Какое оборудование для изготовления пенобетона следует приобрести?
А теперь от слов переходим к действию. Чтобы открыть бизнес вам потребуется специальное оборудование для производства пеноблоков. Для своих расчетов мы будем производить пеноблоки классическим способом. Достаточный набор оборудования включает в себя:
- виброгрохот – для просеивания материалов;
- смеситель;
- дозатор воды;
- устройство для подачи смеси;
- парогенератор (если не использовать баротехнологию);
- компрессор;
- шланг для подачи готового раствора;
- набор форм, опалубка.
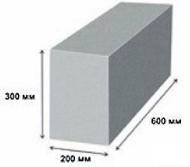
В среднем на оборудование планируем потратить 300000 рублей. Объем производства 5м3 за 8-ми часовой рабочий день (140 пеноблоков 600*300*200).
Чтобы получить 1 куб.метр пенобетона потребуется: 310 килограмм цемента М500, 210 кг песка, 105 литров воды, 0,6 литра пенообразователя, смазка для формы 0,5 литра, ускоритель твердения 0,5кг.
Пенообразователь можно сделать самим. Для 1м3 пенобетона – столярный клей 0,063кг., каустическая сода 0,016 кг., канифоль 0,06кг. Более подробно о самодельном пенообразователе можно почитать в интернете. В нашем расчете мы будем использовать покупной пенообразователь.
Целесообразно для вашего бизнеса подойдет установка для производства пенобетона комплектная, в которую входит все необходимое оборудование. Такой комплект можно купить даже с рук (б/у) не в ущерб будущему качеству.
Оборудование для производства пеноблоков в домашних условиях
Чтобы изготовить блоки из пенобетона, не обойтись без минимального набора оборудования и оснастки:
- пеногенератор – его производительность должна быть не менее 200 л/мин;
- компрессор;
- бетономешалка – объем от 250 л;
- формы для пеноблоков или разъемная опалубка.
 Чтобы регулировать и контролировать давление, желательно подключить вспомогательные приборы и оборудование – манометры, насосы. Формы делают разъемными или неразъемными. В первом случае они представляют собой 2 Г-образные половинки из деревянной доски толщиной 20 мм, обитой жестью, или 4 плоские стенки из стального листа, соединенные болтами или защелками. Цельную оснастку делают методом сварки из листа толщиной 4 – 5 мм: стенки должны быть трапециевидными для упрощения выемки изделий. Удобнее пользоваться многоместными формами из влагостойкой фанеры, металла или пластика, представляющими собой каркас с ячейками.
Чтобы регулировать и контролировать давление, желательно подключить вспомогательные приборы и оборудование – манометры, насосы. Формы делают разъемными или неразъемными. В первом случае они представляют собой 2 Г-образные половинки из деревянной доски толщиной 20 мм, обитой жестью, или 4 плоские стенки из стального листа, соединенные болтами или защелками. Цельную оснастку делают методом сварки из листа толщиной 4 – 5 мм: стенки должны быть трапециевидными для упрощения выемки изделий. Удобнее пользоваться многоместными формами из влагостойкой фанеры, металла или пластика, представляющими собой каркас с ячейками.
Виды маркировки
В строительстве в зависимости от целей используют пеноблоки разной плотности. Данная характеристика обозначается латинской буквой D с числовым индексом, указывающим на вес кубометра материала в килограммах. Различают:
- D100 — D Используются для возведения внутренних перегородок жилых и общественных зданий.
- D400 — D Подходят для утепления и звукоизоляции стен, полов и междуэтажных перекрытий.
- D600 — D Применяются как для теплоизоляции конструкций, так и для строительства наружных стен.
- D1000 — D Предназначаются для монтажа несущих стен, колонн, перемычек и прочих конструкционных элементов.
 Согласно требованиям отраслевых стандартов, после испытаний в лаборатории блоки могут получать дополнительную маркировку, указывающую на их характеристики:
Согласно требованиям отраслевых стандартов, после испытаний в лаборатории блоки могут получать дополнительную маркировку, указывающую на их характеристики:
- Символом B с цифрами обозначается прочность изделия на сжатие. Значения индекса от 0,5 до 60 указывают нагрузку в кгс/см², которую выдерживает блок.
- Символ F с цифрами от 15 до 75 указывает на морозостойкость. Индекс после него обозначает допустимое количество циклов заморозки и размораживания.
Покупатели обращают внимание на технологию сушки готовых изделий. Опыт показывает, что она отчасти влияет на прочность материала
Существуют блоки:
- Автоклавные. После схватывания раствора выдерживаются несколько часов в герметичной камере при температуре 170–210°С и давлении 0,8–1,2 мПа;
- Неавтоклавные. Высушиваются и дозревают 28 дней в естественных условиях, при комнатной температуре и влажности.
