Какие инструменты используются для накатки резьбы?
Процесс накатки нарезки на трубах может осуществляться при помощи ряда способов:
- Фабричный метод накатки. Труба с резьбой поступает в продажу в готовом виде.
- Механическая нарезка. Этот метод требует наличия специального оборудования, во многих мастерских для данных целей используются токарные станки. В патроне станка зажимается труба, в суппорт помещается резец для накатки резьбы. Внутри и снаружи трубы снимается фаска. Канавки нарезаются при перемещении суппорта, скорость которого необходимо настроить для более точной накатки. В целом данный метод обеспечивает максимально тонкую нарезку.
- Ручной способ накатки. В некоторых случаях, когда трубу невозможно поместить в станок (например, при необходимости нарезки резьбы на уже установленном трубопроводе), используются ручные инструменты. Для нарезки вручную потребуется метчик или специальная плашка.
Метчик используется при накатке внутренней резьбы. Хвостовик метчика вставляется в держатель, затем инструмент медленно вкручивается в полость трубы. Этот способ требует достаточных физических усилий.
Чтобы осуществить нарезку плашкой, необходимо закрепить инструмент в зажиме с одной, а лучше – двумя рукоятями. Плашка навинчивается на отрезок трубы по направлению часовой стрелки. При работе с трубами с диаметром более ½” применяются сразу два инструмента: чистовая и черновая плашка.
Перечисленные виды нарезки труб не требуют высокого уровня мастерства, обработка труб плашкой или метчиком – достаточно заурядная процедура, осуществляемая всеми сантехниками при работе с металлическими трубами. Эти методы актуальны при обработке как водопроводных, так и газовых и отопительных труб.
Параметры классификации трубной резьбы
Классификацию резьбовых соединений производят по разным параметрам. По способу нарезки можно сгруппировать на следующие виды:
- Тип поверхности расположения канавок – в виде цилиндра (цилиндрическая) или конуса (коническая).
- Расположение на изделии. Нарезают по наружной или внутренней поверхности.
- Число заходов спиральных углублений. Могут быть однозаходные и многозаходные.
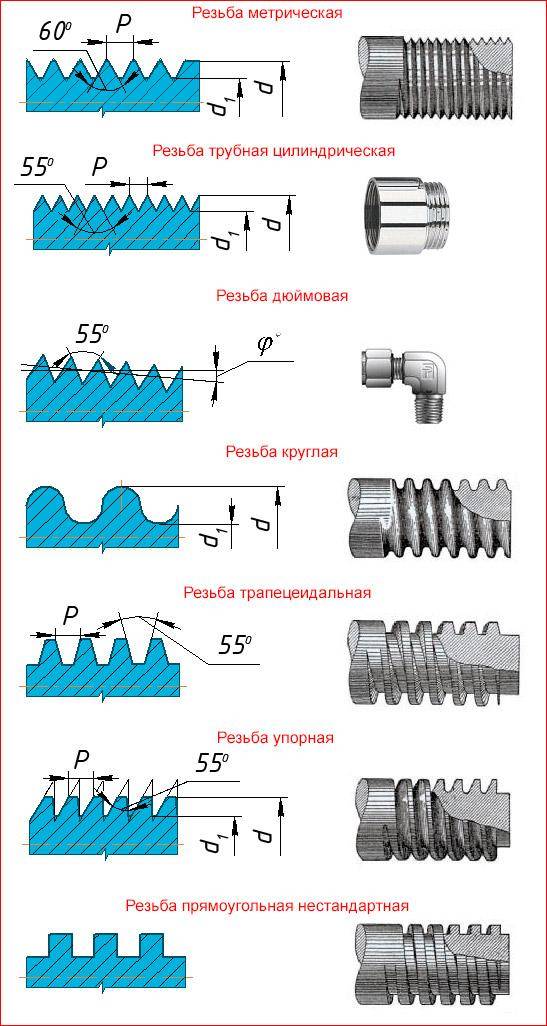
- Профиль накатки. Это может быть прямоугольник, треугольник или трапеция. Чаще всего используется треугольный профиль, как самый прочный универсального назначения.
- Направление витков. Может быть прямоугольной или левосторонней.
- Единица измерения диаметров. Резьбовые соединения измеряются в метрической или дюймовой системе.
- Назначение. Могут быть крепежными, ходовыми, крепежно-уплотнительными и упорными.
Трубные резьбы, используемые при монтаже систем водоснабжения, отопительной сети и канализации, подразделяются на следующие виды:
- Цилиндрическая.
- Коническая.
- Дюймовая.
Область применение каждого вида профиля уточняется его техническими свойствами и характеристиками.
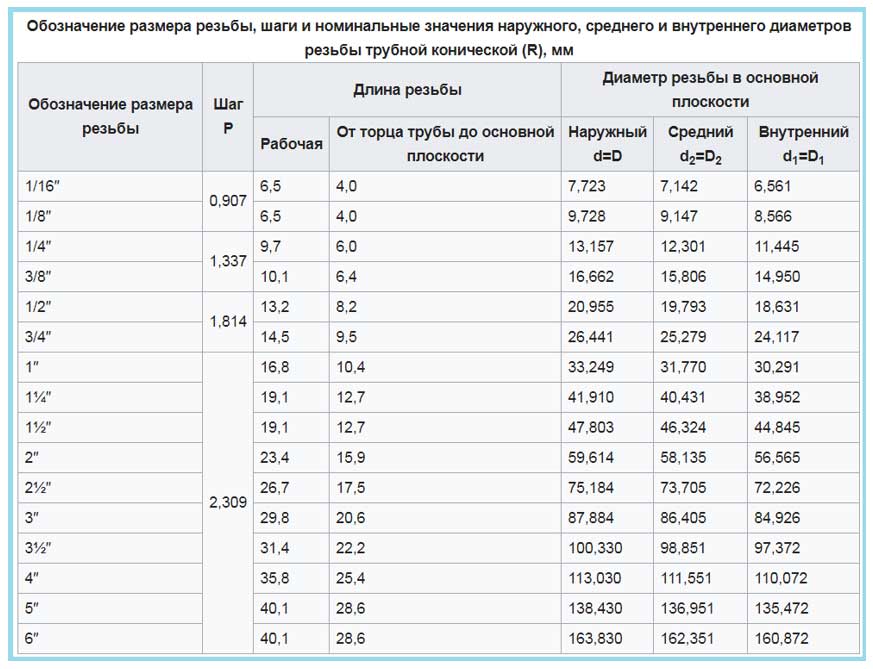
Коническая
Трубный профиль с нарезом в виде уменьшенного конуса называется конической резьбой.
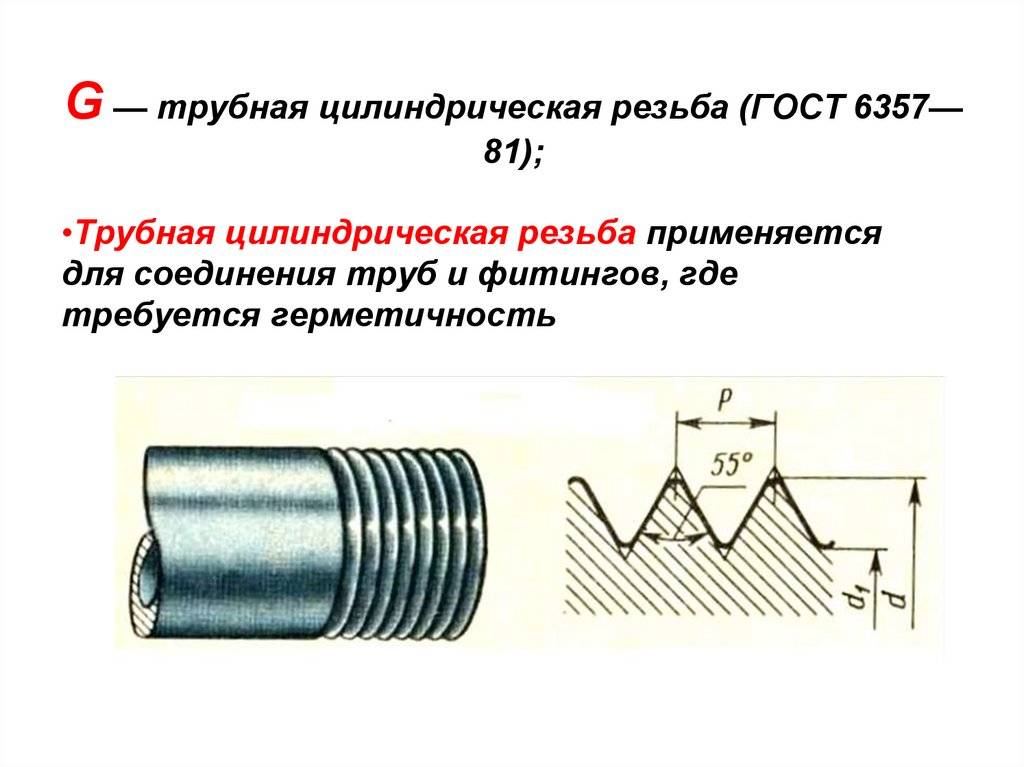
На чертежах и монтажных схемах обозначается английской буквой G и измеряется в дюймах. Нарезка такого вида применяется для герметичности трубопроводов высокого давления, заполненных жидкостями или газообразными веществами. Коническая накатка обеспечивает прочное монолитное соединение изделий.
В качестве примера можно привести гидропривод тяжелой техники, в котором маслянистая жидкость работает в условиях высокого давления. В этом случае в соединении узлов задействованы профили разного типа. Поэтому конические резьбовые соединения обозначаются показателем в виде дроби, где числитель – это внутренняя резьба, а внешняя – показана в знаменателе.
Круглая метрическая
К трубопроводной арматуре предъявляются высокие требования герметичности и разъемности соединений.
Конструктивные особенности круглой метрической резьбы обеспечивают высокую сопротивляемость к внешним и внутренним усилиям, что значительно увеличивает срок службы всего узла.
Профиль по внешнему виду напоминает окружности, с вершинами и впадинами, соединенных под углом 90 градусов.
Круглой резьбой оборудуются следующие элементы:
- Смесители холодной и горячей воды.
- Сантехнические краны.
- Запорные вентили.
- Шпиндели.
Круглые нарезки можно использовать в деталях и элементах, эксплуатируемых в загрязненных средах.
National pipe thread — NPT
С маркировкой стандартами NPT (National pipe thread) сталкиваются при покупке сантехнической арматуры и изделий, произведенных в Америке. Резьба NPT соответствует ГОСТу № 6111.1952 года. Несмотря на свою давность этот стандарт применяется практически во всех странах СНГ. В этом документе содержится описание дюймовой конической резьбы с профилем в 60 градусов.
Резьба по стандарту NPT изготавливается в размерах от 1/16 до 24 дюйма. Следует учесть, что такой маркировкой обозначается пропускное сечение полости трубы, а не привычный измеритель — наружные диаметры подключаемых патрубков или штуцеров.
