Шлакоблок: технология изготовления
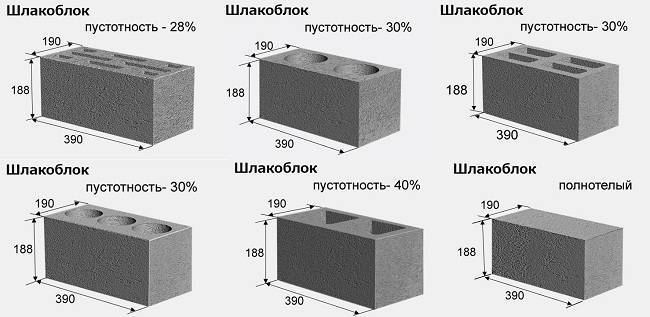
Современный шлакоблок обладает габаритами 188х190х390 мм, полнотелый строительный материал характеризуется достаточной прочностью для обустройства фундаментов и многоэтажного строительства, пустотелые используются во всех остальных случаях. Пустоты могут быть круглой, прямоугольной или квадратной формы, количество варьируется от одной до 8-10 пустот, показатель пустотности лежит в пределах 25-50%. Практически не уступая по прочностным показателям монолитным изделиям, пустотелые шлакоблоки позволяют сэкономить дорогой цемент почти вдвое.
Для быстрого и качественного замеса смеси, желательно использовать строительную бетономешалку
Наполнителем при производстве могут служить:
- угольный шлак;
- мелкофракционный гравий;
- отсев щебня;
- песок;
- отходы кирпича;
- стеклянный бой;
- зола;
- перлит;
- гипс;
- опилки;
- древесная щепа.
При замешивании раствора пропорции будут зависеть от состава наполнителя. Главное условие – чтобы готовый раствор не растекался. Цемент при производстве шлакобетона используется марки не ниже М400, для улучшения эксплуатационных свойств готового изделия, в раствор могут добавляться пластификаторы.
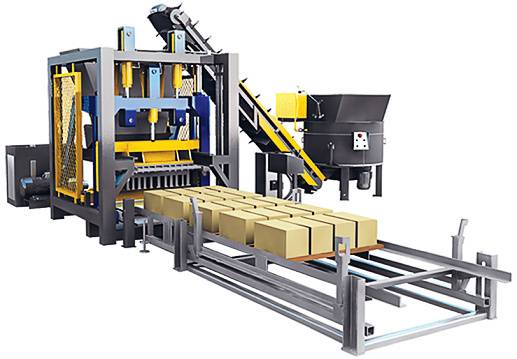
Портативный станок для изготовления шлакоблоков своими руками
Ориентиром при самостоятельном производстве раствора для шлакоблоков может служить заводская рецептура: на семь частей доменного шлака – две части крупнозернистого песка, полторы части цемента и до трех частей воды. Способ проверки соответствия консистенции раствора требованиям простой: бросаем горсть на землю, она должна рассыпаться. Если собрать раствор и сжать его в кулаке, он обратно должен принять форму шара.
Цена на станки
На строительном рынке и в объявлениях по интернету можно найти много вариантов профессионального оборудования для выпуска шлакоблоков.
В стандартный комплект входит вибростанок с формами на 4 блока, бетономешалка (на 300 л) и тачки (2 шт.) для подачи и транспортировки смеси. Такая установка будет стоить в среднем по России около 170 000 руб. Есть варианты и за 900 000 руб., есть и за 70 000 руб. и даже за 35 000 руб.
В общем, всё зависит от производительности оборудования, даты его выпуска, мобильности, функциональности и комплектации. К цене стоить прибавить ещё и доставку по России к месту назначения.
Разновидности строительных блоков
Кирпич по-прежнему остается основным материалом при строительстве высоток, но для малоэтажного строительства дешевле использовать другие стройматериалы. Если исключить древесину, которая нынче дорогостояща, выбор все равно будет разнообразным. Современные стеновые материалы изготавливают из:
- пенобетона;
- шлакобетона;
- газобетона;
- керамзитобетона.

Таблица сравнения характеристик блоков
В качестве наполнителя шлакоблоков используют самые различные и порой экзотические материалы, являющиеся отходами производств: отсев, стеклянный и кирпичный бой, опилки, древесную щепу.
Рассмотрим для начала, как самостоятельно изготавливаются керамзитоблоки и шлакоблоки, как наиболее бюджетные среди всех вышеперечисленных стройматериалов.
