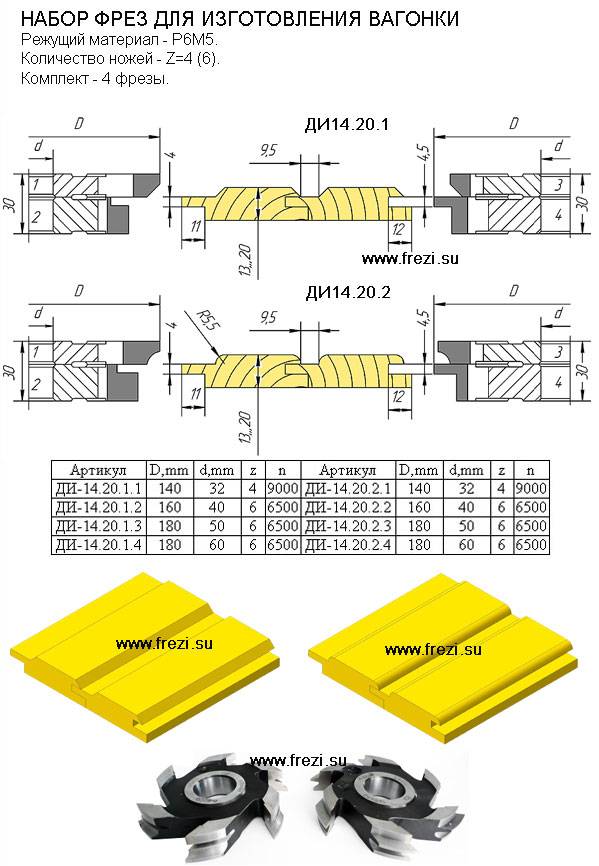
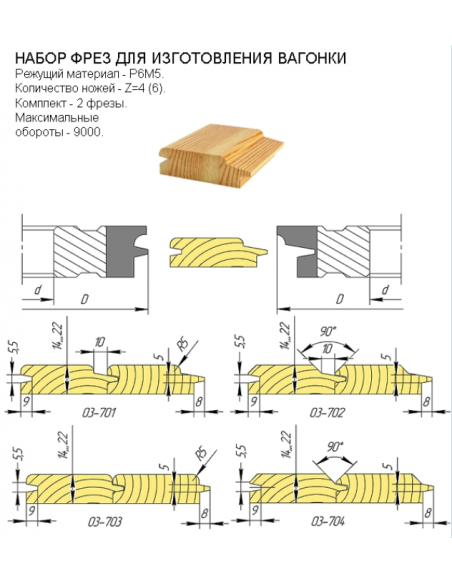
Разновидности наборов
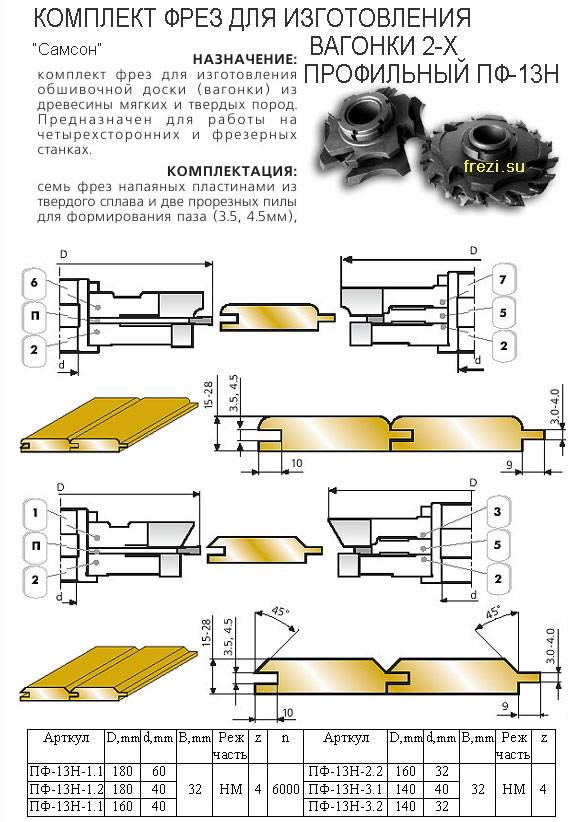
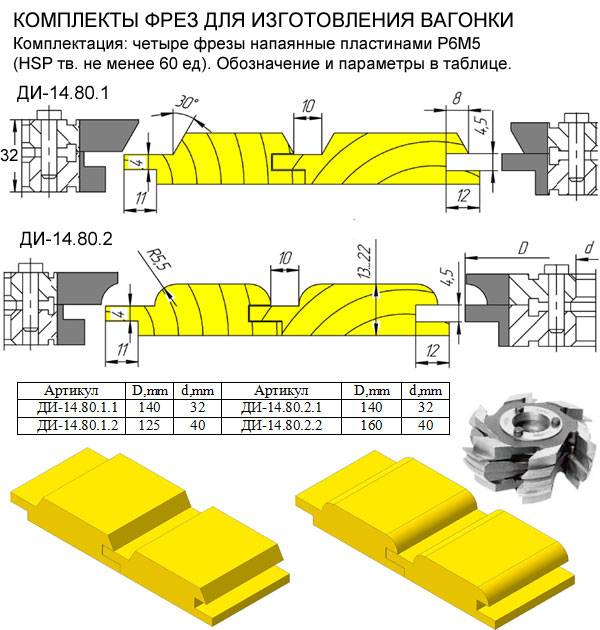
Для изготовления евровагонки – включает в себя блоки сменных многогранных ножей для обработки дерева из твердых и мягких пород. По сравнению с обычным штилем, евровагонка требует формирования зазоров между досками, а также более чистой обработки поверхности. В связи с этим инструмент для евровагонки изготовляется из быстрорежущей стали с напайками из твердосплавного металла.