Таблица основных размеров конической дюймовой резьбы по стандартуNPTи ГОСТу 6111.
| Размер (дюймы) | Промежуточный диаметр (миллиметры) | Длина (миллиметры) | Количество витков |
| 1/2 | 19,78 | 13,5 | 14 |
| 1/16 | 7,142 | 6,5 | 27 |
| 2 | 58,33 | 19 | 11,5 |
| 1/8 | 9,52 | 7 | 27 |
| 3/4 | 25,12 | 14 | 14 |
| 1 1/2 | 46,3 | 18,5 | 11,5 |
| 1/4 | 12,45 | 9,5 | 18 |
Резьба на трубах цилиндрическая
Второе название – нарезка Витворда. Используется с целью стыковки двух цилиндрических деталей. Кроме всего прочего существует такой вид соединения, как внутренняя цилиндрическая и внешняя коническая.
Имеет такие параметры:
- Высота (теоретическая) профиля – 960491Р;
- Обозначение по профильной форме – дюймовая, то есть образуется такой вид профиля, как треугольник с равными боковыми сторонами и углом в вершине в 55 градусов;
- Имеет максимальный диаметр 6 дюймов.
Пример такого обозначения: G1-A. Здесь G – это обозначение профиля, 1 — условный проход (в дюймах), А – класс точности.