Также пеноблоки отличаются по размерам, что позволяет строителям подбирать их в соответствии с поставленной задачей:
Размеры бетонных пеноблоков
| Размеры | Количество на кубометр |
| 100 × 300 × 600 мм | 55 шт. |
| 120 × 300 × 600 мм | 46 шт. |
| 150 × 300 × 600 мм | 37 шт. |
| 200 × 300 × 600 мм | 27 шт. |
| 250 × 300 × 600 мм | 22 шт. |
| 400 × 300 × 600 мм | 20 шт. |
Наконец, пеноблоки можно классифицировать по их назначению при выполнении строительных работ. Ассортимент выглядит так:
- Стандартные. Имеют толщину 200–300 мм, что позволяет использовать их для решения любых задач.
- Для перегородок. Отличаются толщиной 100–150 мм, а потому хорошо подходят для обустройства внутренних стен.
- U-образные. Имеют вид лотка, в который укладывают армирующий пояс, перевязки или инженерные коммуникации.
- Армированные. Представляют собой усиленные стальным каркасом блоки и балки, подходящие в качестве перемычек.
- Нестандартные. Отличаются выступами, вырезами, внутренними пустотами или сложной формой. Производятся в основном на заказ.
4 Самостоятельное производство пенобетона – общая схема и особенности
Первый шаг – заполнение бетономешалки нужным количеством песка, цемента и воды. Включаете агрегат и ждете получения однородного состава. После этого получаете пену (в самодельном или заводском пеногенераторе), добавляете ее в бетономешалку, досыпаете требуемый объем отвердителя. Снова смешиваете состав в течение нескольких минут. Длительность перемешивания более 3–4 минут не допускается. Чем дольше замешивается композиция, тем больше разрушается пена, что недопустимо, так как чревато существенным снижением прочностных и иных характеристики готового пенобетона.
 После заполнение форм полученным раствором, смесь оставляют на сутки
После заполнение форм полученным раствором, смесь оставляют на сутки
Следующий этап работ – заполнение форм полученным раствором. После заливки смесь оставляют на сутки (иногда требуется и больше времени для застывания). Выдержка пенобетона производится при температуре окружающей среды на уровне 6 и больше градусов. Если работы выполняются зимой в неотапливаемом помещении, придется подогревать его с помощью электрокалорифера либо тепловой пушки. Через сутки вынимайте блоки из форм на поддоны, ждите еще 12–24 часа.
Как видим, весь процесс самостоятельного производства пеноблоков занимает не более двух суток. С течением времени вы наловчитесь выполнять все необходимые операции намного быстрее. А значит, сможете делать качественные строительные изделия более оперативно. Грамотно организовать техпроцесс и повысить его эффективность помогут советы профи, которые приводятся далее:
- Используйте подогретую до 30° воду для смешивания состава.
- Для ускорения застывания смеси добавляйте в нее примерно 1,5 % (от общей массы композиции) хлористый кальций. Эта добавка, кроме всего прочего, снижает риск растрескивания блоков. Ее обязательно нужно применять при проведении работ в зимнее время.
- Если планируется регулярный выпуск пеноблоков, желательно соорудить простейшие пропарочные камеры, в которых изделия будут сушиться при температуре +60 °С. За счет этого вы сможете уменьшить время, необходимое для качественного созревания композиции.
- Постарайтесь делать формы с максимально правильной геометрией. Тогда готовые блоки будут соответствовать всем стандартам.
- Формы из фанеры после заливки состава накрывайте пленкой из полиэтилена, а металлические всегда смазывайте перед заполнением пенобетонной смесью любым машинным маслом.
Следуйте нашим советам, четко выдерживайте рекомендованные пропорции, и вы гарантированно получите самодельный пенобетон отличного качества. Желаем удачи всем домашним мастерам!
Реализация
Производство пеноблоков как бизнес предполагает тесную связь выпуска и сбыта изделий. Если предприниматель не сможет быстро продавать довольно большие объемы продукции, завод будет работать вполсилы и не принесет ожидаемой прибыли.








 Решить эту проблему проще, чем кажется. Обычная бригада на строительстве дома за день укладывает 6–8 м³ пеноблоков. Соответственно, бизнесмену необходимо найти всего трех-четырех подобных заказчиков, чтобы обеспечить цех работой. Как искать клиентов:
Решить эту проблему проще, чем кажется. Обычная бригада на строительстве дома за день укладывает 6–8 м³ пеноблоков. Соответственно, бизнесмену необходимо найти всего трех-четырех подобных заказчиков, чтобы обеспечить цех работой. Как искать клиентов:
- Если производственная база расположена недалеко от оживленной дороги, можно установить на обочине рекламный щит или баннер с указателем.
- В районах новостроек, дачных кооперативов и коттеджных поселков желательно расклеить листовки с предложением продукта.
- Можно дать рекламу в специализированные издания и газеты объявлений, которые есть почти в каждом городе.
- Строительные фирмы и бригады необходимо обзвонить лично, предварительно подготовив интересную презентацию изделий.
- Также лично нужно провести переговоры с владельцами строительных магазинов и супермаркетов, оптовых баз и специализированных рынков.
- В интернете прежде всего следует разместить предложения на торговых площадках и порталах, досках объявлений и ресурсах для строителей.