Наборы для работы с хвойными (ель, сосна, лиственница, кедр) и твердолиственными породами (дуб, ольха, липа) являют собой комплекты фрез с бланкетными ножами из стали HM, когда работа ведется на четырехсторонних и универсальных фрезерных станках.
Фреза с гидрозажимной системой – такой набор предназначен для наивысшей точности при позиционировании инструмента на станке и повышении его производительности. Скорость подачи заготовки при использовании подобных комплектов увеличивается до 54 м/мин.
Набор монолитных фрез для работы на универсальных и четырехсторонних станках – необходим там, где производится вагонка из дорогостоящих и твердых пород дерева.
Для продления срока службы фреза подлежит регулярной очистке от смолы. Не рекомендуется работать с тупыми ножами. Заточка затылованной фрезы производится по передней грани точильными камнями СМ1 СМ2, зернистостью А25 или А35. Заточку твердосплавных фрез выполняет алмазный круг.
Как сделать вагонку своими руками на фрезерном станке
Мастер класс от Ивана Баева.
Для обработки
деревянных заготовок используют фрезерные станки разных конструкций. Многие
умельцы изготавливают такие станки своими силами.
Для изготовления вагонки можно использовать самодельный станок со станиной 900х900 мм.
Перед фрезеровкой станок
готовят к работе, и устанавливают фрезу.
Станок с установленной фрезой
Для создания стыковочного
паза и стыковочного шипа используют две самодельные фрезы с четырьмя ножами. Их
устанавливают по очереди. Рисунок вагонки выбирают установкой фрез на разной
высоте.
Фрезы для станка
Чтобы было удобно
обрабатывать рейки, пользуются прижимами для фрезерного станка. Такой прижим
обеспечивает расположение заготовки нужной стороной, свободный доступ режущей
части фрезы к заготовке, безопасную работу на станке.
Фрезерный станок с упорами
Обрезную доску перед
фрезеровкой пропускают через рейсмус. Откалиброванную рейку фрезеруют под паз.
Обработка рейки на фрезерном станке
Рейка с пазом
Когда все рейки имеют
паз, на станке меняют фрезу на шип, а затем прогоняют все рейки обратной
стороной.
Обработка рейки под шип
Рейка с шипом
Вагонка, изготовленная на фрезерном станке, имеет надёжный
замок и привлекательный вид. Их используют для обшивки любых поверхностей.
Обшивка вагонкой стены
Сделать из обрезной
доски вагонку не очень сложно. Однако это потребует аккуратности и терпения,
так как на работу уйдёт много времени.
С использованием материалов ютуб-каналов: Самоделкин, AlfFisher, Иван Баев
Еще статьи из раздела Технология:
Рубрика Полезные советы
Заходите в группы и Одноклассниках
Фрезы для изготовления вагонки, филенок и для работ по камню при помощи ручного фрезера
Приобретение ручного фрезера – это хорошая возможность сделать много полезных вещей по дому, улучшить его интерьер и экстерьер, провести ремонтные и строительные работы. Однако, чтобы ручной фрезер превратился в полезное и эффективное устройство, его необходимо оснастить соответствующим инструментом – таким, например, как фрезы для вагонки или филенки, для работы по камню, металлу и другим материалам. Найти и приобрести такую продукцию на современном рынке можно легко, но прежде чем делать выбор, следует разобраться в том, что собой представляют такие фрезы и какими параметрами они характеризуются.
Изготовление вагонки ручным фрезером — задача, вполне осуществимая в домашних условиях
Фрезы по камню
Чтобы обработать искусственный камень фрезером (ручным), можно применять традиционные виды фрез, предназначенные для дерева, но только с твердосплавными лезвиями. Здесь имеется одни нюанс: искусственный камень – это композитный материал, имеющий в составе мельчайшие абразивные частицы. Поэтому, из какого бы твердосплавного материала не была сделана фреза, ее хватит лишь на обработку не более 10 погонных метров заготовки из камня. Далее, затупившиеся лезвия не будут давать требуемую чистоту, например, склеиваемых поверхностей, что повлияет на качество соединения.
Поэтому профессионалы советуют использовать лучшие фрезы от известных производителей, таких как Festool, Leuco, Titman, Leitz, Dimar. Ресурс режущих инструментов, изготовленных этими предприятиями, в 5-10 раз выше, чем у обычных твердосплавных инструментов. “Фирменной” оснасткой уже можно провести обработку от 60 до 100 метров композита.
Фрезы для дерева и камня имеют сходство по своему виду и даже имеют одинаковые названия. Некоторые из них очень часто используются для выполнения операций по камню. Но существуют резаки, специально разработанные для обработки изделий из композита.
Фреза “антиперелив”
С помощью данной фрезы по камню можно создавать отливные бортики на кухонных (туалетных) раковинах и столешницах из композита. Обычно полное образование бортика происходит за 2 прохода инструмента.
Также есть модификация резака “антиперелив”, имеющая упорный подшипник.
Фреза “волна”
Этот инструмент предназначен для подготовки поверхностей перед сращиванием. Режущая часть оснастки имеет волнообразный профиль.




Оснасткой выбирается паз, в дальнейшем предназначенный под инкрустацию композитными материалами.
Ремонтный набор для камня
Данный набор применяется для устранения повреждений на поверхности изделий из искусственного камня. В наборе имеется 2 элемента. Одним делается пробка, а вторым – отверстие под нее.
Также для обработки композитов можно использовать фрезы от компании CERATIZIT.
Это алмазные фрезы, которые отличаются своей износоустойчивостью. Изготавливаются они методом спекания нескольких слоев алмазной крошки. Многослойность покрытия позволяет продлить срок службы инструмента, поскольку во время его работы на замену сработавшимся слоям проступают новые слои абразива.
