятся неисправности какого-либо радиоэлемента и требуют дополнительных знаний. Если нет опыта в ремонте радиоаппаратуры, то существует 2 способа решения проблемы:
- Отдать квалифицированному специалисту.
- Приобрести опыт в этой сфере и сделать все самостоятельно.
Следует обратить внимание на правила техники безопасности при ремонте аппаратуры и быть очень аккуратным. На самом деле, в ремонте своими силами нет ничего сложного
Необходимо лишь открыть интернет и найти все детали сварочника инверторного типа. В интернете существует множество информации о проверке конкретной детали. Даже есть и проверка микросхем в домашних условиях.
В первую очередь, нужно визуально осмотреть детали. Это могут быть подгоревшие резисторы, диоды, вздувшиеся электролитические конденсаторы, подгоревший трансформатор и многое другое. Если ничего не обнаружено, то нужно проверить поступление входного U на диодный мост. Для этого его выход нужно отсоединить. При пробитых диодах нужно заменить неисправные и повторить попытку. Если не горят светодиоды, то необходимо их проверить и по возможности заменить на исправные.
Следующим шагом является проверка транзистора fqp4n90c. Ключевой транзистор 4n90c в блоках питания сварочных инверторов служит для повышения частоты постоянного тока и передачи его на импульсный трансформатор. Аналогом fqp4n90c (чем заменить) является STP3HNK90Z, но желательно найти такой же.
Принцип работы аппарата «Ресанта САИ-220 ПН»
Принцип работы аппарата «Ресанта» данной модификации заключается в следующем:
- междуфазное напряжение 0,4 КВ переменного тока и стандартной частоты, равно 50 Гц преобразовывается в постоянное 400 В;
- вследствие этого, инвертор преобразовывает в высокочастотное напряжение, которое выпрямляется посредством диодного моста;
- в отличие от сварочных трансформаторов, оснащенных простым выпрямителем, в аппарате «Ресанта САИ-220 ПН», который относится к инверторным изделиям, переменное напряжение имеет три стадии, а постоянное рабочее напряжение равно 90 процентов против 60 соответственно в трансформаторе;
- постоянное напряжение аппарат выдает даже при 95 % заполненности, что дает возможность держать сварочную равномерную дугу более устойчивой, чем другие сварочные приборы.
Порядок подготовки аппарата к работе
Внимание! Подключение устройства «Ресанта САИ-220» (отзывы сварщиков указывают и в инструкции производителя сказано) следует начинать со сборки схемы низкого, рабочего напряжения:
- Проверить отключенное положение выключателя «Сеть».
- Подключить необходимого сечения к рабочим силовым клеммам: » — » и » + «; проверить надежность подключения держателя электрода на необходимом по условиям сварки кабеле.
- Надежно подключить второй рабочий силовой кабель к изделию, с которым будут проводиться работы.
- Присоединить корпус «Ресанта САИ» к стационарному заземляющему устройству; если такого нет, то к переносному заземлению в виде штыря длиной не менее 140 см, который забивается в землю на расстоянии от аппарата не менее 5 м.
- Подключить аппарат к сети стандартного напряжения; подать напряжение стандартное на аппарат.
- Повернув выключатель «Сеть», включить сварочный аппарат.
- Вращением регулятора величины рабочего постоянного тока выставить необходимый токовый режим конкретной работы.
- Проверить на отсутствие замыкания рабочих силовых кабелей.
Режимы, которые зависят от диаметра используемого электрода, работы инверторного сварочного аппарата, следующие:
- 1,6 мм — 20-45 А;
- 2,0 мм — 45-70 А;
- 2,5 мм — 65-85 А;
- 3,2 мм — 90-145 А;
- 4,0 мм — 130-195 А;
- 5,0 мм — 160-220 А;
- 6,0 мм — 210-300 А.
Как работать?
Несколько рекомендаций, как правильно сваривать металл инвертором для новичков, помогут освоить технологию. Силу тока для начала можно выставить, используя табличные значения. Теперь можно приступать непосредственно к сварке.
Розжиг дуги
Дуговая сварка для опытных и для начинающих начинается с розжига дуги. Дугу разжигают двумя способами:
- чиркая электродом по заготовке
- постукивая.

Для начинающих домашних мастеров рекомендуется зажигать дугу методом чиркания. Подводить электрод к заготовке нужно быстро, а отводить- медленно, на расстояние 2-3 мм.
Как вести электрод?
Чтобы тяжелый кабель не поворачивал держатель при ведении вдоль шва, мастера дают следующий совет: обернуть его вокруг рабочей руки и прижать к боку.