Технология изготовления блоков
После того как готова форма, приступаем непосредственно к замесу раствора и формированию шлакоблоков. На многих видео в интернете можно увидеть, что мастера делают это на улице. Но, согласитесь, погода может преподнести сюрпризы в виде осадков и тогда вся работа пойдет насмарку. Еще одна причина перенести процесс в помещение — ровная поверхность пола. Для того чтобы блоки хорошо просохли, в помещении должна быть хорошая вентиляция.
Процесс изготовления шлакоблока в домашних условиях с помощью опалубки (формы):
- в бетономешалку или другую емкость для замешивания помещаются все необходимые компоненты в нужных пропорциях. В принципе процесс замешивания раствора для шлакоблоков схож с технологией замеса бетона;
- перед залитием раствора в форму, ее стенки изнутри смазываются обработанным машинным маслом. Делается это для того, чтобы уже высушенные блоки легче извлекались из нее;
- готовый раствор выкладывается в форму. После заливки раствора, стенки формы простукивают молотком. Это позволяет не только равномерно распределиться раствору, но и выйти всему лишнему воздуху из него. При необходимости раствор добавляют, а поверхность выравнивают лопаткой;
- для образования пустот в форму с раствором равномерно вставляются две стеклянные бутылки, через время их можно вытащить;
- после всех необходимых манипуляций, форму перемещают на открытую местность для высыхания;
- через 40 минут шлакоблок подсохнет и можно будет разобрать форму. Снимаются боковые стенки, крышка и низ;
- в таком виде шлакоблоки оставляют до полного застывания. Обычно на это уходит от суток до четырех дней.
Процесс изготовления шлакоблока в домашних условиях с помощью вибростанка:
- как и в случае с формами, сначала замешивается раствор;
- в форму выкладывается готовая смесь, и станок включается на несколько секунд. Это необходимо для утрамбовки. После отключения станка, если раствор не доходит до края формы, его добавляют. Разравнивают верх, до появления на поверхности краев цилиндров;
- опять включается станок примерно на 10-15 с.;
- после полной усадки раствора, форма сверху прижимается специальным прессом. Пресс опускают и поднимают 3-4 раза, пока раствор полностью не утрамбуется;
- не отключая вибрации, форма снимается, и шлакоблоки остаются сушиться примерно на неделю;
- при необходимых условиях: высокой влажности воздуха и теплого воздуха, шлакоблок полностью затвердевает в течение месяца. Если на улице очень жарко, необходимо периодически смачивать поверхность блоков водой. Это предотвратит их растрескивание.
Для получения гладкой и ровной поверхности шлакоблоков, их после извлечения из формы, укладывают на резиновую поверхность.
Важно: для того чтобы избежать деформации или разлома готовых изделий, складывать их друг на друга можно только после полного затвердения. https://www.youtube.com/embed/m9LVqLzw5Es
Особенности бизнеса
Мини-завод данного типа является достаточно прибыльным, поскольку на рынке строительных материалов ощущается нехватка качественной продукции. Большие предприятия стараются снизить стоимость керамзитобетонных блоков, и делают это за счет ухудшения качества. Поэтому, если наладить производственную линию небольшой мощности, достаточно скоро можно получить высокую прибыль.







Станок для производства керамзитоблоков
Основными каналами сбыта готовой продукции считаются небольшие строительные магазины. Для увеличения спроса рекомендуется наладить производство нескольких видов керамзитных блоков разных марок и размеров.
Особенности емкости для шлакоблоков
На фото – размеры стандартного блока.
Габариты
Стандартные шлакоблоки размерами 390х190х188 мм в продаже соседствуют с полублоками меньших габаритов — 390х120х188 мм.
Но в самодельных шлакоблоках размер мы выберем наиболее нам подходящий. Однако такие свободные размеры не должны слишком укрупнять и отягощать изделия, иначе будет трудно работать. То есть масса блока пусть будет не более 20 кг.
К слову, увеличение размеров блока экономит раствор при кладке, а уменьшение – значительно облегчает строительство. И все же цена 1 метра кладки остается почти неизменной. В связи с этим профессионалы считают оптимальными блоки размерами 330х145×330 мм.
Правила изготовления
- Отклонения в высоте формы должны быть не более 5 мм.
- Соразмерные пластины фанеры, металла, гетинакса годятся для разделительных деталей.
- Заметим, что расстояние между поперечинами соответствует длине блоков, их ширина – толщине. Поэтому необходимые чертежи форм для шлакоблоков не позволят нам допустить брак: стоит строго соблюдать размеры при изготовлении этой оснастки.
- Деревянные элементы надо покрасить масляной краской, отталкивающей влагу и облегчающей извлечение шлакоблоков из формы.
- Чтобы готовый блок легко извлекался из формы, ее лучше сделать разборной, а вместо дна подложить пленку.