О материале
Прежде чем взяться за изготовление вагонки, рекомендуется понять, с каким материалом вы имеете дело. Данные знания будут полезны для самостоятельного принятия оптимальных решений во время работы в домашних условиях.
Сам процесс проходит в несколько этапов.
- Производство доски. За основу берется хлыст – ствол, который уже очистили от корневой части и сучков. При помощи ленточной или дисковой пилорамы хлыст распиливается по заданным параметрам. За толщину доски берется приблизительное значение в пределах пятнадцати миллиметров, а за ширину сто миллиметров.
- Подсушивание пиломатериала. Свежая древесина обладает большим количеством влаги. В процессе транспортировки, распила или хранения может в большей или меньшей степени расходовать или накапливать влагу в своем составе. К тому же древесина – материал гигроскопичный, то есть способен впитывать водяной пар из воздуха. Для применения в строительных работах требуется максимальной сухой древесный материал. Для того чтобы уменьшить величину отходов, влаги и минимизировать риск растрескивания доски, этот этап крайне важен.

Сортирование. Пиломатериал сортируется в соответствии с качеством. Для производства вагонки отбирается доска, качеством не ниже класса Б (второй сорт). Различие сорта базируется на внешних дефектах доски, их наличии или отсутствии.
Производство вагонки. На этом этапе задействован мощный четырехсторонний строгальный станок. Благодаря различным фрезам и ножам за один раз обрабатывается до четырех плоскостей, то есть за две минуты получаются нужные профили.
Контроль качества, размещение и хранение. На этом процесс получения вагонки на производстве окончен. Это рутинная работа и не предполагает сложности при наличии необходимого оборудования. Для сохранения качеств вагонки требуется правильное создание места для хранения этого материала. Сухое ровное помещение с установленным навесом, возможно использование обычной пленки, накрытой поверх досок
Важно обеспечить систематическое проветривание.

Наборы фрез по дереву
Покупать фрезы поштучно дорогое удовольствие, проще взять целым набором. Он конечно дороже одной фрезы, но если те же фрезы купить отдельно то брать целым набором гораздо дешевле. О таких наборах мы и поговорим сегодня.
Какие наборы фрез по дереву существуют и сколько стоят — видео
https://youtube.com/watch?v=844FS1CEnlg
Компания «Диолд» предлагает множество наборов твердосплавных фрез. Мы расскажем о пяти.
- Включает шесть кромочных фрез с радиусами 3, 4, 5, 6, 8 и 10 мм, которые оснащены нижним опорным подшипником. Хвостовик — 8 мм.
- В этот набор входит 12 фрез:
- две кромочные с радиусами 6,35 и 9,5 мм и с опорным подшипником; одна фигурная с двумя радиусами 4 мм и с опорным подшипником;
- три концевые диаметром 6, 12 и 16 мм; одна торцевая диаметром 12,7 мм; одна угловая (90 градусов) с наружным диаметром 12,7 мм;
- одна пазовая с радиусом 6,35 мм;
- одна торцевая радиусная с радиусом 6,35 мм и опорным подшипником;
- одна торцевая угловая (45 градусов) с опорным подшипником;
- одна пазовая (под «ласточкин хвост») с диаметром торца 12,7 мм и углом 14 градусов. Этот набор фрез будет полезен для начинающего столяра, так как им можно выполнять многие работы по изготовлению несложных предметов мебели.
- Третий набор состоит из 16 предметов и похож на усиленный второй. Добавлены концевые фрезы диаметром 3 и 12,7 мм; пазовая с радиусом 3,2 мм и специальное сверло диаметром 6,3 мм.
- Комплект ориентирован на профессионалов — это 12 фрез усиленной конструкции со всеми функциями второго набора.
- Наконец, пятый набор похож на четвертый, но состоит из 20 фрез усиленной конструкции с большим разнообразием параметров и добавлением торцевой пазовой фрезы шириной 9,5 мм и диаметром 32 мм. Он тоже ориентирован на «профи». Кроме указанных, у «Диолд» есть еще 10 наборов, которые комплектуются фрезами в различных комбинациях.
Подробности работы с филенчатыми фрезами.
Этапы изготовления вагонки
Теперь переходим непосредственно к самому производству. Стоит сразу отметить, что процесс изготовления вагонки своими руками – это довольно кропотливая работа. Чтобы все получилось правильно и впоследствии радовала вас (или ваших заказчиков) необходимо запастись терпением. В противном случае готовые изделия получатся разной толщины и ширины, а значит, внешний вид отделанной вагонкой поверхности будет испорчен.
Сам процесс изготовления вагонки своими руками будет складываться из следующих этапов:
- первым делом распиливаем доски на отрезки нужной длины;
- далее, заготовки нужно распилить вдоль, чтобы получились дощечки требуемой ширины;
- следующим этапом будет фугование;
- в заключение делаем пазы.

Первый этап не представляет большой сложности. Достаточно разбить доску по длине на нужные отрезки и распилить ее поперек при помощи циркулярной пилы. Самым важным является второй этап производства
При распиле доски вдоль, важно чтобы все заготовки получились одинаковой ширины. В противном случае отделанная вагонкой поверхность будет выглядеть некрасиво. Для выполнения второго этапа на заготовке вычерчиваем ровную линию с одного края
Для этого лучше воспользоваться карандашом синего или зеленого цвета, он будет лучше заметен на поверхности. Далее, при помощи циркулярной пили отпиливаем один край. Лучше сразу обработать таким способом побольше досок, так вся работа будет выполнена быстрее
Для выполнения второго этапа на заготовке вычерчиваем ровную линию с одного края. Для этого лучше воспользоваться карандашом синего или зеленого цвета, он будет лучше заметен на поверхности. Далее, при помощи циркулярной пили отпиливаем один край. Лучше сразу обработать таким способом побольше досок, так вся работа будет выполнена быстрее.