Вести держатель нужно равномерно, без рывков и остановок, на одном и том же расстоянии между кончиком электрода заготовкой. Нужно учитывать то, что по мере движения вдоль шва стержень выгорает и длина его уменьшается.
Как научиться сваривать металл ровно?
В зависимости от особенностей шва используется несколько техник, определяемых положений электрода относительно заготовки:
- углом вперед (30-40о) подходит для вертикальных и потолочных швов, неповоротных стыков труб,
- прямой угол (90о) удобен для труднодоступных мест и стыков профильного проката,
- углом назад (30-40о).

Сварочный шов для начинающих рекомендуется способ «углом назад».
Использование в работе
 Одним из несомненных преимуществ сварочных инверторов САИ 160 является простота работы с ними. Не требуется предварительная подготовка и обучение сварке, разобраться со всеми особенностями использования данного аппарата можно буквально за 5−10 минут. Имеется возможность выполнения ручной или полностью автоматической сварки.
Одним из несомненных преимуществ сварочных инверторов САИ 160 является простота работы с ними. Не требуется предварительная подготовка и обучение сварке, разобраться со всеми особенностями использования данного аппарата можно буквально за 5−10 минут. Имеется возможность выполнения ручной или полностью автоматической сварки.










На передней панели можно найти регулятор силы электротока, который следует выставлять в зависимости от толщины применяемых для сварки электродов и показателей тугоплавкости рабочих металлов.
Наличие большого диапазона регулировки рабочих параметров позволяет не только улучшить качество сварки, но и дает возможность работы со сварочным инвертором людям, которые ранее никогда не занимались такими работами.
Инвертор оснащен соответствующей защитой от перегрева, что позволяет предотвратить выход из строя аппарата по причине перенапряжения и перегрева. Автоматика постоянно следит за температурой агрегата и при достижении пиковых величин самостоятельно отключает инвертор вплоть до полного остывания устройства. То же самое происходит и при повышении или понижении напряжения в сети, когда встроенное реле отключает инвертор до восстановления необходимых характеристик электротока в питающей сети.
Несомненным преимуществом использования инверторной технологии сварочных аппаратов является значительное уменьшение габаритов такого оборудования, а также улучшение качества сварки. Последнее достигается за счет стабилизации напряжения на выходе, соответственно сварочная дуга будет иметь необходимые показатели мощности, что исключает наличие недоваренных участков металла, где качество соединения может оставлять желать лучшего.
Как и у большинства бытовых моделей сварочных инверторов, автоматика и силовая часть Ресанта САИ 160 крайне критична к температуре и показателям влажности окружающего воздуха. Все работы можно проводить в помещении или на открытом воздухе при температуре от +10 до +40 градусов. Более подробно познакомиться с требованиями по эксплуатации данного агрегата можно их инструкции к этой модели инвертора.
https://youtube.com/watch?v=EW80KoRU330
Для упрощения работы на передней панели аппарата находятся соответствующие клеммы для подключения силовых проводов и сварочного кабеля. Такие клеммы и фиксаторы обеспечивают качественное крепление проводов и кабелей, что гарантирует полную безопасность использования аппарата.
 Необходимо еще до включения аппарата выставить минимальное значение сварочного тока, после чего сетевой выключатель переводят в положении Включено, автоматика зажжет дугу, лишь после этого на аппарате выставляют требуемую величину сварочного тока.
Необходимо еще до включения аппарата выставить минимальное значение сварочного тока, после чего сетевой выключатель переводят в положении Включено, автоматика зажжет дугу, лишь после этого на аппарате выставляют требуемую величину сварочного тока.
Выключение аппарата выполняется в обратной последовательности, то есть регулятор тока устанавливают на минимальное значение, после чего сетевой выключатель переводят в режим Выключено.
Важно. Придерживаясь такого алгоритма выключения и включения оборудования, вы сможете обеспечить беспроблемность и долговечность его использования
Сварочный аппарат инверторный Ресанта САИ 160 — это недорогая модель начального уровня, которая станет отличным выбором для дачников и обычных домовладельцев. Использование техники не представляет особой сложности, поэтому каждый, даже не имея опыта сварочных работ, сможет с легкостью использовать такое оборудование, обеспечивая качественное соединение металлических деталей. Этот аппарат отличается надежностью, простотой в использовании и предлагается по доступным ценам.