Правая нарезка не обозначается никаким образом – если нет дополнительных надписей, то она принимается по умолчанию. А вот в случае с левым винтом на корпусе будет стоять маркировка «LH». Иногда после класса точности может стоять еще одна цифра – она означает длину свинчивания, то есть глубину нарезания. Система измерения этого параметра метрическая. Например, стоит цифра 40 – это значит, что длина винта равна 40 мм.

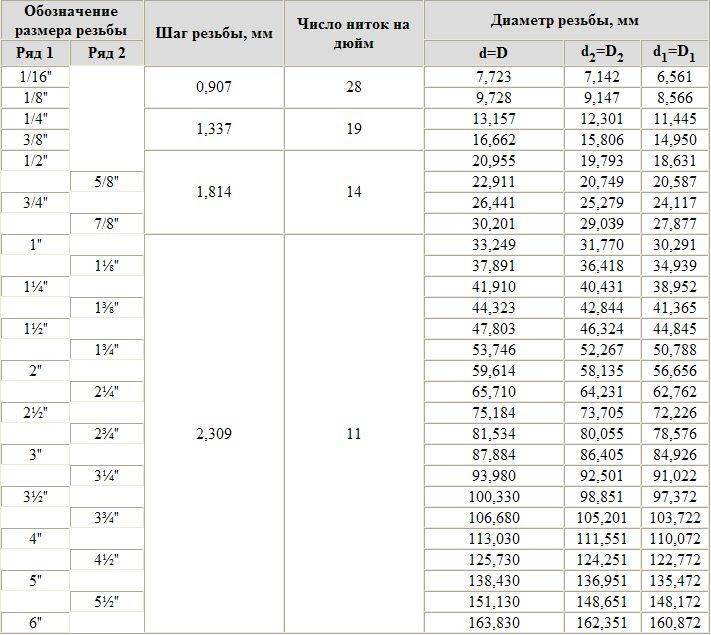
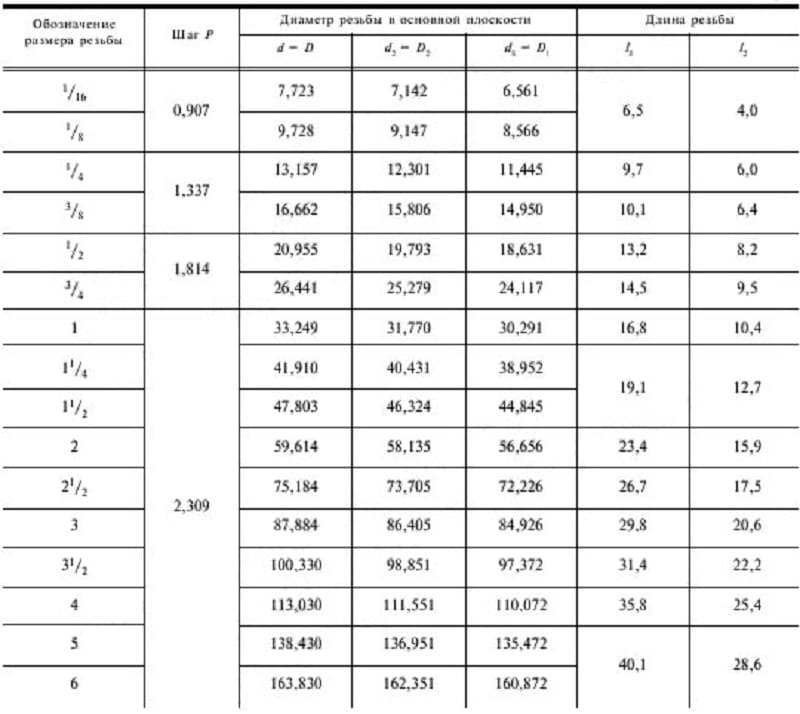
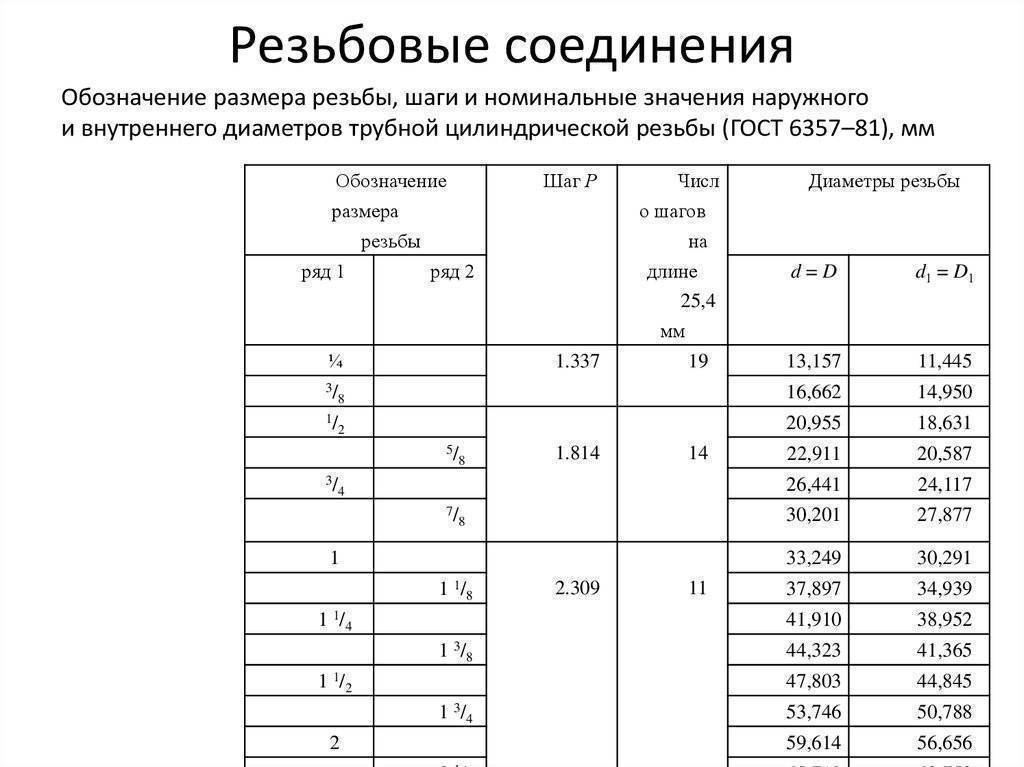
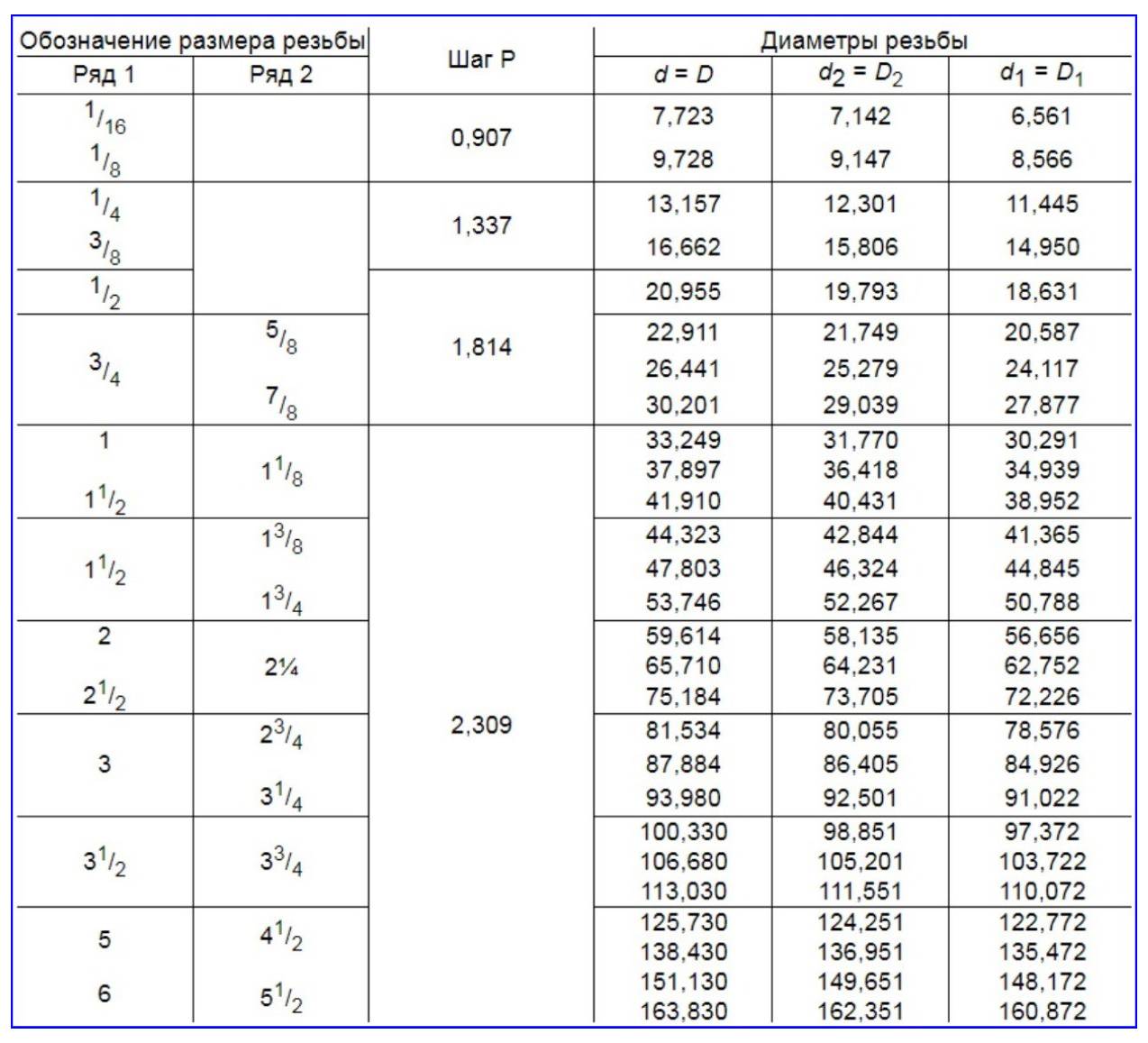
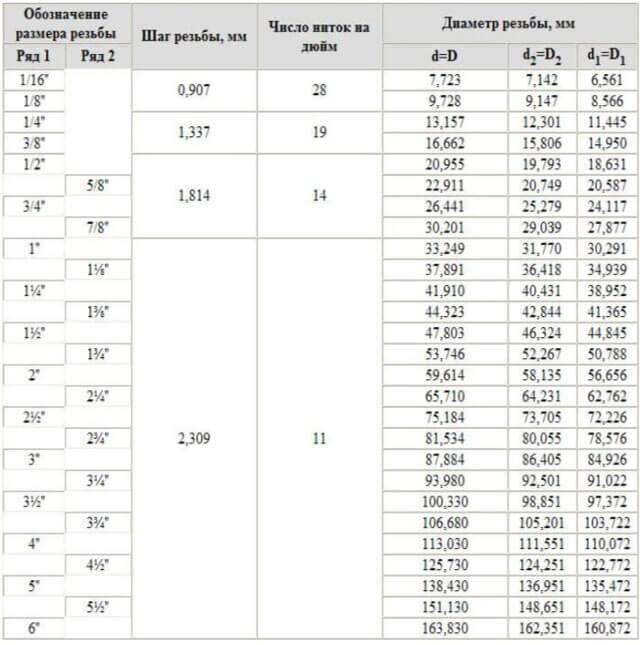
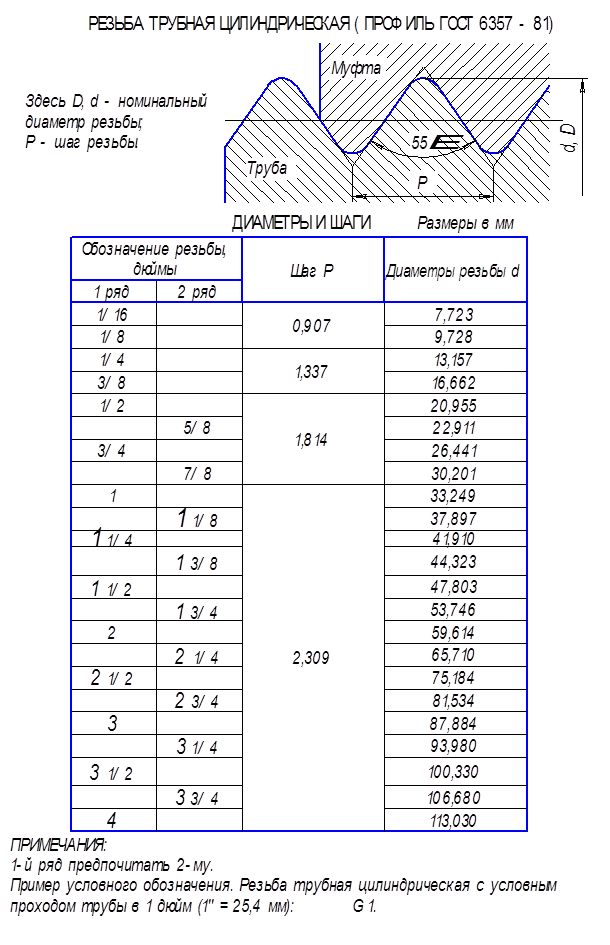
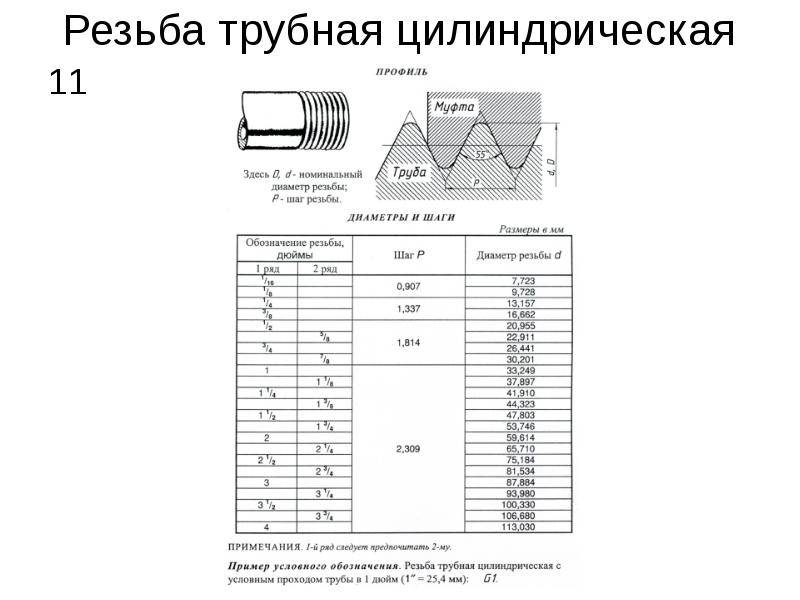
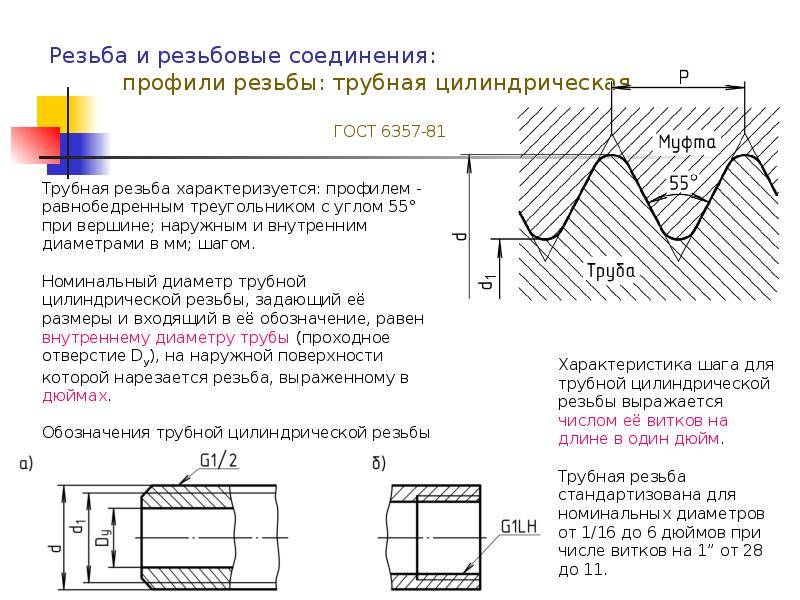
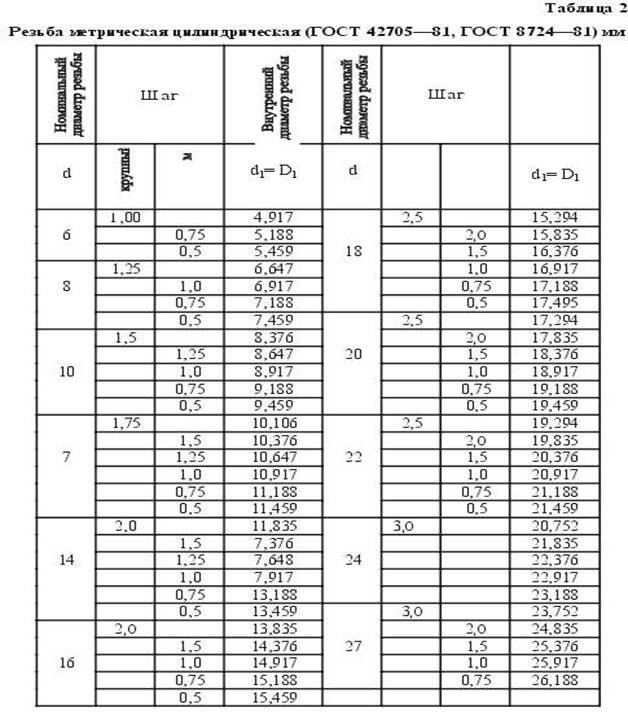
Резьба трубная цилиндрическая
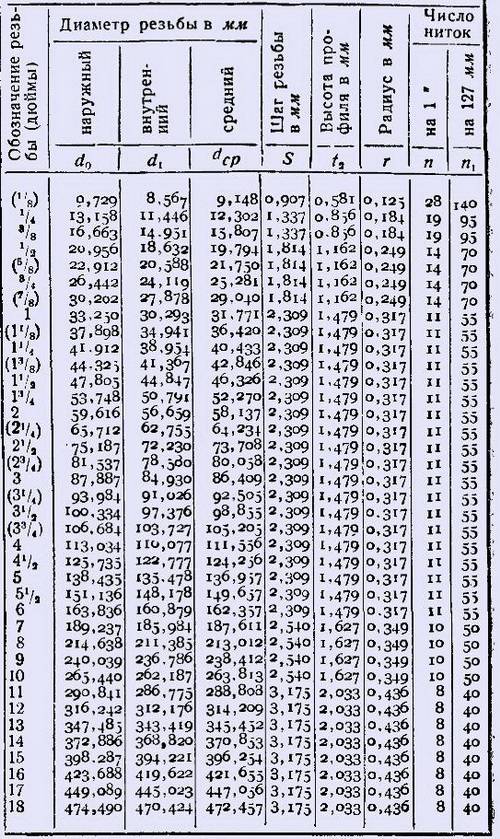
Есть и еще один параметр – шаг. Он может принимать один из четырех параметров:
- Шаг 0,907 имеет 28 ниток на дюйм;
- Шаг 1,337 имеет 19 ниток на дюйм;
- Шаг 1,814 имеет 14 ниток;
- Шаг 2,309 имеет 11 ниток.
Шаг измеряется в миллиметрах.