Классификация вибростанков
Данный подвид строительного оборудования массовому потребителю практически незнаком, но вибропрессы изготовляются многими отечественными фирмами. Единого стандарта, касающегося принципов расчета конструкции, здесь нет, но классификация таких агрегатов существует, пускай даже условная. Вибростанки разделяются по следующим признакам:
- по способу управления (от ручных до полностью автоматизированных);
- по количеству производимых блоков за один рабочий цикл;
- по типу производимой продукции (пустотелой/монолитной);
- по степени удобства и практичности в эксплуатации.
Устройства, позволяющие производить за один цикл несколько шлакоблоков, отличаются большей производительностью, но требуют использования физического труда и задействования в технологическом процессе нескольких работников.
Самой важной частью станка является форма
Профессиональный вибростанок для блоков может производить более трех единиц готовой продукции за цикл. Будучи оснащенным множеством дополнительных устройств и приспособлений, высокопроизводительный вибростанок существенно облегчает рабочий процесс, предполагая использование минимальных объемов ручного труда.
Стоимость таких устройств может сильно разниться, ведь они ориентированы на разные категории потребителей. Станки бюджетной категории отличаются настолько простой конструкцией, что некоторые специалисты предпочитают делать такие агрегаты самостоятельно. При этом технические характеристики самодельных вибростанков по важным эксплуатационным характеристикам не уступают заводским.
Различное количество ячеек в форме
В зависимости от масштабности производства и возможностей, изготавливают формы для блоков своими руками, рассчитанные на 1-2 изделия, 6-8 изд., 10-14 шт., 21- 30 ед. и др.(фото 1). Они рассчитаны для изготовления цельных блоков и изделий с пустотами различной формы. Поменяв размеры матрицы, можно производить блоки, пригодные для стен и для фундамента. Потому размеры блоков и их количество может быть разным (ф.2). Для удобства извлечения готового изделия, следует предусмотреть разборную конструкцию. Материалом для изготовления форм может быть металл, водостойкая фанера, древесина. Формы – это своего рода съемная опалубка, которая позволяет изготовить качественный строительный материал с нужными заданными характеристиками.
Пошаговая инструкция по приготовлению смеси
С первого взгляда смешивание компонентов не доставляет проблем, но если сделать это в неправильной последовательности, то можно добиться такой консистенции, которая не подойдет для заливки формы. Она может быть слишком жидкой, или, наоборот – слишком густой. Тогда готовый блок не будет соответствовать требованиям ГОСТ. Чтобы не ошибиться, можно придерживаться инструкции:
- В бетономешалку засыпают песок и цемент. Сухую смесь перемешивают, можно изначально перемешать в корыте и засыпать в контейнер оборудования.
- Добавляют воду и хорошенько размешивают еще раз. Должна получится консистенция средней густоты.
- На конечном этапе добавляют керамзит. Его всыпают постепенно. На этом шаге бетономешалка может начать работать медленнее, так как в смесь будет добавлен наполнитель.
Когда станет видно, что смесь уже перемешалась, нужно проверить ее консистенцию. Желательно, чтоб в ее составе не было пузырей. Если нужно, добавляют пластификаторы и другие примеси для улучшения свойств раствора.
Приготовление правильного раствора
Инструкция предполагает следующую рецептуру приготовления бетона для блоков:
На семь частей наполнителя (для этой цели лучше всего подходит угольный шлак от домны) берется две части керамзита (крупного песка), две части гравия (5 – 10 мм), 1,5 части цемента (М500) и три части воды;
Количество воды является приблизительным
Важно, чтобы раствор не был жидким. Правильная консистенция раствора проверяется сжатием его в кулаке
Если он правильной консистенции, то он слипнется, но при этом, если его бросить на землю, он должен развалиться;
Качество шлакоблоков увеличивается добавлением пластификатора в смесь (5 г на один блок). Это придаст готовым блокам водонепроницаемость, морозостойкость и прочность.










Необходимое оборудование
Производство керамзитобетонных блоков начинается всегда с подготовки необходимой аппаратуры. Она может быть:
- куплена;
- взята напрокат или по схеме лизинга;
- сделана своими руками.


Важно: самодельная техника пригодна лишь для самых простых производств, в основном для покрытия собственных потребностей. Во всех более сложных случаях потребуется использовать фирменные агрегаты
Стандартный набор установок включает:
- вибрационный стол (так называют станок по приготовлению исходной керамзитобетонной массы);
- бетономешалку;
- поддоны из металла (это будут формы для готового продукта).