Следующие действия потребуют от вас внимательности. Необходимо переставить пилу по линейке, чтобы второй отпил, точно отмерил нужную нам ширину. После настройки станка приступаем к отпиливанию второй стороны будущей вагонки.
Далее, приступаем к фугованию. Этот процесс позволит придать заготовке ровную поверхность, а также сделает все изделия одинаковой толщины. Чтобы именно так и получилось, запомните, сколько раз вы пропустили каждую сторону через фуговальное приспособление. Затем все остальные заготовки обрабатываете такое же количество раз.
Для проделывания пазов используем специальные фрезы для вагонки. Это приспособление устанавливается на станок вместо циркулярной пилы. При помощи фрезы проделываются пазы с обоих торцов вагонки. При этом следите, чтобы их размеры были одинаковыми.
Фрезерование пазов вагонки
Для такой работы желательно иметь универсальный деревообрабатывающий станок. Такое устройство снабжено всеми необходимыми приспособлениями для обработки деревянных заготовок. Как правило, такой станок оснащается фуговальным устройством и циркулярной пилой. При этом он имеет удобную для обработки древесины рабочую поверхность. С таким станком сделать вагонку своими руками будет несложно.





Из видео вы узнаете как сделать и применить специальные прижимы для более эффективной фрезеровки пазов вагонки.
Во время работы стоит воспользоваться некоторыми советами и рекомендациями от специалистов:
- в первую очередь нужно правильно работать с самим деревообрабатывающим станком. При нарезке заготовок под вагонку вдоль, необходимо доску уложить на рабочую поверхность. Далее, ее движение к циркулярной пиле осуществляется при помощи тела. Именно им, а не руками, нужно толкать заготовку. В этом случае риск получить травму значительно снижается;
- чтобы вагонка получилась одинаковой ширины, можно при переустановке пилы для распила второй стороны заготовки, использовать в качестве линейки уже готовое изделие;
- после выполнения всей работы у вас останется много древесных отходов. Не стоит сразу от них избавляться. При распиле заготовок получается много тонких дощечек, их можно использовать в качестве реек для создания обрешетки. В этом случае у вас получится существенно сэкономить на материале.
Кроме этого, можно проделать еще одну работу. Она не является обязательной, но позволит придать готовой вагонке более эстетичный внешний вид. При помощи специального приспособления можно снять фаски небольшого размера с торцов. Также нужно отшлифовать все поверхности.
После всех манипуляций у вас получится готовая, красивая и практичная вагонка. Осталось только обработать ее пропитками, и можно приступать к монтажу. Обработку антисептиком нужно проводить со всех сторон, а не только с лицевой, это позволит надолго сохранить прочность материала.
Промышленная технология производства
Эти знания вам понадобятся для того, чтобы самостоятельно принимать оптимальные решения во время изготовления вагонки в домашних условиях. Процесс промышленного изготовления вагонки состоит из нескольких этапов.
- Изготовление досок. Хлысты распиливаются на ленточных или дисковых пилорамах на обрезную доску заданных параметров. Толщина доски находится в пределах 15-25 мм, ширина 100-150 мм. Конкретные размеры зависят от сорта вагонки.
- Сушка пиломатериалов. Процесс происходит в камерных сушках, за счет чего уменьшается количество отходов, минимизируются риски кручения и растрескивания досок.
- Сортировка. Пиломатериалы сортируются в зависимости от качества. Для изготовления вагонки отбираются доски не ниже второго сорта.
- Изготовление вагонки. Процесс происходит на мощном четырехстороннем строгальном станке. За счет подбора различных фрез и ножей за один проход обрабатываются четыре плоскости, на них сразу создается нужный профиль.
- Проверка качества и складирование продукции.
Вот и вся технология, ничего сложного нет, современное оборудование позволяет по максимуму автоматизировать производство. В домашних условиях такого достичь невозможно, придется терять намного больше времени для изготовления выгонки.
Таблица. Классы вагонки и их описание.