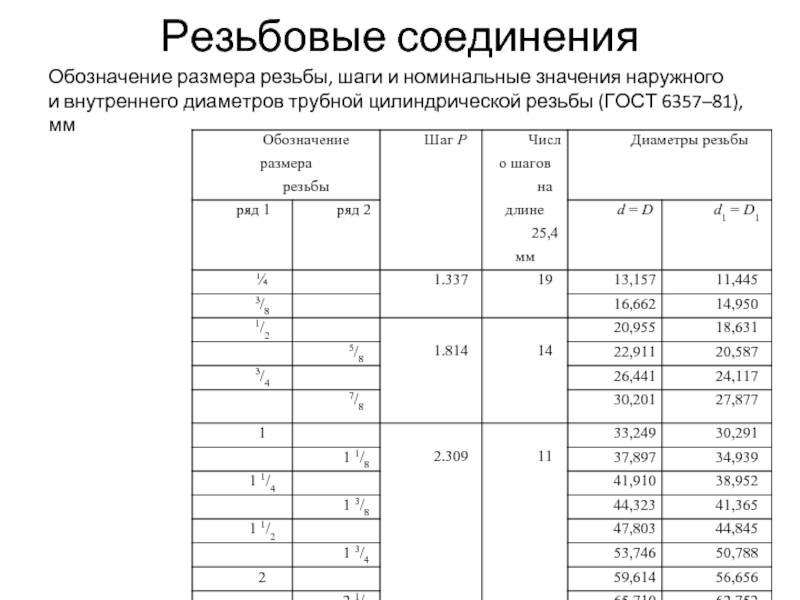
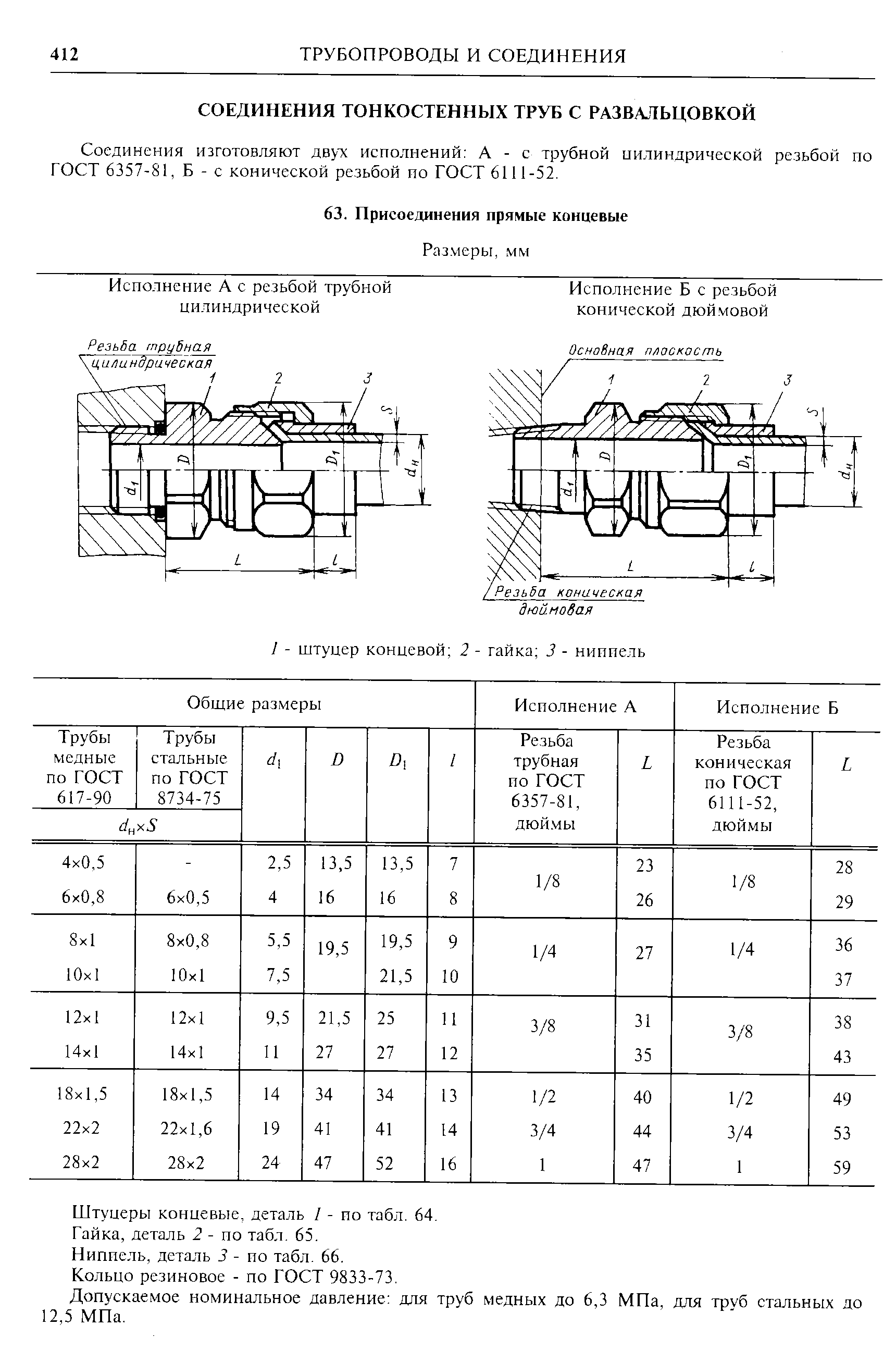
Основные размеры определяются ГОСТ 6357-81. Таблица на фото ниже содержит их:
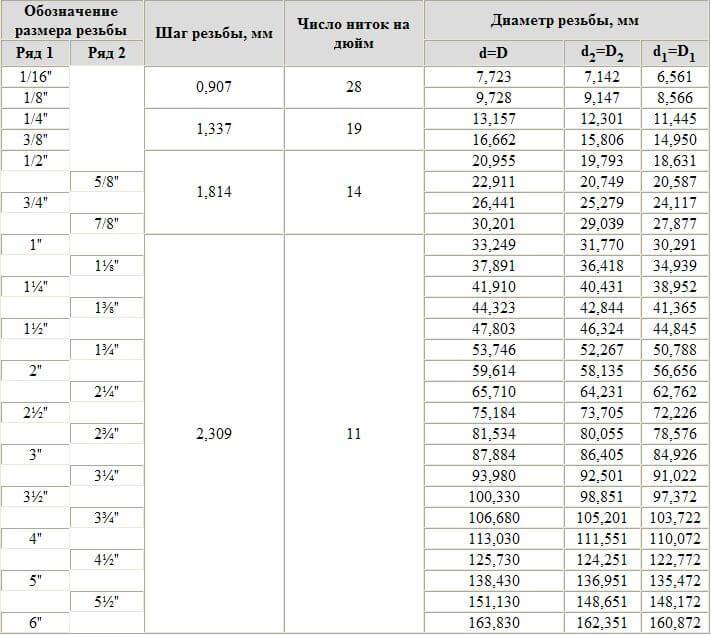
Основные размеры
Данный вид имеет обозначение на чертежах, как показано на рисунке:
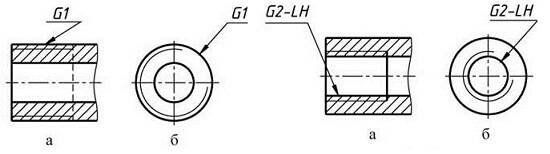
Обозначение на чертежах
Требования ГОСТ
Основные требования ГОСТ 6111-52:
- отклонение оси базовой плоскости к номинальному диаметру по величине не должно превышать резьбовой шаг;
- положение базовой плоскости задаётся расстоянием от торца заготовки;
- диаметры конической резьбы располагаются в единой основной плоскости, определяются расчётным сечением;
- длина наружной резьбы l2 определяется на основе проверки среднего диаметра соответствующим кольцевым калибром, а внешней — пробкой;
- при навинчивании труб и муфт номинальных размеров плоскость резьбы должна совпадать с торцевой частью муфты;
- количество витков на большом диаметре конуса не должно быть менее двух;
- длина от базовой плоскости до торцевой части трубки может быть уменьшена, но при этом соответствовать другим требованиям стандарта;
- образующие конуса с осевой линией должны составлять угол 1047’24”.
Коническая резьба по ГОСТу (Фото: Instagram / metall_detal)
Требования ГОСТ 6211-81
Величины среднего d2 и внутреннего d1 диаметров должны быть вычислены по формулам:
d2=d-0,640327•P;
d1=d-1,280654•P;
где d — наружный диаметр;
P — шаг.
- длина внутренней резьбы должна составлять 0,8(l1-Δ1l2), где Δ1l2 — величины, указанные в Таблице 2, ГОСТ 6211-81;
- расстояние ввинчивания наружной на внутреннюю резьбу должно составлять l1+Δ1l2;
- смещение базовой плоскости величина суммарная, определяется шагом, углом наклона профиля, углом конуса, средним диаметром;
- допуски по среднему диаметру указаны в Таблице 3, ГОСТ 6211-81.
Вариант трубной резьбы
Трубная резьба − регламентируется требованиями определенных стандартов, предназначенных именно для стыковки и уплотнения двух изделий одновременно. От качества нарезки резьбы зависит бесперебойное функционирование системы канализации, водоснабжения, отопления и др.
Механическое нарезание резьбы проходит на специальном станке с уникальными нарезными головками. С помощью ножа, закрепленного в приспособлении станочного оборудования, на детали наносятся канавки.
Но, ссылаясь на эти параметры, нельзя получить полную информацию о классификации трубной резьбы. Помимо этого вида, существуют и другие варианты резьбы: цилиндрические, конические и т.д. Для различных случаев потребуется иной набор для нарезания резьбы на трубах, в зависимости от ситуации.
Ключевые характеристики нарезок
Основными характеристиками любой резьбы, в том числе и для труб, являются:
- Шаг (P, pitch)- расстояние между соседними витками.
- Внешний диаметр.
- Внутренний диаметр.
- Ход — расстояние, на которое переместится крепеж в продольном направлении за один полный оборот. Для однозаходной накатки ход равен шагу, для многозаходной — шагу, умноженному на число заходов.
Диаметр дюймовой резьбы
Этих данных достаточно для подбора совместимого фитинга или арматуры в магазине. Для изготовления резьбового соединения на токарно-винторезном или фрезером станке понадобятся и другие характеристики резьбы, такие, как углы наклона профиля и другие.
Конические дюймовые насечки
Для элементов, крепление которых должно иметь повышенную прочность, используют коническую дюймовую резьбу. В частности речь идет о трубопроводах, в которых рабочая среда характеризуется повышенным давлением. Помимо этого, монтаж стальных подземных трубопроводов, расположенных на большой глубине, также проводится с использованием конических насечек.
Такие соединения в обязательном порядке должны иметь дополнительную герметизацию. Наружная резьба конического винтового рельефа имеет обозначение R, внутренняя – Rc. Стыковка такого вида наносится на конусный профиль, то есть на элементы, у которых величина диаметра меньше в конце трубы, чем в начале. В процессе скручивания наблюдается деформация витков, в результате этого получается надежное соединение металлических элементов.
С помощью конусной дюймовой резьбы соединяются элементы водопроводов, газопроводов и отопительных систем. Широко используется метрический конусный рельеф, отличительной особенностью которого является создание соединений с внешней конической насечкой и внутренней цилиндрической винтовой насечкой.
Конструктивные элементы трубной резьбы
Основными конструктивными элементами трубной резьбы являются:
- Сбег — участок с неполным профилем резьбы на переходе от резьбы к гладкой поверхности детали.
- Недорез — участок без резьбы или с неполным профилем резьбы, обусловленный технологией изготовления резьбы.
- Проточка — элемент, позволяющий устранить недорез резьбы за счет уменьшения наружного диаметра цилиндрической поверхности, расположенной за наружной резьбой, или за счет увеличения внутреннего диаметра цилиндрической поверхности, расположенной за внутренней резьбой.
- Фаска — скос на торцевой поверхности детали, упрощающий сборку резьбового соединения.
Размеры сбегов, недорезов, проточек для наружных трубных резьб
На рисунке показаны конструктивные элементы наружной трубной резьбы.
Размеры конструктивных элементов — сбегов, недорезов, проточек, представлены в таблице.
Размеры конструктивных элементов внутренних трубных резьб
Основные элементы внутренней трубной резьбы показаны на рисунке.