Написать комментарий
Как только импульс управления прекращается остаточная магнитная энергия сбрасывается D15…D17, а силовые транзисторы закрываются с помощью транзисторов Q3 и Q5, причем происходит это через конденсаторы С 9 и С
Это свидетельствует о неготовности к выполнению сварки. Возможен выход из строя трансформатора, и это явление довольно редкое.
Чтобы сварщику было удобнее следить за параметрами работы аппарата, на панели управлении имеется цифровой дисплей. На выводе 3 компаратора U2A появляется практически напряжение питания и компаратор зажигает LED2 и открывает транзистор Q3, который душит на землю управляющее напряжение и контроллер выдает только очень короткие импульсы управления, которые не позволяют перегрузить силовой каскад — работа то идет практически на короткое замыкание и единственным сопротивление вторичного напряжения является реактивное сопротивление L1 индуктивность которого и выбрана таким образом, чтобы она оказывала влияние только на самые короткие импульсы. Но учтите, что аппараты на IGBT транзисторах нуждаются в особом хранении, поскольку очень чувствительны к пыли и влаге.
Для улучшения охлаждения электронной схемы устройства вентиляционные отверстия на его корпусе имеют увеличенную площадь. При неисправностях силового блока нужно проверить транзисторы визуальная проверка может ничего не показать. Сформированный постоянный ток подается к сварочному держателю именно с его помощью создается и горит электрическая дуга. На последок остается добавить, что я собираю информацию по используемым в сварочных инверторах компонентам и результаты поисков свожу в таблицу с краткими характеристиками.
Если этого не произойдет, то необходимо проверить транзистор fqp4n90c. Подробно о принципе работы UC есть отдельное видео и статья, ссылки в описании.
Техника безопасности при работе со сварочным инвертором
Чтобы продлить срок службы инвертора модели САИ-250, профессионалы рекомендуют перед началом использования выдержать его в течение 2–3 часов при положительной температуре. В устройстве не будет образовываться конденсат, который и может стать причиной возникновения аварийных ситуаций. Кроме того, надо очень внимательно следить, чтобы сварочные кабели и провода подключения не имели повреждения изоляционного слоя. Это противоречит требованиям безопасности, а также может стать причиной выхода устройства из строя.
Инвертор САИ-250, область использования которого очень широка, нельзя включать в помещениях, где производится обработка деталей методами, предполагающими образование металлической пыли или мелкой стружки. Такие металлические включения, находящиеся в воздухе, могут попасть внутрь данного устройства и вывести его из строя. С этим инвертором (так же, как и с другими) нельзя работать на открытом воздухе во время осадков или в помещениях, уровень влажности воздуха в которых повышен.

Соблюдайте стандартные требования техники безопасности при работе с Ресанта САИ-250
Даже если вы очень хороший и опытный специалист, перед использованием такого устройства лучше еще раз ознакомиться с требованиями по технике безопасности, которые необходимо соблюдать при работе на электрических установках промышленного и бытового назначения. Существует несколько несложных правил, которым следует строго следовать при работе с подобным оборудованием.
- Место, где проводятся сварочные работы, должно быть хорошо проветриваемым, необходимо обеспечить приток свежего воздуха.
- Строго следуйте требованиям пожарной безопасности.
- При работе обязательно используйте маску для сварщика, специальную одежду, плотные рукавицы и головной убор. Такие средства безопасности обеспечат защиту ваших глаз и кожи от ожогов.
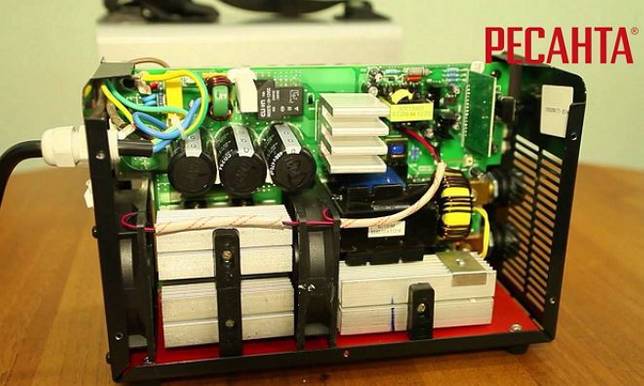
Внутреннее устройство сварочника
Следует строго соблюдать требования по хранению подобного оборудования. Для этого необходимо использовать помещения, в которых не должно быть паров щелочей, кислот, а также большого количества пыли. Условия, в которых хранится сварочный инвертор данной модели, должны удовлетворять следующим требованиям:








- уровень влажности окружающего воздуха – не более 80%;
- температура окружающей среды – от –10 до +50 градусов Цельсия.