- Как минимум простой одностраничный сайт с перечнем продукции, контактами и формой для заказа однозначно необходим мини производству пеноблоков.
- Потенциальных клиентов можно встретить на разнообразных строительных форумах и в группах социальных сетей. Начинать здесь нужно не с рекламы, а с общения.
- Для привлечения трафика из поисковых машин нужно использовать оптимизацию сайта под ключевые запросы и публикацию контекстной рекламы.
- Наконец, предприниматель может организовать сбыт продукции в розницу через свой магазин, расположенный непосредственно возле завода по производству пеноблоков.
Самостоятельное изготовление пеноблоков
Процесс самостоятельного изготовления пенобетона не намного сложней замешивания обычного бетона с единственным отличием — вам понадобится пеногенератор. В остальном же производство не вызывает каких-либо сложностей.
А экономия при его использовании настолько существенна, что при возведении одно и двухэтажных коттеджей или домов, является наиболее выгодным.
Материалы и инструменты, которые вам понадобятся
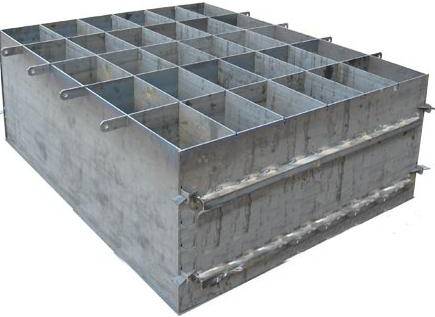
На фото – форма для изготовления блоков.
Прежде чем приступать к самостоятельному производству блоков, необходимо закупить компоненты, используемые при замешивании, и приготовить оборудование, необходимое для изготовления пеноблоков в домашних условиях.
Для смеси вам понадобятся:
- цемент марки не меньше М400;
- песок мелких и средних фракций;
- вода;
- пенообразовательное вещество.
Кроме компонентов необходимо приготовить:
- формы для пеноблоков;
- пеногенератор;
- нагнетательный компрессор.
Стоит заметить, что как формы, так и пеногенератор при определённых навыках вполне возможно изготовить самостоятельно.
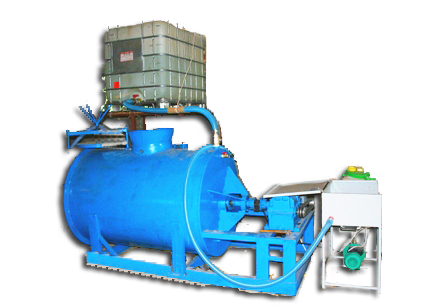
На иллюстрации — оборудование для изготовления пеноблоков в домашних условиях
Лучшим материалом для форм является влагозащищённая фанера толщиной 3-8 мм. Из неё собираются ящики нужных размеров, которые можно использовать в течение долгого времени. Их количество зависит от тех объёмов смеси, которые вы рассчитываете вырабатывать за один день.
Для того чтобы собрать пеногенератор своими руками, вам потребуются:
- компрессор, который используется автомобилистами для подкачки колёс,
- специальное приспособление, состоящее из смесительной камеры и пенообразующей трубки.
В этом приспособлении смешиваются вода и пенообразовательное вещество, а полученная пена под давлением подаётся непосредственно в цементную смесь. Для правильного изготовления генератора необходима инструкция, которую без труда можно найти на просторах всемирной сети.
Цена такого устройства при наличии компрессора будет значительно меньше, чем не только покупка, но и аренда дорогостоящего пеногенерирующего оборудования.
Изготовление пенобетонных блоков
На фото – срез пенобетона.
Процесс изготовления пеноблоков необходимо начать с подготовки места, где будет налажено производство и хранение брикетов. Желательно чтобы это было крытое помещение достаточного размера с возможностью проветривания, поскольку повышенная влажность не лучшим образом отразится на качестве блоков.
Бетономешалка и пеногенератор устанавливаются рядом, но таким образом, чтобы они не мешали вам загружать компоненты и выгружать замешанный раствор в формы.
После того, как рабочее место подготовлено, компоненты закуплены, а формы установлены, в бетономешалку засыпается цемент и песок, где и происходит их смешивание. В это же время в пеногенераторе происходит образование пены, которая под давлением закачивается в бетономешалку.
Готовую смесь заливают в формы и трамбуют путём штыкования или лёгкого постукивания по боковинам форм. Это необходимо для равномерного распределения раствора, для исключения образования пустот, значительно снижающих прочностные характеристики блоков.
По прошествии суток смесь схватится настолько, что формы можно будет разобрать, и залить новой порцией пенобетона, а готовым блокам нужно дать выстояться ещё не менее суток, прежде чем использовать их в строительстве или складывать для хранения в штабеля.
Сделай сам
Для того чтобы изготовить все необходимые устройства для создания пеноблоков, следует детально изучить технологический процесс производства, и уже на его основании подобрать нужные агрегаты. При этом следует учитывать, что не все элементы стоит изготавливать самостоятельно, поскольку определенные детали проще купить в готовом виде. Это будет намного быстрее и дешевле.