Размеры конструктивных элементов внутренней резьбы представлены в таблице.
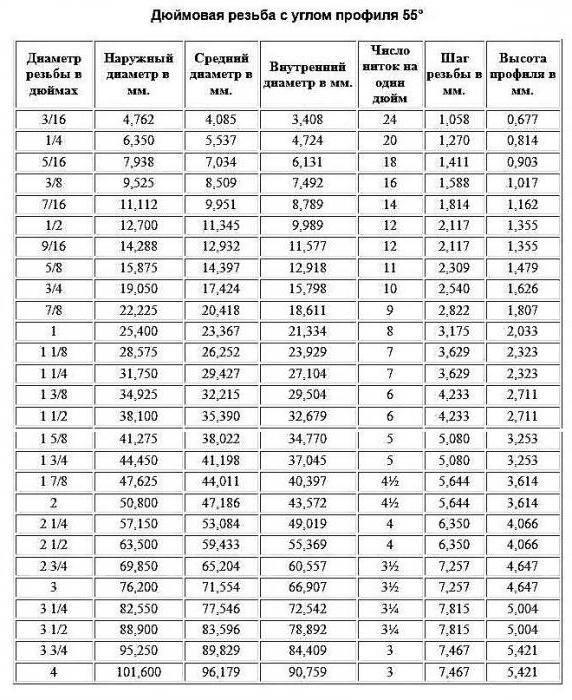
Таблица дюймовых резьб. Классификация
Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
- Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
- Дюймовая резьба британского стандарта – BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
- Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба).
Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран.
При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
Типоразмер Наружный диаметр, дюймов Наружный диаметр, мм Диаметр сверления, мм mm Число витков на дюйм Шаг, мм
| N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
Размер резьбы, дюймы Момент затяжки стандартных болтов и гаек Н*м*Фунт силы-фут**
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
Как определить тип резьбы
Необходимость определения нарезанной резьбы возникает при подборе детали, которую нужно присоединить к существующему резьбовому соединению. Сделать это возможно несколькими способами.
Резьбомер
Это специальное приспособление, предназначенное для определения шага нарезанной резьбы. Устройство инструмента построено по принципу корпуса, к которому присоединено несколько щупов (тонкие пластины с гребёнкой). Форма каждой из них схожа с конкретным размером нарезанного шага.
Метрический резьбомер с открытыми вкладышамиИсточник tdchiz.ru
Существует несколько типов резьбомеров:
- Метрические. Используются для измерения шага резьбы изделий с метрическим типом нарезки. Применимы к соответствующим диаметрам: от 1 до 600 мм. В устройстве имеется 20 разных пластин, позволяющих самостоятельно вычислять шаг резьбы в интервале от 0,4 до 7 мм. Маркировка метрических резьбомеров осуществляется нанесение буквы «М» на корпус и упаковку.
- Дюймовые. Используются для определения резьбы, нарезанной на металлических трубах и сопрягаемых с ними элементах. Для определения шага резьбы соответствующего характера применяется расчёт количества витков, приходящихся на один дюйм нарезки. В комплект такого инструмента входит 17 измерительных пластин с разным количеством витков (от 1 до 28). Обозначается аббревиатурой «Д55».
- Универсальные. Их название говорит само за себя – такие приспособления используются для определения резьбы в обоих случаях. Такой инструмент является наиболее востребованным, так как позволяет работать со всеми типами резьбовых соединений.
Замер резьбы с помощью электронного штангенциркуляИсточник stroyday.ru
Другие способы
Получить точное значение можно и другими способами. Конкретная методика подбирается в зависимости от вида искомого значения (внутренняя или наружная резьба), а также имеющихся подручных средств и приспособлений. В зависимости от выбранной методики, для этого может понадобиться штангенциркуль дюймовой разметкой, металлическая линейка, чистая бумага, маркер или иные приспособления.
Таблица для самостоятельного определения резьбыИсточник trubomet.ru
Замер шага резьбыИсточник moy-metall.ru
Трубная цилиндрическая резьба
- Единица измерений параметров — дюйм.
- Направление будет левым.
- Класс точности: Класс А в этом случае повышен, а класс В средний.
Почему измерение происходит в дюймах
Дюймовые размеры пришли к нам от западных производителей, так как требования действующего на постсоветском пространстве ГОСТа сформулированы на базе особой резьбы BSW (British Standart Whitworth либо резьба Витворта). Инженер-конструктор Джозеф Фитворт (1803−1887 год) изобрёл в далёком 1841 году и продемонстрировал такой же винтовой профиль для соединений разъёмного типа, и демонстрировал его как совершенно универсальный, надёжный, а также комфортный для использования.
Такой тип осуществления резьбы применяется как в простых трубах, так и в их элементах и соединениях: контргайках, муфтах, угольниках, тройниках.
В сечении профиля можно увидеть равнобедренный треугольник с общим углом в 55 градусов и закруглениями на вершинах и в самих впадинах контура, которые используются для более высокого герметичного соединения.
Нарезка резьбовых соединений должна осуществляться на размере до 6. Все трубы создаются крупными, для особой надёжности и предотвращения процесса разрыва трубы в соединениях стоит фиксировать дополнительной сваркой.
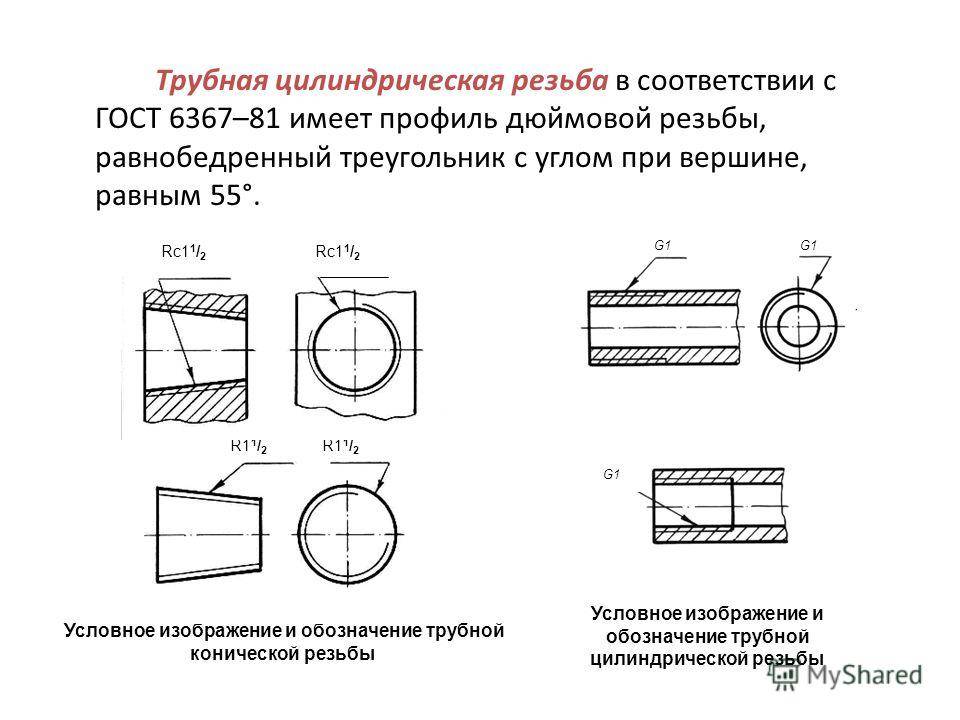
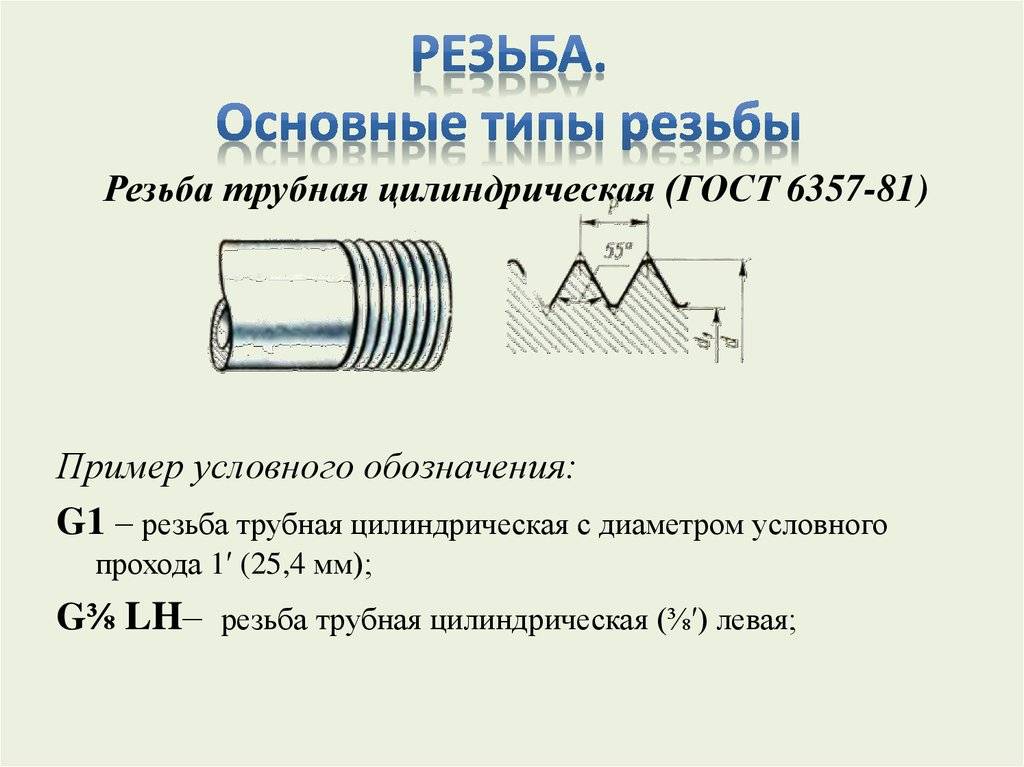
Условные обозначения в стандарте.
- Международная: G.
- Япония: PF.
- Англия: BSPP.
Указания буквы G, а также диаметр отверстия в проходе будут указываться в виде дюймов. Наружный диаметр непосредственно резьбы в обозначении найти нельзя.
Размеры резьбы трубной дюймовой
G ½ — трубы в виде цилиндра наружного типа, внутренний диаметр отверстия равен ½. Наружный диаметр у такой трубы будет равняться 20,995 мм, число шагов по длине — 25,4 мм, что значит около 14 шагов.
Например:
- G ½ -В— резьба трубная цилиндрическая, внутренний диаметр отверстия ½ дюйма, класс точности трубы совпадает с отметкой В.
- G1 ½ LH-B— труба цилиндрического типа, внутренний диаметр отверстия доходит до ½, класс точности В, левая.
Для внутренней цилиндрической трубы стоит использовать отверстие, которое будет полностью соответствовать параметрам.
Как быстро найти шаг в трубе
Можно рассмотреть дополнительные фотографии с англоязычных сайтов, которые смогут наглядно продемонстрировать методику использования и построения конструкции. Трубочная резьба характеризуется в большинстве случаев не общим размером между вершинами профиля, а числом общих витков на 1 дюйм вдоль всей оси поверхности. При помощи простой рулетки, а также линейки прикладываем, отмеряем один дюйм (25,4 мм) и визуально высчитываем количество шагов.