| Класс или сорт | Описание |
|---|---|
| Без трещин, сучков и других дефектов. Поверхность идеально гладкая, ровная. | |
| Поверхность гладкая или чуть шероховатая. Есть по 1 здоровому сучку на 1 погонный метр (диаметр сучка не более 1,5 см). Могут быть трещины: волосяные – длиной не более ½ панели, несквозные – длиной менее 9,5 см (выход трещин направлен в торец панели), появившиеся при сушке – величиной не более ширины панели. Могут быть засмолки и смоляные карманы по 2 шт. на 1 м п. | |
| Много сучков, из них выпадающих не может быть больше 2 шт. на 1 м п. Могут быть сквозные трещины шириной до 1 мм и длиной до 15-30 см, допускаются волосяные трещины по всей длине доски. Допускается присутствие червоточин (3 шт. на 1 м п.) и гнили (не более 1/10 часть панели). Вагонка сорта В подходит для окрашивания. | |
| Качество низкое. Много различных дефектов. Такая вагонка подходит для обивки технических помещений или черновых работ. |
Производство евровагонки ручным фрезером своими руками
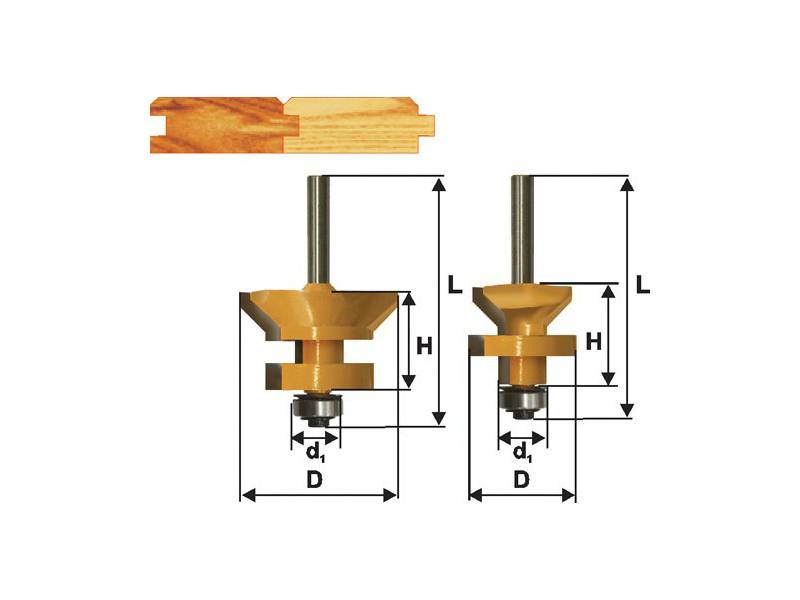
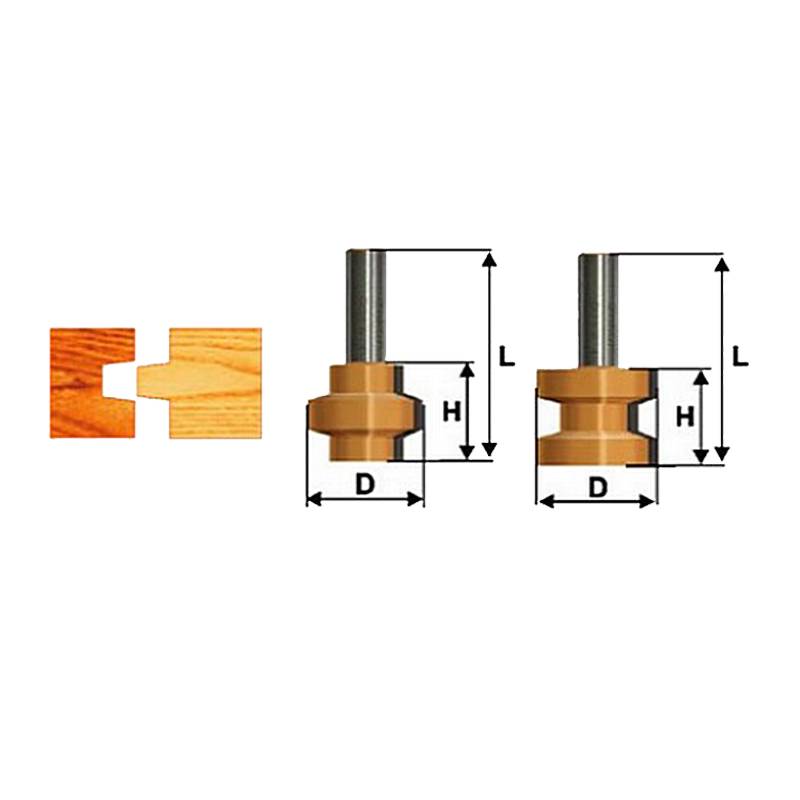
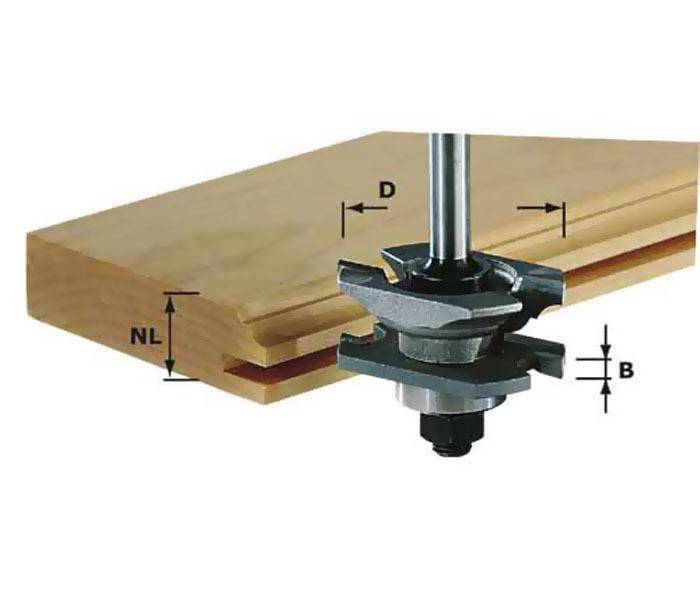
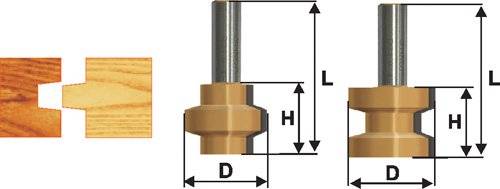
Перед началом работ вам необходимо запастись необходимым количеством заготовок. В зависимости от выбранной толщины заготовки подбирается пазовая и фальцевая фреза либо устанавливается нужный размер между резцами в комбинированной фрезе. Все обрабатываемые кромки заготовок должны быть ровными по плоскости, чтобы паз и гребень четко стыковались между собой.
Во всех ручных фрезерах предусмотрена поверхностная обработка материала режущим инструментом вниз. В отличие от станка, заготовка остается недвижимой, а фреза подается на обработку, вручную учитывая характер профиля фрезеровочных работ.