Готовая пена, предназначенная для смешивания с цементным раствором
Процесс изготовления
Обычно оборудование для резки пеноблоков и нужно только при монтаже, поскольку изготовление данного строительного материала производится в специальных формах.
- Для начала необходимо приготовить смесь. Ее делают из песка, цемента, воды и специального вспененного вещества.
- Сначала создают цементный раствор, который готовят в пропорции указанной на инструкции к вспенивающему веществу.
- Далее разводят в пенообразователе приобретенный состав с водой и добавляют готовую пену в раствор.
- После этого необходимо перемешивать полученную смесь еще несколько минут до получения однородной массы.
- В итоге полученную смесь разливают по формам и дают ей застыть.
Стоит отметить, что пеноблоки и оборудование для их производства могут иметь различные технические характеристики, поэтому описание производства дано приблизительное, чтобы понять его основы.

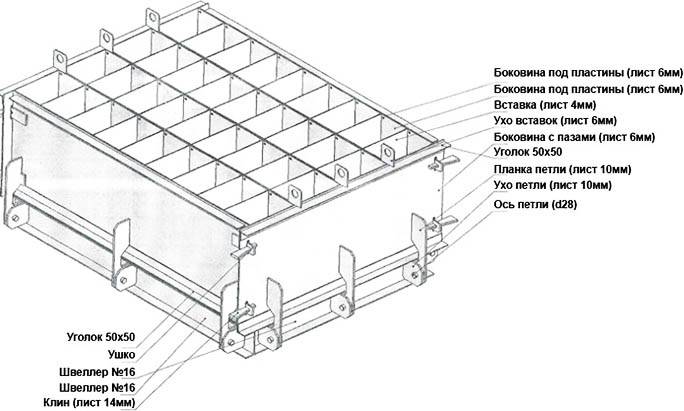
Конструкция формы
Форма
Данную часть оборудования лучше всего изготавливать самостоятельно.
При этом можно задать любые габариты для будущих изделий или придать им специфическую форму.
- Для изготовления лучше всего использовать листы металла, поскольку остальные материалы очень быстро изнашиваются.
- Из них сваривают форму для пеноблока на несколько ячеек, каждая из которых соответствует блоку.
- При этом стоит помнить, что сварные швы должны располагаться снаружи, чтобы готовую продукцию можно было извлекать без помех.
- Стоит отметить, что если продается б у оборудование для пеноблоков, то форма, изготовленная из металла, будет самой работоспособной частью, которая сохранит все свои первозданные качества.

Небольшая бетономешалка станет незаменимым инструментом для профессионального строителя, особенно при создании пеноблоков
- Формы для пеноблоков
- Оборудование для производства пеноблоков
- Как делают пеноблоки
Смеситель
Для создания данного агрегата может понадобиться масса разных устройств, цена которых довольно высока. Именно поэтому в качестве замены мастера рекомендуют использовать обычную бетономешалку. При этом стоит отметить, что она пригодиться не только для изготовления блоков, но и для их последующего монтажа.







Также смеситель можно заменить емкостью, в которую устанавливают дрель со специальной насадкой-миксером. Однако производительность и качество такого устройства оставляет желать лучшего.

Любительское фото готового пенообразователя
Пенообразователь
Данная деталь оборудования является одной из основных, поскольку именно она служит для создания пены. Поэтому многие мастера предпочитают ее приобретать в магазине, а не делать своими руками.
На самом же деле создать такое устройство довольно просто:
- Для начала понадобится большая и герметичная емкость в виде бочки.
- В нее нужно будет загружать воду и вспенивающее вещество.
- После этого к нижней части емкости подсоединяют компрессор, а в верхней области делают выходное отверстие.
- При этом на входе воздуха в бочку устанавливают вентиль, который будет регулировать подачу вещества.
- Выходное отверстие также соединяют с компрессором через тройник, на сторону воздушной подачи которого также монтируют вентиль.
- В итоге получается система с двумя клапанами, которые регулируют количество кислорода и жидкости на выходе.
- Далее инструкция по производству пеноблока требует, чтобы готовая смесь прошла через решетку с мелкими отверстиями, в результате чего и образуется пена. Поэтому на выход из тройника устанавливают специальную насадку. В качестве нее можно использовать автомобильный глушитель с установленной в него решеткой или ячеистым материалом.