Будет намного проще, если в вашем ящике с инструментами будет находиться резьбомер для дюймового отмера. Таким прибором довольно просто проводить все измерения, но стоит помнить о том, что резьба может различаться углами вершин — 55 и 60 градусов.
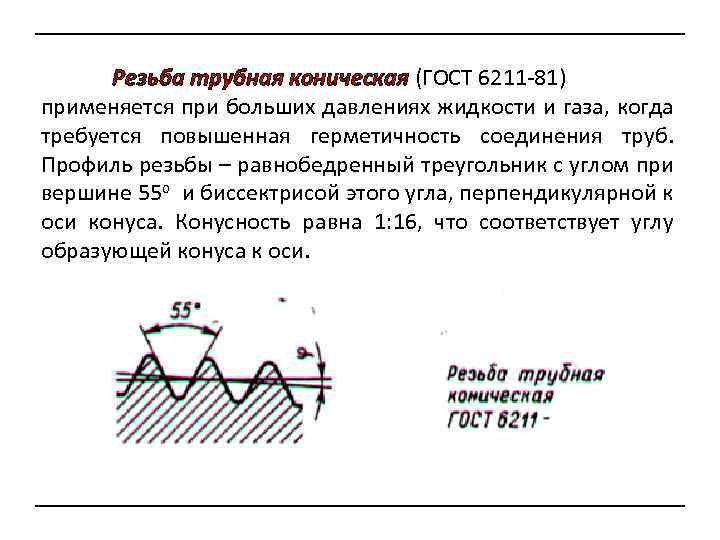
Коническая трубная резьба ГОСТ 6211081
Единица измерения всех параметров в этом случае — дюйм.
Форма такой трубы будет соответствовать профилю трубной цилиндрической вырезки с общим углом в 55 градусов Цельсия.
Главные обозначения:
- Международная — R
- Япония — PT.
- Великобритания BSPT.
Для этого стоит указывать букву R и общий номинальный диаметр Dy. Обозначение в виде буквы характеризует наружный тип резьбы, Rc внутренний, а Rp – внутренний цилиндрический. По такому же аналогу с цилиндрической трубой для левой резьбы стоит применять LH.
Примеры:
R1 ½ -это наружная труба конической вырезки, номинальный диаметр которой равен Dy ½ дюйма.
R1 ½ LH — это наружная коническая труба, номинальный диаметр которой Dy будет равняться ½ дюйма.
- Дюймовая вырезка конической формы по ГОСТу 6111−52.
- Единица измерения в этом случае — также дюйм.
- Происходит его изготовление на поверхности с конусностью 1:16.
Обладает общим углом профиля около 60 градусов. Используется в изготовлении трубопроводов (водяных, воздушных, а также топливных) машин и станков с невысоким давлением при работе. Применение такого вида соединений включает в себя особую герметичность и стопорение резьбы без воздействия дополнительных подручных средств (льняных нитей, а также пряжи с суриком).
Главные обозначения
Первой в названии имеется буква К, а после идёт слово ГОСТ.
Пример: К: ½ ГОСТ 6111–52 .
Расшифровывается такая надпись так: резьба коническая дюймовая с наружным, а также внутренним диаметром в основной плоскости, примерно равной наружному либо внутреннему разъёму трубы цилиндрического типа G ½.
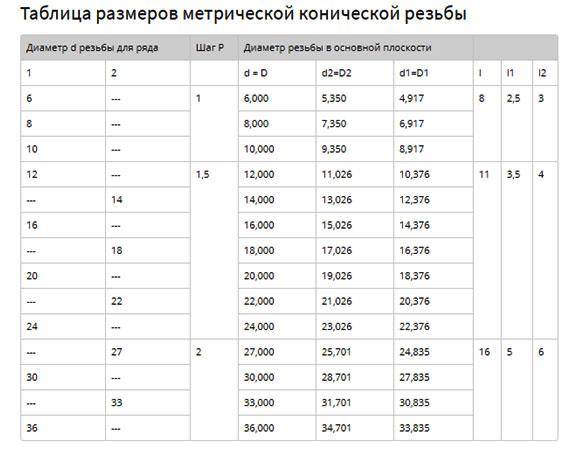
Метрически конический тип вырезки. По ГОСт у 25229 -82.
Единицей измерения в этот раз выступает мм.
Процесс создания трубы происходит на поверхностях с общей конусностью в 1:16.
Применяется во время соединения трубопроводов. Угол в самой вершине витка будет доходить до 60. Главная плоскость смещена, если смотреть на торец.
ДОПУСКИ
3.1. Схемы полей допусков наружной и внутренней резьбы приведены на черт.2.
es — верхнее отклонение диаметров наружной резьбы;
ES — верхнее отклонение диаметров внутренней резьбы;
ei — нижнее отклонение диаметров наружной резьбы;
EI — нижнее отклонение диаметров внутренней резьбы;
— допуски диаметров d, d2, D1, D2
Черт.2
Отклонения отсчитывают от номинального профиля резьбы в направлении перпендикулярном оси резьбы.
3.2. Допуски среднего диаметра резьбы устанавливают двух классов точности — A и B.
Допуски среднего диаметра резьбы являются суммарными.
Допуски диаметров d1 и D не устанавливаются.
3.3. Числовые значения допусков диаметров наружной и внутренней резьбы должны соответствовать приведенным в табл.3.
Таблица 3
| Обозначение размера резьбы | Шаг P, мм | Наружная резьба | Внутренняя резьба | ||||
| Диаметры резьбы | |||||||
| d | d2 | D2 | D1 | ||||
| Допуски, мкм | |||||||
| Td | Td2 | TD2 | TD1 | ||||
| Класс A | Класс B | Класс A | Класс B | ||||
| 1/16 | 0,907 | 214 | 107 | 214 | 107 | 214 | 282 |
| 1/8 | 214 | 107 | 214 | 107 | 214 | 282 | |
| 1/4 | 1,337 | 250 | 125 | 250 | 125 | 250 | 445 |
| 3/8 | 250 | 125 | 250 | 125 | 250 | 445 | |
| 1/2 | 142 | 284 | 142 | 284 | 541 | ||
| 5/8 | 1,814 | 284 | 142 | 284 | 142 | 284 | 541 |
| 3/4 | 284 | 142 | 284 | 142 | 284 | 541 | |
| 7/8 | 284 | 142 | 284 | 142 | 284 | 541 | |
| 360 | 360 | 360 | 640 | ||||
| 1⅛ | 2,309 | 360 | 180 | 360 | 180 | 360 | 640 |
| 1¼ | 360 | 180 | 360 | 180 | 360 | 640 | |
| 1⅜ | 2,309 | 180 | 360 | 180 | 360 | ||
| 1½ | 360 | 180 | 360 | 180 | 360 | 640 | |
| 1¾ | 360 | 180 | 360 | 180 | 360 | 640 | |
| 2 | 360 | 180 | 360 | 180 | 360 | 640 | |
| 2¼ | 217 | 434 | |||||
| 2½ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 2¾ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 3 | 434 | 434 | 217 | 640 | |||
| 3¼ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 3½ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 3¾ | 434 | ||||||
| 4 | 434 | 217 | 434 | 217 | 434 | 640 | |
| 4½ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 5 | 434 | 640 | |||||
| 5½ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 6 | 434 | 217 | 434 | 217 | 434 | 640 |
Примечание. Числовые значения допусков установлены эмпирически.
3.4. Длины свинчивания подразделяют на две группы: нормальные N и длинные L.
Длины свинчивания, относящиеся к группам N и L, приведены в табл.4.
Таблица 4Размеры в мм
| Обозначение размера резьбы | Шаг P | Длина свинчивания | |
| N | L | ||
| 1/16 | 0,907 | Св. 4 до 12 | Св. 12 |
| 1,337 | Св. 5 до 16 | Св. 16 | |
| 1,814 | Св. 7 до 22 | Св. 22 | |
| 1⅛ | 2,309 | Св. 10 до 30 | Св. 30 |
| 1¼ | |||
| 1⅜ | |||
| 1½ | 2,309 | Св. 12 до 36 | Св. 36 |
| 1¾ | |||
| 2 | |||
| 2¼ | |||
| 2½ | |||
| 2¾ | |||
| 3 | |||
| 3¼ | 2,309 | Св. 13 до 40 | Св. 40 |
| 3½ | |||
| 3¾ | |||
| 4 | |||
| 4½ | |||
| 5 | |||
| 5½ |
Примечание. Числовые значения длин свинчивания установлены эмпирически.
3.5. Допуск резьбы, если нет особых оговорок, относится к наибольшей нормальной длине свинчивания N, указанной в табл.4, или ко всей длине резьбы, если она меньше наибольшей нормальной длины свинчивания.

3.6. Допуски среднего диаметра внутренней резьбы по настоящему стандарту, предназначенной для соединения с наружной конической резьбой по ГОСТ 6211-81 должны соответствовать классу точности A.
При этом конструкция деталей с внутренней цилиндрической резьбой должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее указанной в ГОСТ 6211-81.
3.7. Числовые значения предельных отклонений диаметров наружной и внутренней резьбы должны соответствовать указанным в табл.5.
Таблица 5
| Обозначение размера резьбы | Шаг P, мм | Наружная резьба | Внутренняя резьба | ||||||
| Диаметры резьбы | |||||||||
| d | d2 | d1 | D | D2 | D1 | ||||
| Предельные отклонения, мкм | |||||||||
| es | ei | es | ei | es | EI | ES | EI | ES | EI |
| Класс A | Класс B | Класс A | Класс B | ||||||
| 1/16 | 0,907 | -214 | -107 | -214 | +107 | +214 | +282 | ||
| 1/8 | — 214 | -107 | -214 | +107 | +214 | +282 | |||
| 1/4 | 1,337 | — 250 | — 125 | -250 | +125 | +250 | +445 | ||
| 3/8 | -250 | -125 | -250 | +125 | +250 | +445 | |||
| 1/2 | — 284 | -142 | -284 | +142 | +284 | +541 | |||
| 5/8 | 1,814 | -284 | -142 | -284 | +142 | +284 | +541 | ||
| 3/4 | -284 | -142 | -284 | +142 | +284 | +541 | |||
| 7/8 | -284 | -142 | -284 | +142 | +284 | +541 | |||
| 1 | -360 | -180 | -360 | +180 | +360 | +640 | |||
| 1⅛ | -360 | -180 | -360 | +180 | +360 | +640 | |||
| 1¼ | -360 | -180 | -360 | +180 | +360 | +640 | |||
| 1⅜ | -360 | -180 | -360 | +180 | +360 | +640 | |||
| 1½ | 2,309 | -360 | -180 | -360 | +180 | +360 | +640 | ||
| 1¾ | -360 | -180 | -360 | +180 | +360 | +640 | |||
| 2 | -360 | -180 | -360 | +180 | +360 | +640 | |||
| 2¼ | -434 | -217 | -434 | +217 | +434 | +640 | |||
| 2½ | — 434 | -217 | -434 | +217 | +434 | +640 | |||
| 2¾ | -434 | -217 | -434 | +217 | +434 | +640 | |||
| 3 | -434 | -217 | -434 | +217 | +434 | +640 | |||
| 3¼ | -434 | -217 | -434 | +217 | +434 | +640 | |||
| 3½ | -434 | -217 | -434 | +217 | +434 | +640 | |||
| 3¾ | -434 | -217 | -434 | +217 | +434 | +640 | |||
| 4 | 2,309 | -434 | -217 | -434 | +217 | +434 | +640 | ||
| 4½ | -434 | -217 | -434 | +217 | +434 | +640 | |||
| 5 | -434 | -217 | -434 | +217 | +434 | +640 | |||
| 5½ | -434 | -217 | -434 | +217 | +434 | +640 | |||
| 6 | -434 | -217 | -434 | +217 | +434 | +640 |
Примечание. Нижнее отклонение внутреннего диаметра d1 и верхнее отклонение наружного диаметра D не устанавливаются.