Изготовление вагонки лучше всего производить с помощью направляющей линейки фрезера, устраняющей возможные отклонения по плоскостям обрабатываемой кромки (торца доски). Обычно сначала делают паз, а затем выбирают шип. Последовательность операций при фрезеровании заготовок вагонки должна быть следующей:
- Закрепляем заготовку на верстаке при помощи струбцин либо саморезами по краям.
- Устанавливаем во фрезер нужную фрезу и регулируем высоту ее проходки.
- Включаем фрезер и делаем пробную проходку.
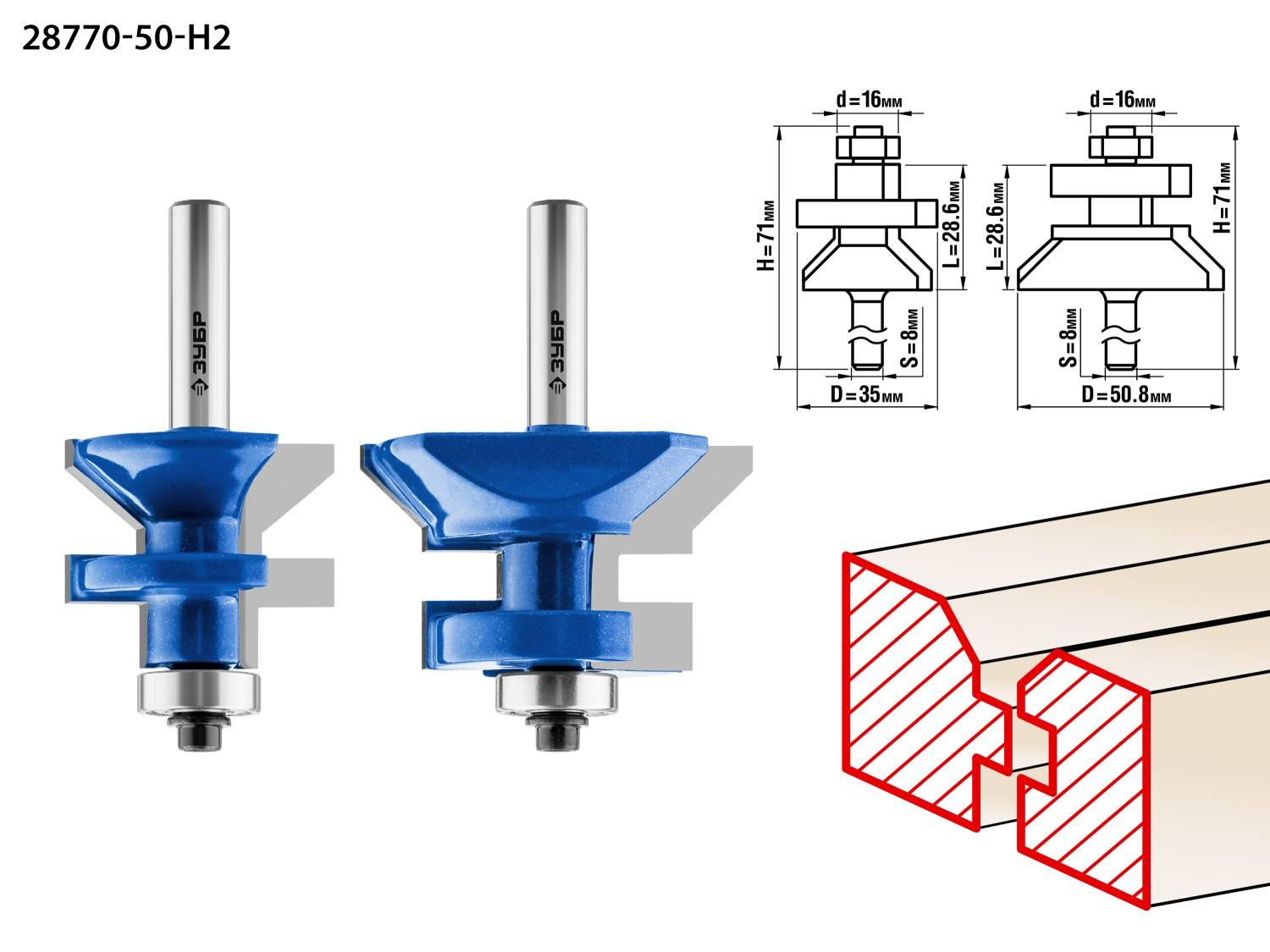
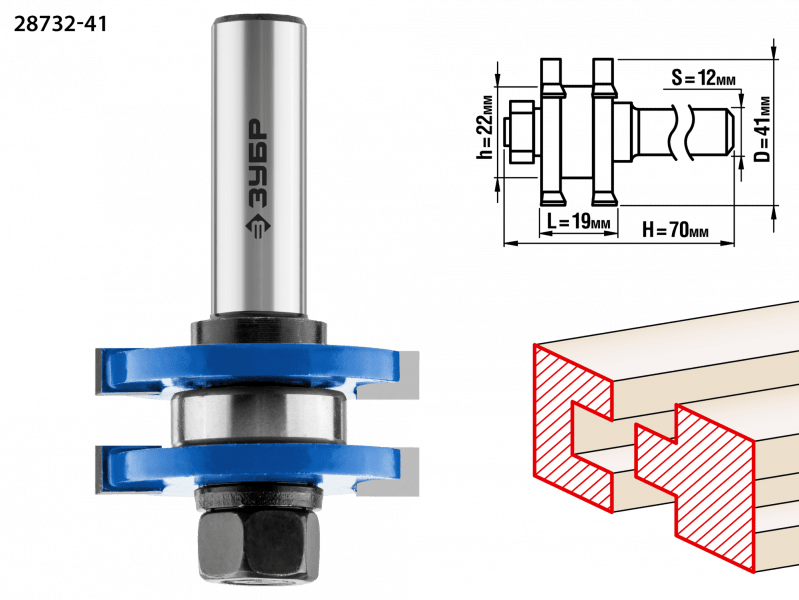
Указанные операции одинаковы для обоих видов операций. Если у вас имеется универсальная фреза, вам не понадобится перенастраивать фрезу ручного фрезера. Другое дело, если ширину планируемого паза невозможно сделать за один проход фрезы. Комбинированные фрезы для изготовления вагонки обычно продаются парно, для пазов и шипов соответственно.