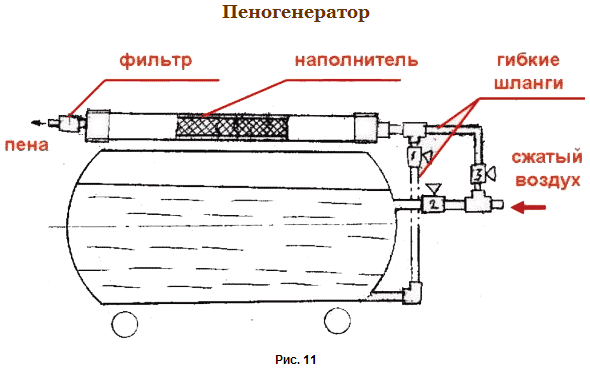
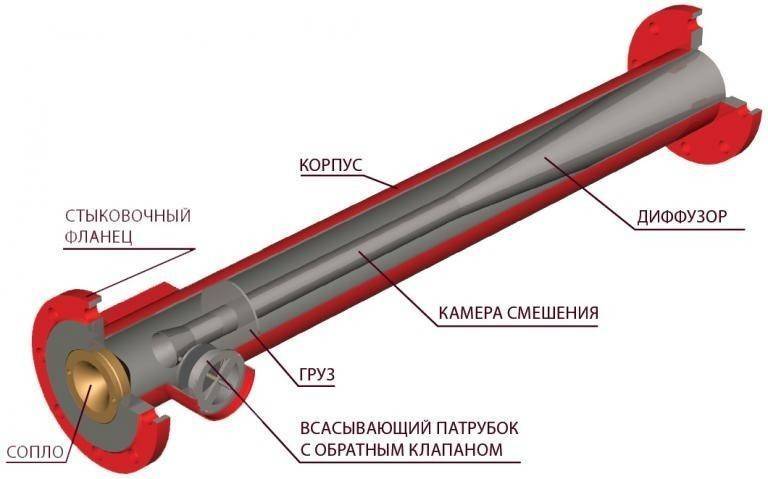
Принцип работы пенообразователя
Разновидности установок
Бизнес по производству пеноблоков считается одним из самых быстроокупаемых. В стоимость продукции, помимо прочего, включают затраты на оборудование. К его выбору нужно подойти со всей ответственностью, существующие разновидности отличаются производительностью и качеством полученной продукции.
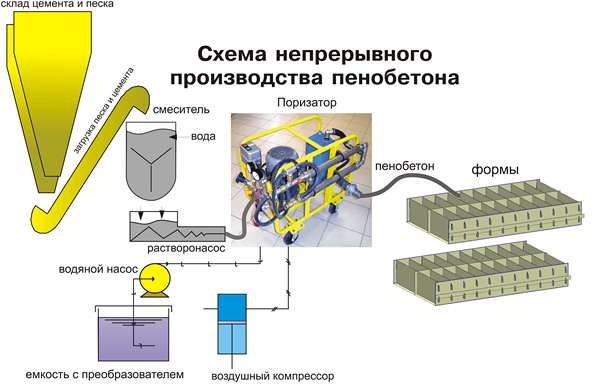
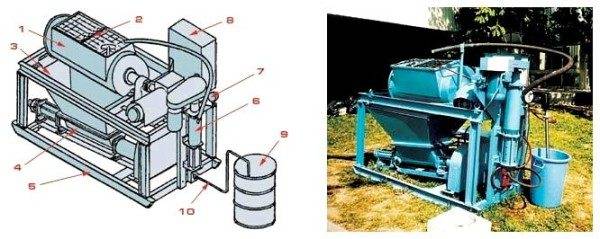
Мобильные
Этот тип оборудования можно приобрести по частям или в полном комплекте. Готовый вариант предпочтительнее, с ним проще работать и можно быстрее ввести в эксплуатацию. Состоит мобильная установка из следующих деталей:
- Виброгрохот. Просеивает сырье, удаляет мусор.
- Устройство для подачи сырья. Передает в главный отсек песок, цемент.
- Дозатор воды.
- Смеситель.
- Баросмеситель (редко встречается пеногенератор).
- Компрессор.
- Шланг. Выводит готовый материал.
Плюсы мобильных установок:
- простота и удобство в эксплуатации;
- недорогое обслуживание;
- низкая стоимость;
- нет деталей, работающих под давлением (а значит лицензия на выпуск материала не требуется);
- сравнительно легкая по весу конструкция, можно перемещать при необходимости.
Минусы
- быстро расходуется пенообразователь;
- блоки получаются меньшей прочностью, чем созданные на более профессиональном оборудовании.
Выработка мобильной установки: 24-72 м.куб/сутки.

Какие машины пользуются спросом:
- Санни от «Строй Бетон».
- Метем от ГК Метем.
- Robus 500MS от Предприятия РОБУС.
Для тех, кто не собирается открывать завод или крупный цех по созданию пенобетона, можно выбрать б/у установки, которые в цене будут дешевле в несколько раз.
Видео-обзор мобильной установки для производства пеноблока «БАС-130»:
Стационарные
Установки отличаются более серьезной конструкцией, из-за этого их цена может показаться высокой.
Составные части:
- бетономешалка;
- пеногенератор;
- средства для подачи бетона;
- формы для готового продукта;
- оборудование для выдержки пеноблоков;
- аппарат для резки.
Преимущества:
- производительность существенно выше;
- качество готового продукта лучше;
- расход пенообразователя ниже;
- себестоимость пеноблоков ниже.
Недостатки: высокая стоимость оборудования.