3.8. Предельные отклонения среза вершин и впадин наружной и внутренней резьбы приведены в справочном приложении.
Что собой представляет трубная резьба
Резьба для труб соответствует мировым стандартам, в сантехнических изделиях применяется цилиндрическая дюймовая резьба, соответствующая стандарту Уитворта, английского инженера, запатентовавшего ее в 1841 году. по ГОСТ — символы «Тр»
Существует также и коническая трубная резьба. Она служит для особо плотного соединения труб, работающих под большими механическими нагрузками, и применяется в основном в газонефтедобыче, в бурильных установках.
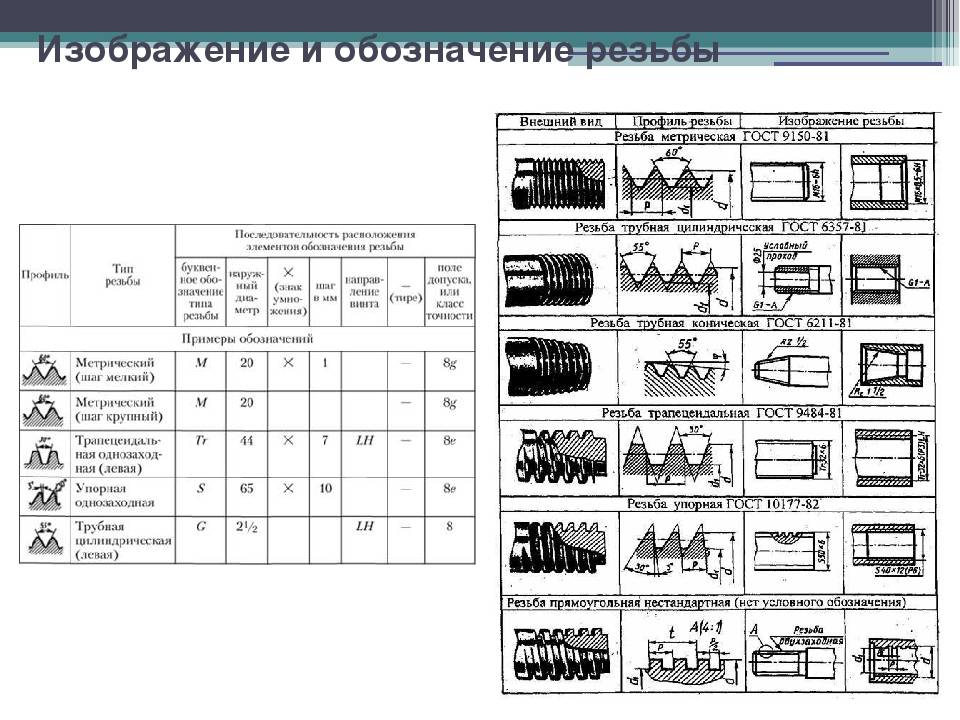
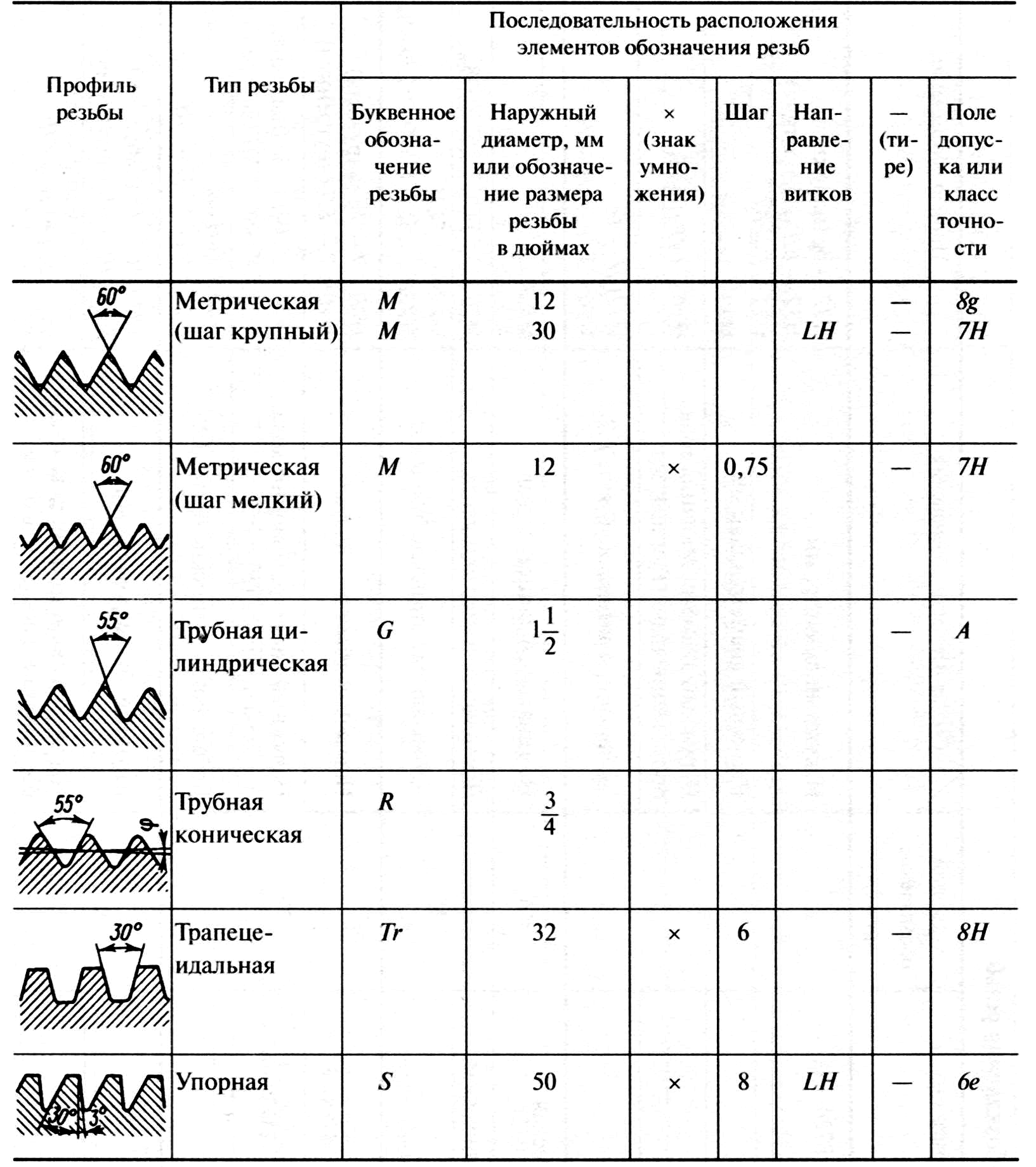
Разновидности трубной резьбы и обозначение на чертежах
При строительстве дома и ремонте в квартире потребители сталкиваются с дюймовой цилиндрической трубной резьбой.
Геометрические размеры
От перечисленных выше параметров зависят эксплуатационные характеристики. От всех трех диаметров зависит то, какое отверстие нужно делать с помощью сверла при работе с метчиком. От шага и хода – насколько прочно будет происходить завинчивание, чем больше витков, и чем они чаще, тем лучше. Такая работа является более тонкой, поэтому выполнить ее в домашних условиях фактически невозможно, только на специальном оборудовании.
От того, насколько глубокие канавки, зависит прочность соединения. Здесь тоже есть ограничения. Если болтик будет выполнен в миниатюре, то слишком сильный перепад между углублениями и гребнями делать нельзя, это повышает хрупкость.
Угол профиля определяет то, насколько хорошо будет входить передняя часть метчика в материал. Ведь не так просто начать вращения, к тому же сделать это достаточно ровно, без перекосов. Чем мягче материал (например, медь или алюминий), тем лучше происходит вкручивание. Очень важна соразмерность двух элементов, которые приходят во взаимодействие.
Применение табличной информации
Как и для многих других способов металлообработки, есть стандарты резьбы метрической. Они прописываются в нормативных актах. Ниже мы перечислим документы, в которые необходимо обращаться для того, чтобы найти подходящую таблицу:
- ГОСТ 8724-2002. Здесь предложены стандартные требования по диаметрам и шагам. Наш отечественный норматив был издан еще во времена СССР, но затем дополнялся и обновлялся. В 2004 году был проверен на соответствие международной системе. Оказалось, что наши рамки значительно шире, мы рассматриваем как миниатюрные детали от 0,25 мм, так и большие – до 60 см. В то время как зарубежная номенклатура типизированных размеров варьируется в рамках от 1 до 300 мм.
- ГОСТ 9150-81. Здесь предлагаются нормы, по которым определяется взаимозаменяемость запасных частей. Ведь многие детальки входят если не идеально, то просто подходят и могут использоваться в быту.
- ГОСТ 16093-81. Определяет уровень точности, а также правила маркировки. Необходим скорее для изготовителей и в повседневной жизни не используется.
Эти нормативы применяются изготовителями, покупателями для домашнего обихода, а также для работы на станках.