Шиповую (выступающую часть) с другой стороны заготовки выполняют за один проход комбинированной фрезой. Однако для придания вашей вагонке стилизованного вида, например, с имитацией бруса или какого-либо специального профиля, лучше применять отдельные фальцевые фрезы с фигурным профилем. Часто края шипов и пазов вагонки имеют закругленную форму либо фигурный вырез.
От чего зависит качество самодельной вагонки
Работать с пиломатериалами намного сложнее, чем с металлом. В природе не существует двух полностью одинаковых досок, не говоря уже о различных свойствах мягких и твердых пород. Металл же не имеет сучков, не впитывает влагу, не имеет пороков развития и т. д. А эти показатели оказывают влияние на технологию обработки. Промышленное оборудование позволяет намного упростить процесс за счет большой массы станков, точности регулировок, стабильной механической подачи и прочного прижатия.
В домашних условиях все параметры резания нужно соблюдать самостоятельно и оперативно изменять их в зависимости от особенностей доски и возможностей станка. О чем следует помнить?
Обращайте внимание на расположение волокон, никогда не обрабатывайте пиломатериалы «против шерсти».
Следите за состоянием подшипников. Малейшее биение непременно скажется на шероховатости поверхностей
Как только обнаружится, что вал станка немного шатается – подшипник нужно срочно менять или, при возможности, регулировать
Десятые доли миллиметра вибрации заметно ухудшают конечное качество.
Исправность режущих инструментов – одна из важных составляющих чистоты поверхности. Пилы и фрезы должны быть острыми. Если вы изготавливаете фрезы самостоятельно, то используйте только прочные марки инструментальной стали. Геометрия всех фрез должна быть одинаковой. В противном случае некоторые из них не будут работать, а это очень нежелательное явление.
Точно выставляйте фрезы, не спешите. Неопытному мастеру выставить сразу все фрезы очень сложно, не расстраивайтесь. Потеряйте больше времени, но добейтесь желанного результата. Потерянное время в дальнейшем с избытком окупится.
Чем больше фрез, тем лучше. Если головка позволяет устанавливать четыре, то так и поступайте, не работайте с двумя. Четыре фрезы немного увеличивают время установки, зато потом станок работает больше времени – они меньше тупятся.
Всегда пользуйтесь полностью одинаковыми клиньями для фиксации ножей. Даже небольшие различия в массе становятся причиной вибрации головки. Вибрация не только ухудшает качество обработки, но и становится причиной быстрого износа подшипников, повышает риск получения травм.
Соблюдайте режимы резания пиломатериалов
Это очень важное условие. К режимам резания относится число оборотов вала, количество режущих плоскостей, скорость подачи и угол заточки. Говорить на эту тему можно очень долго, режимы резания имеют огромное количество вариантов
Начинающим мастерам нужно хоть немного ознакомиться с теорией, а в дальнейшем все зависит от умения практически учиться и желания работать с деревообрабатывающими станками.
Перед подачей доски на станок осмотрите ее, выберите оптимальное направление резания с учетом особенностей поверхностей, наличием и видом сучков и иных дефектов.
Готовую вагонку складываете ровными штабелями, не ставьте ее вертикально, не разбрасывайте по всей мастерской. Чистота и порядок – свидетельство профессионализма мастера
Говорить на эту тему можно очень долго, режимы резания имеют огромное количество вариантов. Начинающим мастерам нужно хоть немного ознакомиться с теорией, а в дальнейшем все зависит от умения практически учиться и желания работать с деревообрабатывающими станками.
Перед подачей доски на станок осмотрите ее, выберите оптимальное направление резания с учетом особенностей поверхностей, наличием и видом сучков и иных дефектов.
Готовую вагонку складываете ровными штабелями, не ставьте ее вертикально, не разбрасывайте по всей мастерской. Чистота и порядок – свидетельство профессионализма мастера.
Если мало опыта, то вход/выход доски может быть бракованным из-за незначительного изменения направления движения и непараллельности с линейкой. Имейте это в виду во время определения длины вагонки, делайте запас по длине.
При соблюдении вышеперечисленных рекомендаций, пользоваться шлифшкуркой для окончательной подгонки поверхностей не нужно. Помните, что только дилетанты так изготавливают вагонку, что ее потом приходится долго и нудно вручную шлифовать.
Изготовление вагонки промышленным способом
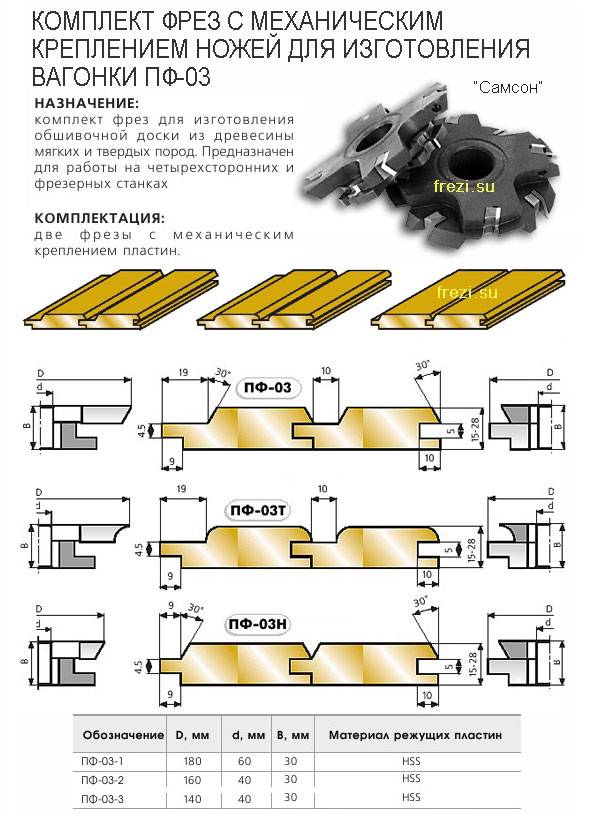
В промышленных масштабах производство вагонки проводят на специальном оборудовании, которое требует довольно просторных помещений и опытных мастеров. На этих станках также используют специальные фрезы для вагонки.