Стационарные установки требуют наличия просторного помещения. Применяются для массового производства пенобетона. Средняя производительность 40-100 м.куб/сутки.
Бывает готовая единая конструкция или сборная. Перед покупкой необходимо выбрать и подготовить помещение для устройства производственного цеха (если ранее в нем никогда подобные работы не проводились).









Есть несколько важных условий:
- минимизация ручного труда (положительно влияет на качество готового продукта);
- размещение оборудования должно быть максимально компактным, без больших расстояний между частями установки;
- доступ воды в цех должен происходить без перебоев;
- наличие кран-балки;
- отдельное место для пропарочной камеры;
- оборудование для выдержки имеет укромное место, сухое и без сквозняков.
Популярная марка стационарных установок – Метем от ГК Метем.
Перед заказом оборудования нужно составить план помещения и определиться с размещением в конкретных условиях. Потребуется лицензия.
Автоматические
Высококлассное оборудование, используется на заводах по производству пеноблоков. Минимизируют участие ручного труда, качество готовой продукции существенно лучше. Организация автоматического производства требует подготовки:
- наличие цементного склада с системой дозации;
- создание хранилища для песка;
- место для линии распределения компонентов для последующей их передачи в оборудование;
- площадь для производственной линии;
- участок, где проходит резка и хранение готовых пеноблоков.
Преимущества:
- самая большая производительность;
- процесс полностью автоматизирован, рабочей силы требуется минимум;
- автоматизация позволяет снизить себестоимость готовой продукции, продажи повышаются.
Недостатки:
- дороговизна оборудования;
- необходимость в объемных площадях для установки.

Организация автоматического производства потребует немалых затрат на первом этапе, окупятся они в лучшем случае в течение года.
Какое оборудование пользуется популярностью:
- Фомм-ПУСК от «Строй–Бетон».
- FC100WM от НПК FCI технологий.
- Старт (полуавтомат) и Метем-АЗП от ГК Метем.
Особенности бизнеса
Существует два принципиально разных подхода к производству пеноблоков. В первом случае речь идет о т.н. кустарной мастерской, рассчитанной на обеспечение стройматериалами самого изготовителя и, в крайнем случае, небольшого количества его знакомых. Этот вариант мы рассматривать не будем, поскольку используемая технология не позволяет выпускать продукцию качества, приемлемого для массового потребления. А значит, предприятие в перспективе окажется нежизнеспособным. С другой стороны, никто не мешает изготовить самостоятельно нужное количество блоков для строительства гаража, беседки или дачного домика – оборудования и средств потребуется минимум.
Если же в планах создание предприятия, нацеленного на получение прибыли, стоит подготовиться к серьезным вложениям. Но в первую очередь, необходимо проработать технологию производства пеноблоков. Несмотря на кажущуюся простоту, технологический цикл имеет массу тонкостей, которыми не спешат делиться действующие производители. Поэтому придется нанять специалиста, который поможет в выборе оборудования, закупках сырья, подберет оптимальную рецептуру и будет держать на контроле производственный процесс.
Следующий подводный камень – логистика. Себестоимость блоков напрямую связана с дальностью доставки сырья и готовой продукции. А значит, чем ближе находятся склады поставщика компонентов и объекты, куда будут отгружаться готовые пеноблоки, тем лучшие условия предприниматель может предложить заказчикам.
Спрос также подвержен колебаниям. С одной стороны, на него влияет интенсивность строительства в регионе. С другой – сезонность. В зимний период активность застройщиков снижается. Однако, начав подготовку к открытию производства осенью, уже весной можно рассчитывать на первых клиентов. Особенно, если предприниматель заранее позаботится о налаживании контактов с оптовыми покупателями.
Выполнение работ
От типа выбранного вами оборудования и соблюдения технологического процесса будут зависеть качество материала, себестоимость, производственные объемы и т. п.
Производственный процесс выглядит следующим образом:
Изготовление смеси
Сегодня пользуются популярностью следующие технологии:
- Баротехнология. Наиболее дешевый вариант, не требующий покупки дорогостоящего оснащения, используется на небольших предприятиях. В смеситель закладывают нужные компоненты, подают воздух и все перемешивают. Приготовленный раствор подается в формы, в которых смесь увеличивает свои объемы, достигая нужных размеров. Расходы на единицу материалы небольшие, что сказывается на его окончательной стоимости. Процесс простой, больших вложений не требует. Но при этом имеются и отрицательные моменты. Пеноблоки получаются низкого качества, крупнопористые, что оказывает влияние на несущие способности объекта. Применяемые пенообразователи синтетического происхождения и добавки-пластификаторы оказывают негативное влияние на экологическую сторону блоков.
- Использование парогенератора. В этом случае появляется возможность смешивать все компоненты в правильных соотношениях, улучшая качество и прочность готовых блоков. Смысл технологического процесса в следующем – дозаторы сначала смешивают песок и цемент, потом вводят воду и химические составы. После этого масса перемешивается, вводится пена в готовом виде. Чтобы достичь нужной плотности, пена подается в оптимальном количестве. После этого бетонная масса поступает в формы. Все процессы отрегулированы, что позволяет вывести производственный процесс на иной уровень. Материал получается экологически чистым, отменного качества. Но имеются и свои отрицательные моменты. Оснащение для производственного процесса стоит дорого, и блоки, естественно, отличаются в цене.