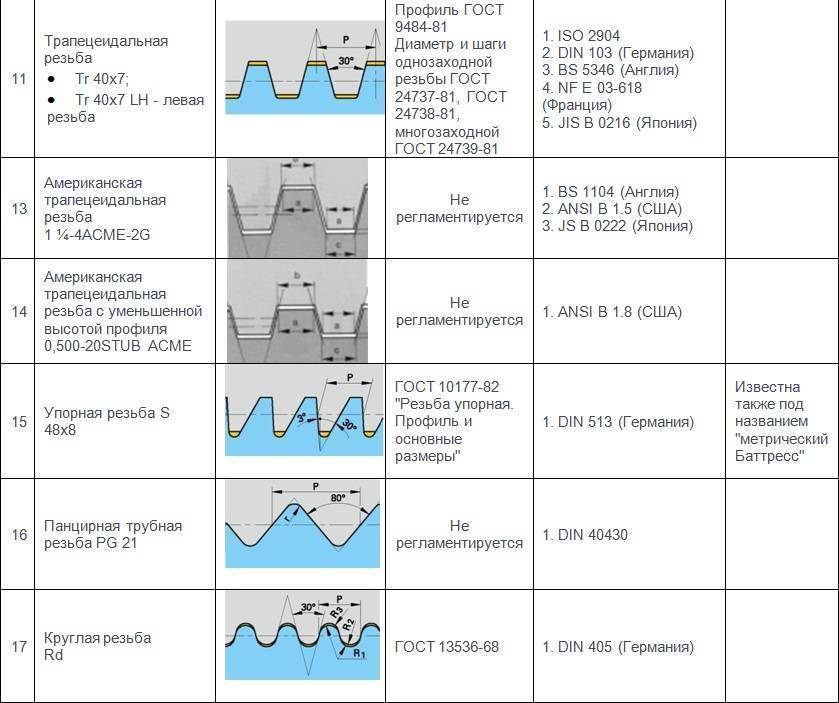
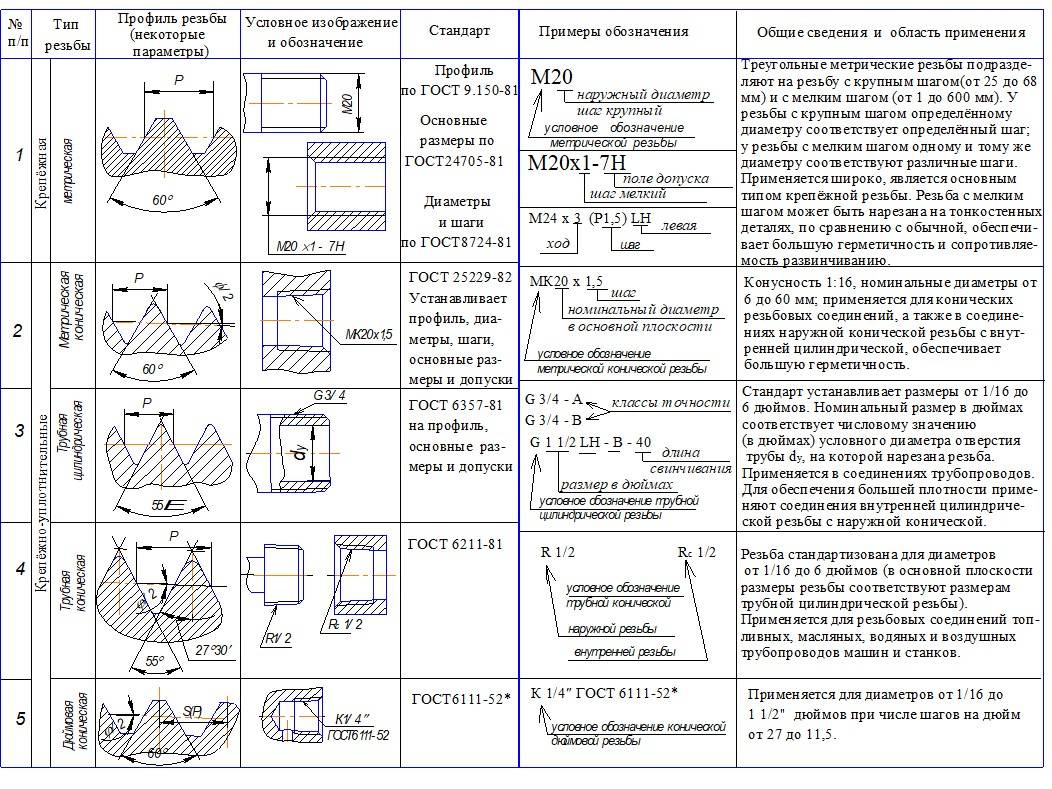
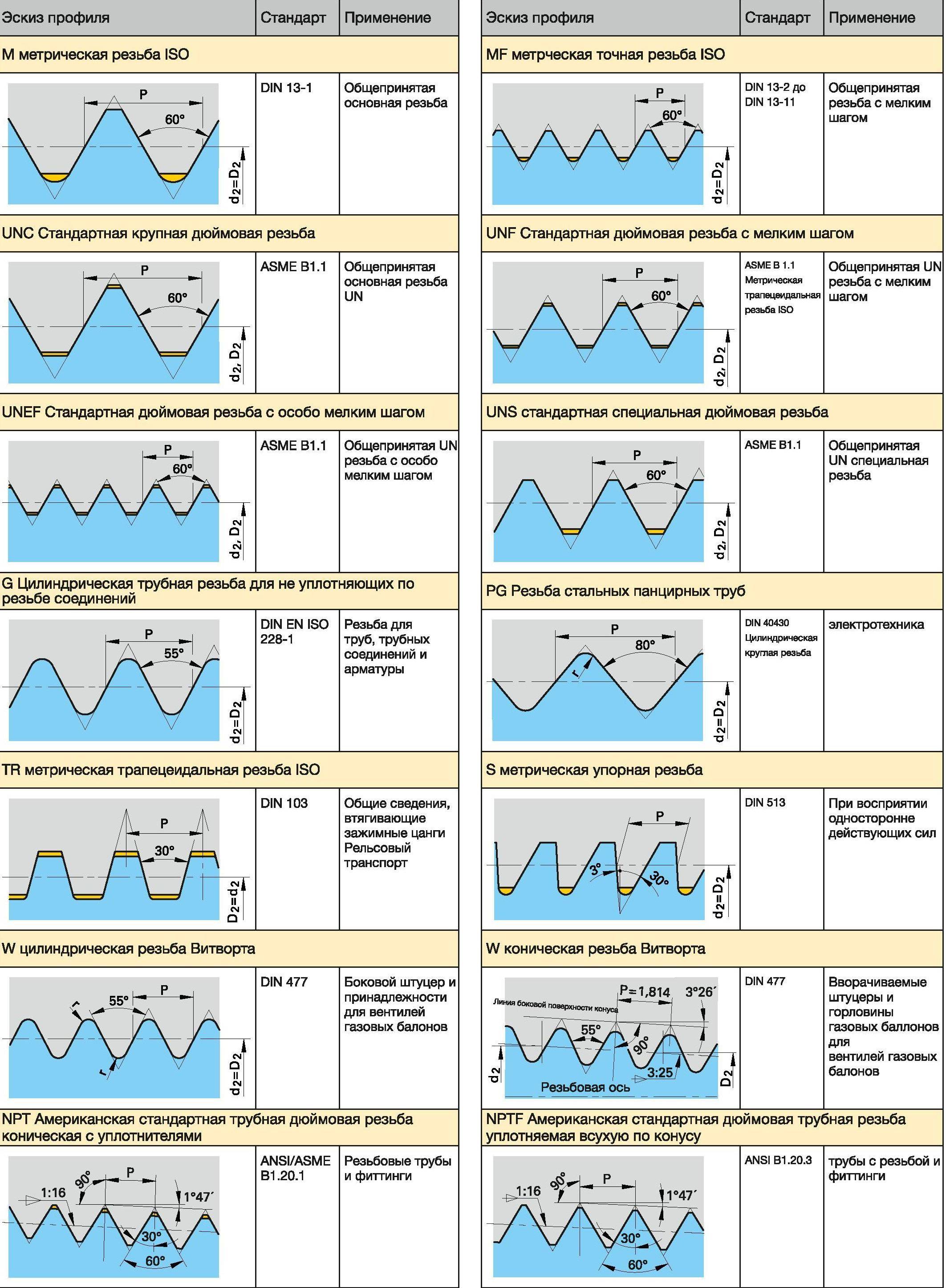
Виды резьбы
Как уже отмечалось, все виды стыков этого класса стандартизированы. Например, ГОСТ 24705-2004 определяет размеры метрического профиля, в частности, угол в основании, шаг и пр. Всего к метрическому виду относят порядка 15 отечественных и иностранных стандартов.
Существует так же и классификация стыков этого типа. Ее выполняют на основании ее геометрических размеров, расположению на изделии и количеству заходов, или исходя ее практического использования.
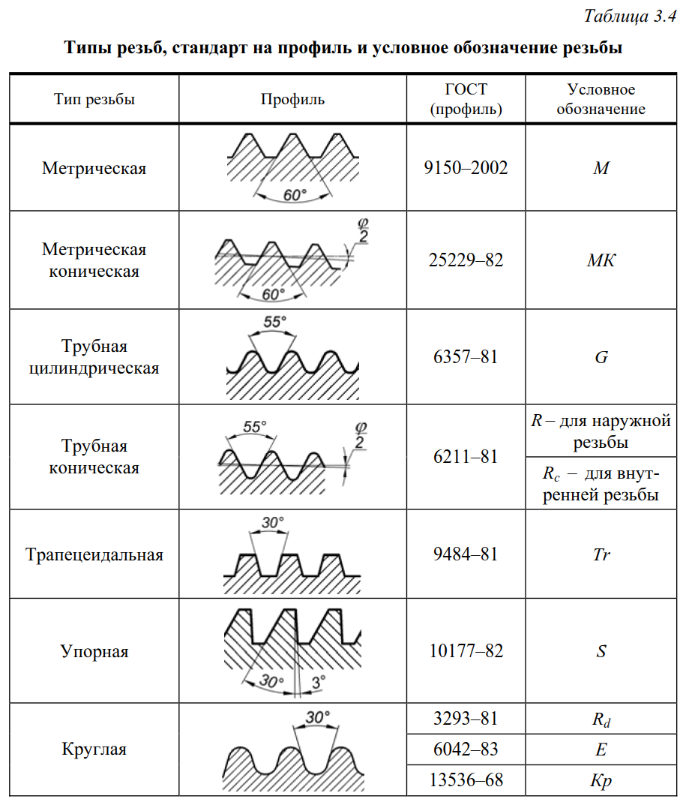
Ниже приведен перечень, в котором указаны типы конструкций разъемных соединений и их обозначения:
- метрическая (M);
- метрическая коническая (MK);
- цилиндрическая (MJ);
- трубная цилиндрическая (G);
- трубная коническая (R);
- круглая для санитарно-технической арматуры (Кр);
- трапецеидальная (Tr);
- упорная (S);
- упорная усиленная (S45°);
- эдисона круглая (E);
- метрическая (EG-M);
- дюймовая цилиндрическая (UTS: UNC, UNF, UNEF, 8UN, UNS);
- дюймовая (BSW);
- дюймовая коническая (NPT);
- нефтяной сортамент.
Трубная дюймовая резьба
Все эти конструктивные элементы используются во всех отраслях промышленности, начиная от авиационной и закачивая пищевой.
Калибры для контроля резьбовых болтов и гаек
Калибры для контроля годности цилиндрических резьбовых соединений действуют как комплект жестких средств, осуществляющих контроль годности резьбы. Преимущество их состоит в том, что они обеспечивают полную взаимозаменяемость рези скручиваемых деталей. Все калибры делятся на две основные группы: для внешней и для внутренней резьбы. По принципу построения они делятся на непроходные и проходные, каждый из которых контролирует свою границу поля допуска, по форме поверхности – на нарезные и гладкие. Резьбовые соединения с полным профилем проходного калибра имеют контур номинального профиля и параметры, выполненные с высокой точностью.
Читать также: Где можно поточить ножницы