Этапы производства:
Производство начинается с подготовки обрезной доски. Ее изготавливают из разных пород дерева. Но вагонка из некоторых пород предназначается только для внутренних или только для внешних работ.
Следующим этапом является сушка доски, которую проводят как на воздухе, так и в помещении
Очень важно в этом процессе проследить за влажностью воздуха, чтобы древесина не пересохла и вагонка не треснула или не деформировалась.
Придание формы, фальцовка вагонки или шпунтовка. На этом этапе планки приобретут нужную форму и определенный способ крепления
Используя специальный станок, создают необходимые отверстия и пазы в планках.
Проверка на наличие брака перед поставкой в продажу. Вагонку просматривают на наличие различного брака, например, сучков или трещин, очищают от отходов, которые появляются в процессе обработки досок, сортируют в соответствии с качеством, типом соединения планок и материалом.
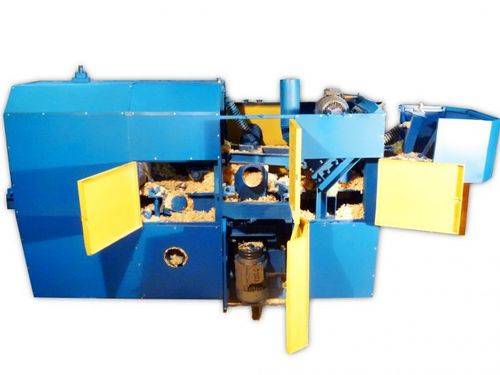
Станок для изготовления
Принцип работы фрезерного станка и изготовления вагонки можно увидеть на видео.
Это интересно: Акриловый клей — виды, преимущества и сфера применения
Кромочные фрезы
Предназначены для обработки краев изделия. Все кромочные фрезы характеризуются наличием подшипника, который при работе обкатывает кромку детали. При этом рабочая (режущая) часть расположена выше или ниже подшипника.


Прямые кромочные фрезы
Прямые кромочные фрезы наиболее востребованы при работе с шаблонами, причем подшипник у них бывает верхний или нижний. Вторые дешевле, но при их использовании заготовка располагается между шаблоном и фрезером, что не позволяет вести обработку в два прохода по глубине (при верхнем подшипнике это возможно).
Приемы работы с кромочными фрезами — видео
Подобные фрезы характеризуются рабочей длиной, рабочим диаметром, а также диаметром подшипника (он не всегда равен рабочему). Для большинства случаев удобнее выбирать фрезы, у которых эти диаметры совпадают, что облегчает изготовление и крепление шаблона на заготовке.
Фасонные, или калевочные, кромочные фрезы

Отличаются большим разнообразием. Выбор таких фрез диктуется только желаемым профилем кромки, который выбирают исходя из внешнего вида изделия.
Размерность их, как правило, определяется высотой рабочей части, а также наибольшим диаметром и радиусом закругления, которое они делают.
Если закруглений в профиле несколько, то обычно указывается профиль наибольшего из них. Крайне редко, но встречаются регулируемые калевочные кромочные фрезы. У них можно настраивать расстояние между рабочими частями.
Дисковые кромочные фрезы
Предназначены для выборки фальца, но в отличие от прямых пазовых они базируются по кромке подшипником, отчего выбираемый ими паз точнее располагается относительно ребра заготовки. Правда, они и дороже прямых пазовых. Зачастую такие фрезы делают регулируемыми, чтобы выбирать пазы разной глубины или ширины. При этом в набор входят подшипники разного диаметра или стопка тонких фрез на оси, так что высота изменяется разборкой фрезы и снятием лишних дисков.
Как правильно выбрать фрезу. Советы начинающим фрезеровщикам в этом видео
Фигурные кромочные фрезы
Они могут иметь на конце подшипник, но форма их кромок намного сложнее, чем у фасонных кромочных, а высота больше. Применимы для получения багета и обработки кромок филенок, плинтусов, фасадных рам. Без подшипника такие фрезы тоже выпускаются. В этом случае ими надо работать с помощью параллельного упора или копировальной втулки и шаблона.
Комбинированные рамочные, или контрпрофильные, фрезы. Они используются при обработке смежных кромок с целью создать части соединения рамок. Такие фрезы бывают и сборными.
Горизонтальные фигирейные фрезы
Предназначены для декоративного фрезерования кромок филенок. Из-за большого диаметра, массы и усилия резания они выпускаются исключительно с 12-миллиметровым хвостовиком и применять их можно только в столе, то есть при стационарном креплении фрезера. Иногда такая оснастка состоит из двух режущих дисков и способна за один проход обрабатывать обе стороны филенки.
Подобные фрезы имеют наибольший диаметр из всех, так что при выборе фрезерной машины стоит сразу подумать, будете ли вы делать филенки. Это соображение напрямую влияет на выбор инструмента по диаметру отверстия в его подошве.