Формовка
Чтобы знать, как сделать пенобетон в домашних условиях, следует понимать разницу между литьевым и резательным способами формовки.
Первый метод основан на заливке бетонной массы в формы. Стоимость формовочных кассет не слишком высокая, процесс не вызывает сложностей. Но геометрические размеры готовых изделий могут отличаться. Если есть необходимость производить блоки разных размеров, придется покупать различные кассеты, что увеличит расходы на производство. В процессе извлечения блоков могут произойти частичные повреждения кромок, да и прочность изделий оставляет желать лучшего.

Резательный процесс состоит из двух основных этапов. Сначала бетонный раствор выливается в большие формы, после застывания выполняется распалубка. Теперь можно выполнять разрезку большого куска на необходимые размеры, для чего применяются специальные установки с различными режущими струнами, лентами и пилами. Готовые блоки получаются одинаковыми по размерам, не имеют скольных участков. Минус один – резка представляет собой сложный процесс, требующий большого опыта и внимания.
Сушка
Исходя из вариантов формовки, различаются и технологические процессы сушки готового материала.
В случае с литьевым вариантом сушка проходит двумя методами:
- изделия выдерживаются в формах не менее десяти часов, чтобы могли набраться прочности. После этого выполняется распалубка;
- блоки подвергаются термической обработке в пропарочных камерах, что придает им прочность уже через несколько часов.

Формы для производства пеноблоков
При изготовлении форм своими руками нет универсальных рецептов: каждый делает их немножко по-своему, под себя
По конструкции формы могут быть неразъемными и разъемными, одноместными и многоместными. Одноместные, в основном, используются для изготовления пенобетонного массива, который после сушки подвергается распилу.









Формы для пеноблоков, чертежи которых можно найти в специальной литературе или в интернете, могут изготавливаться из металла, пластика или фанеры. Для домашнего изготовления пеноблоков чаще всего используют неразъемные формы. Форма для пеноблоков цена ее и эксплуатационные качества зависят во многом от типа материала, используемого для изготовления.
Формы из фанеры
Такие формы обычно имеют металлический каркас, который придает форме необходимую жесткость. Главным достоинством фанерной формы является ее невысокая цена и простота изготовления. Эти формы могут выдержать минимум 50-60 циклов заливки. В готовом виде они представляют собой фанерные ящики с ячейками. Размеры каждой ячейки соответствуют размерам будущего изделия.
Пластиковые формы
Формы из пластика являются самыми дешевыми. А еще их не надо смазывать перед заливкой бетона. Основной недостаток пластиковых форм – их хрупкость. Поэтому они имеют небольшой срок эксплуатации.
Металлические формы

Формы из металла самые прочные, но при этом и самые дорогие. Но, если учесть срок эксплуатации металлических форм, то их стоимость совершенно незначительно влияет на себестоимость готовых изделий.
В домашних условиях вместо форм можно использовать разъемную деревянную опалубку. Готовая пенобетонная смесь выгружается в формы из бароустановки или другого оборудования через специальный разливочный шланг. После того, как эта смесь подсохнет блоки извлекаются из форм и укладываются на поддонах.
Советы мастера: рецепт пенобетона
Для изготовления одного кубического метра пенобетона в среднем понадобится:
- 210-220 кг песка;
- 310-320 кг цемента;
- 55-60 л воды для пенообразователя и 100-110 л воды для бетонного раствора;
- 1,5 л концентрата пенообразователя.
Перемешивание пенобетона в обычной бетономешалке занимает примерно 20 минут. Это обусловлено тем, что пена долго держится на поверхности. В бочке, оснащенной подвижными лопастями, пена размешается за несколько минут.
Сначала надо смешать песок, цемент и воду, потом к этой смеси добавить пену. Чем быстрее происходит перемешивание компонентов, тем более качественным получается бетонный раствор
Готовый пенобетон заливают или в формы, или в разборную опалубку. В последнем случае опалубку разбирают, не дожидаясь полного застывания бетона, и разрезают массив на отдельные блоки.
В заключение хочется отметить, что пенобетонные блоки, изготовленные своими руками, являются наилучшим решением для тех, кто привык тратить свое время и деньги с максимальной выгодой.
Практическое производство пеноблоков показано в видео:
Как сделать самостоятельно?
Так как технологически процесс создания пеноблоков простой, некоторые опытные строители самостоятельно создают установки чтобы использовать их на стройке и не закупать материал. Этом они экономят немалую сумму. Некоторые элементы проще купить готовыми, другие изготавливают на месте.
Как проходит сам процесс создания пеноблоков:
- Готовят смесь из цемента, песка, воды, добавляют вспененное вещество.
- Смесь перемешивают до получения однородной массы.