При наличии свободных средств можно купить аппарат вибропрессования. Он успешно заменяет и формовочные части, и вибрационный стол. Дополнительно потребуется подготовленное помещение. В нем оборудуют ровный пол и организуют дополнительную, отделенную от основного производственного участка зону сушки.
Вибрационные столы могут иметь резко различную производительность. Внешне похожие аппараты способны выпускать нередко от 70 до 120 единиц продукции за час. Для бытового применения и даже для малых строительных фирм вполне достаточно аппаратов, которые делают до 20 блоков ежечасно. Стоит отметить, что в последних двух случаях нередко вместо покупки готового станка сами делают «несушку», то есть устройство, в котором присутствуют:
- формующий ящик со снятым дном;
- боковой вибрационный блок;
- ручки, позволяющие демонтировать матрицу.
Сама матрица делается из листового металла толщиной 0,3-0,5 см. Из такого листа режут заготовку с резервом в 50 мм, который нужен для утрамбовочного процесса
Важно: сварные швы располагают снаружи, чтобы они не нарушали нормальную геометрию блоков

Повысить устойчивость самодельного агрегата можно путем приваривания планки, которую делают из нетолстой профильной трубы. Периметр обычно покрывают резиновыми плитами, а в качестве источника вибрации применяют моторы старых стиральных машин со смещенными центрами тяжести.
В профессиональном солидном варианте используют бетономешалки емкостью не менее 125 л. В них обязательно предусматривают мощные лопасти. Вибрационный фирменный стол с несъемными формами дороже, однако эксплуатировать его проще, чем разборную конструкцию. Без труда все операции на таком оборудовании могут быть автоматизированы практически полностью.


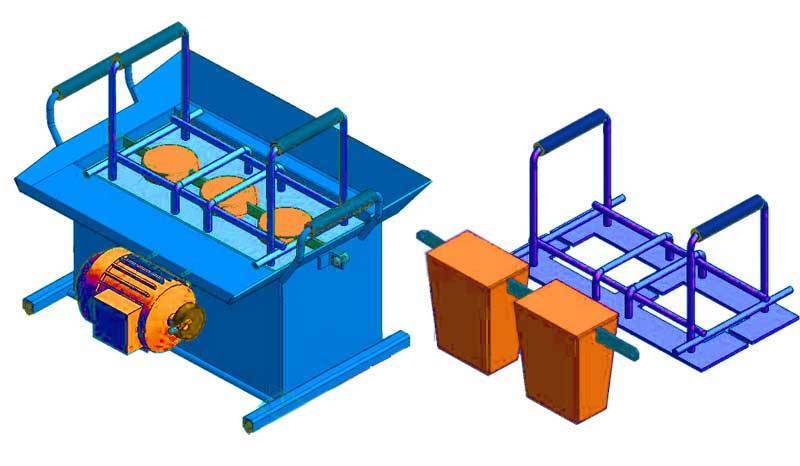
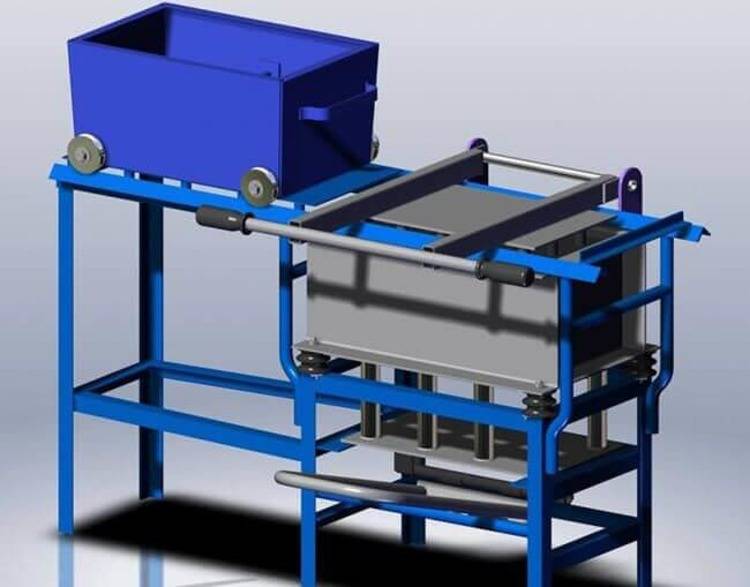
Изготовление вибростола
В интернете можно найти платные чертежи станков, однако не стоит впустую тратить свои деньги. Совсем не сложно сделать чертежи станка для производства шлакоблоков своими руками, на основе тех фотографий и тех материалов, которые распространяются в сети бесплатно.