Это интересно: Цанга для ручного фрезера: виды, назначение и особенности применения
Характеристики Ресанта САИ 220
Паспортные параметры инвертора — серьезная ставка на мощность и производительность. Рассмотрим, какие значения заявлены производителем и какие они дают возможности.
- Масса составляет 4,9 кг — это весьма небольшое значение, позволяющее легко транспортировать аппарат даже общественным транспортом и использовать его для мобильной сварки.
- Напряжение холостого хода — 80 В, а напряжение дуги во время работы — 28 В. Низкое значение напряжения делает его безопасней для сварщика.
- Диапазон регулировки силы тока от 10 до 220 А обеспечивает работу с тонкими электродами и поверхностями при малом токе, а толстые электроды (диаметром до 5 мм) при 220 А достаточны для сваривания и резки массивных поверхностей.
- Номинальное напряжение электросети — 220 В. Допустимое положительное отклонение составляет +10% (242 В), а отрицательное -30% (154 В). Электросеть должна выдерживать потребляемый инвертором ток до 30 А, необходимый при сварке на максимальной мощности (6,6 кВт).
- Продолжительность нагрузки (ПН) при 220 А — 40 %. Это доля времени, допустимого для непрерывной сварки в коротком сварочном цикле. Установив силу тока 140 А, сварку прерывать на охлаждение не надо.
Схемы других моделей
Как ранее было отмечено, практически все инверторы работают по схожему принципу, и создаваемые схемы могут отличаться несущественно. Все сварочные аппараты делятся на несколько основных групп:
- Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Подобная схема характеризуется высокой эффективность, а конструкция имеет небольшой вес.
- Для применения тугоплавких электродов применяется сварочное оборудование типа ММА+TIG. Они могут работать в среде инертных газов.
- На производственных линиях встречаются агрегаты с полуавтоматической подачей прутка. В этом случае работа, как правило, проводится в среде инертных газов или в специальных ванночках.
- При кузнечном или прочем ремонте используется точечная сварка.
Модель ARC 160, схема которой довольно сложна, может применяться для проведения самых различных работ. В отличии от arc 140, схема новой модели лишена основных недостатков.

Сварочный инвертор ТОРУС 250
Вариант исполнения торус 250 состоит из следующих элементов:
- Генератора тактового типа, построенного на микросхеме TL Стоит учитывать, что схема мощного инвертора не предусматривает использование ШИМ, но в микросхеме есть два компаратора с датчиками тепловой защиты.
- Система защиты и регулировочный модуль выполнены на основе LM Датчик, определяющий параметры тока, помещен на ферритовом кольце с обмоткой.
- В схему включается также два выходных драйвера, построенные на IR
В отдельную категорию относят схему сварочного инвертора на тиристорах, которая получила весьма широкое распространение.
Ремонт Торус 250 следует проводить с открытия конструкции и визуального осмотра основных элементов. В рассматриваемом случае они следующие:
- Выпрямитель выходного типа представлен отдельной платой, на которой размещается два радиатора. Они служат в качестве основания для размещения диодных сборок. Также в модуль входит один трансформатор и дроссель. Количество элементов в выходном выпрямителе во многом зависит от конкретной сборки.
- Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками.
- В качестве выходного выпрямителя используется мощный диодный мост. В рассматриваемом случае он расположен в нижней части конструкции. На этой модели устанавливается крайне надежный и практичный мост, который сложно спалить при исправной работе системы охлаждения.
- Микросхема управления является основным элементом конструкции. Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним.
- Корпус с вентилятором системы охлаждения. Как правило, охлаждающий блок выходит из строя только в случае механического воздействия.
Для диагностики многих элементов приходится проводить их демонтаж. Именно поэтому лучше всего доверить работу профессионалам, так как неправильная сборка может привести к существенным проблемам.
Сварочный инвертор САИ 200, схема которого несущественно отличается от аппаратов схожего типа, применяется для ручной дуговой сварки и наплавки при применении штучных электродов. RDMMA 200 относится к оборудованию нового типа, которое создается без применения трансформаторов. За счет этого возможна более точная и плавная регулировка показателей тока, при работе не появляется сильного шума.
В заключение отметим, что вышеприведенная информация определяет сложность конструкции сварочных инверторов. При этом производители не распространяют подробные схемы устройств, что усложняет обслуживание и ремонт. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Именно поэтому перед проведением каких-либо работ нужно подробно ознакомиться с конструктивными особенностями устройства.