- Разливают смесь по формам, оставляют до полного застывания.
Какие инструменты и приспособления потребуются?
Для пенообразователя:
- герметичная емкость;
- вентиль 2 шт регулировочных, 3 шт ;
- компрессор (его может заменить обыкновенный пылесос);
- сетка с мелкими отверстиями;
- патрубок для подачи смеси;
- патрубок для подачи воздуха;
- гибкая труба 2 шт;
- сопло Лаваля или жиклер.
Бетономешалку приобрести отдельно (специальную, с бережным вращением).
Для форм:
- листы металла;
- соединительные скобы;
- сварочный аппарат.
Процесс создания по шагам
Первым подготавливается резервуар для смешивания пенообразователя. Для этого подойдет любая, желательно металлическая, цилиндрообразная емкость (часто используют пустой газовый баллон).
Создание камеры:
- К баллону с одной стороны приваривается патрубок с насосом для выгрузки смеси в пеногенератор.
- С другой присоединяется гибкая труба для загрузки смеси в камеру.
- Рядом устанавливается гибкая труба для подачи сжатого воздуха из компрессора в камеру. На месте соединения ставят вентиль для регулировки давления.
Создание пеногенератора:
- К трубе приварить 2 патрубка. Первый – с торца, второй примерно посередине под углом 90 градусов.
- На выходных отверстиях патрубков закрепляют вентили для последующей регулировки подачи.
- Ко второй трубе с торца приварить патрубок – это выходная часть конструкции. Внутри патрубка установить воронку, чтобы скорость подачи пены на выходе снижалась.
- Внутри второй трубы помещается сетка, можно использовать готовый фильтр. Она должна быть утрамбована по всей длине трубы.
- Соединить две трубы, чтобы торцевые патрубки оказались с противоположных сторон. Посередине установить сопло, оно снизит скорость подачи смеси.
Соединение камеры и пеногенератора:
- Посредством шланга выходной патрубок с насосом камеры соединяется с боковым патрубком пеногенератора.
- Компрессор соединяется шлангом с торцевым патрубком пеногенератора.
- Выходной патрубок пеногенератора соединяется с бетономешалкой.
Изготовление форм:
- Есть два варианта: цельные формы и разборные. Для цельных потребуется дно на которое привариваются пластины ровными ячейками нужного размера.
- Для разборной формы длинные металлические листы разрезают поперек таким образом, чтобы одни вставлялись в другие перпендикулярно и образовывали ровные ячейки.
- На дно по периметру крепятся боковые панели. Соединяются фиксаторами по бокам, на нижнем ребре можно петлями.
Пенобетон разливается по формам так, чтобы листы оставались на несколько сантиметров свободными. После застывания, снимаются фиксаторы, отклоняются боковые панели, металлические платины вытаскивают друг из друга, пеноблоки становятся свободными.









Видео-обзор установки для производства пеноблока, сделанной своими руками:
Возможные сложности и ошибки
В процессе производства могут возникнуть ошибки, которых желательно избежать, так как они влияют на качество промышленного продукта, особенно при его создании в домашних условиях:
- Неправильно подобранная марка цемента для раствора. Самой лучшей маркой для газобетона считается М400 и М500. Допускается использование М300 только для производства изделий, которые будут использоваться в качестве теплоизоляционного материала или перегородочных стен.
- Покупка некачественных компонентов для создания сухой смеси раствора. Приобретать материалы лучше всего у проверенных поставщиков, с наличием сертификата качества на товар, предоставления гарантии, инструкции и обязательной маркировки.
- Несоблюдение последовательности перемешивания состава, что может плохо сказаться на образовании ячеистости. Согласно технологии, в подогретую воду засыпают все компоненты, кроме газообразователя, смешивая их непрерывно в течение заданного времени. Алюминиевый порошок (сухую пасту) добавляют в конце, смешивая его с общей смесью в течение 30 с.
- Проведение работы на сквозняке. Залитый раствор с газообразователями и пластификаторами может опуститься в форме, поэтому внутренняя вентиляция должна исключать сквозняки.
- Несоблюдение температурного режима в помещении (ниже 20°С), в процессе нагревания воды в бойлере (меньше 40°С) и при поддержке работы автоклава (норма – 60°С), способна привести к растрескиванию изделия. На производственной конвейерной или стационарной линии есть температурные регуляторы, так что поддерживать температуру легко.
- Снятие формы раньше положенного времени. Это может привести к деформации искусственного камня и потере заданного размера (а также затраченного времени на создание продукта). Независимо от способа создания газоблока (автоклавного, неавтоклавного), опытные специалисты рекомендуют снимать форму после 7-10 часов застывания.
В процессе работы нужно соблюдать технологию производства, согласно перечню ГОСТов, и тогда затраченное время и средства будут максимально эффективными, а получившийся промышленный продукт выполнит предназначенную ему роль в строительстве.
Основной используемый ГОСТ при производстве ячеистого бетона — 31357-2007, а также СН 277-80.