Вибростанок позволит гораздо быстрей производить шлакоблоки, так как не придется ожидать сутки, пока подсохнет раствор. В качестве столешницы можно использовать лист метала. Также понадобятся пружины, к примеру, мотоциклетные.
Посередине столешницы необходимо прикрепить двигатель. Его можно взять использовать от старой стиральной машины. На вал мотора устанавливается шкив с эксцентриком, который будет обеспечивать вибрацию двигателя и вместе с ним всей площадки, прикрепленной по углам пружинами поверх столешницы.
Таким образом, вы сделаете вибростол для шлакоблока своими руками – самую сложную часть станка. Все остальные детали и улучшения могут дорабатываться под себя в процессе эксплуатации. К примеру, к рамной конструкции можно приделать колесики, чтобы станок можно было удобно перемещать.
Самодельный вибростанок
Керамзитобетон – состав
Ниже приведено несколько рецептур, которые могут использоваться для приготовления рабочей смеси.
Рекомендованный состав 1 м³ бетона для изготовления стеновых камней:
- портландцемент М400 – 230 кг;
- гравий керамзитовый, фракцией 5.0-10.0 мм, плотностью 700-800 мг/м³ – 600-760 кг;
- песок кварцевый, 2.0-2.5 мм – 600 кг;
- вода – 190 кг.
Если воспользоваться указанной рецептурой, можно получить бетон марки М150, с объемной массой сухого бетона 1430-1590 кг/м³.
Для повышения устойчивости керамзитобетона к действию воды, некоторых агрессивных сред и замораживанию, можно воспользоваться указанной рецептурой на 1 м3:
- цемент – 250 кг;
- смесь керамзитовая – 460 кг;
- песок керамзитовый – 277 кг;
- В/Ц – соотношение цемента и воды – принимается, как 0.9;
- Эмульсия битумная – 10% от объема воды затворения.
Перед работой дно формы посыпается песком, борта обрабатываются машинным маслом
Как приготовить керамзитобетон своими руками из расчета на 100 кг рабочей смеси:
- керамзит – 54.5 кг;
- песок – 27.2 кг;
- цемент – 9.21;
- вода – 9.09 кг.
Из указанного количества компонентов можно изготовить 9-10 пустотелых модулей.
Как сделать керамзитобетон без дозатора? Если принять за объемную единицу ведро, допустимо использовать указанные пропорции:
- цемент М400 – 1 ед.;
- песок очищенный, 5 мм – 2 ед.;
- керамзит, плотностью 350-500 кг/м³ – 8 ед.;
- вода – 1.5 ед. – окончательное содержание жидкости определяется на месте, в зависимости от консистенции получившегося раствора.
Обзор оборудования
Для того чтобы производить пенобетон не обязательно покупать новое оборудование – б у или мини установки вполне справятся с необходимым объемом. Теперь, чтобы более детально разобраться в оборудовании, рассмотрим каждый элемент системы в отдельности.









Бароустановка
 Бароустановка – уникальное оборудование
Бароустановка – уникальное оборудование
Данный агрегат – это станок для производства пеноблоков своими руками. Получение пены и замешивание производится за счет встроенного в смеситель активатора.
Основные преимущества устройства:
- С помощью мобильной установки можно доставить бетон непосредственно к месту работ;
- Надежность в работе;
- Полученный бетон является более ячеистым, а блоки, приготовленные из данного раствора, получаются более легкими;
- Для работы на агрегате не требуется специальная квалификация;
- Идеальный вариант для частных застройщиков или небольших строительных фирм.
Вибросито
 Вибросито – залог высокого качества
Вибросито – залог высокого качества
Еще один агрегат, без которого вам вряд ли удастся приготовить качественный пеноблок. Оно предназначено для просеивания и сортировки песка и цемента. Устройство состоит из сетки, рамы и вибродвигателя, работающего на электричестве.
При включении вибродвигатель вызывает колебания у блока с ситом и насыпанный в него песок просеивается. Далее по лотку пересыпается в общий сборник.
Основное преимущество – полученная однородная фракция цемента и песка позволяет в значительной степени улучшить качество производимых вами пеноблоков.
Компрессор
 Новый компрессор прослужит долго
Новый компрессор прослужит долго
Еще один агрегат, полезный во многих отраслях строительства. Одноступенчатый поршневой прибор с прямым приводом используется с достаточно разнообразным выбором аксессуаров и прочего пневмоинструмента. При производстве пенобетона является обязательным элементом системы.
Основные преимущества компрессора:
- Негабаритный и легкий компрессор можно легко транспортировать к месту работ своими руками;
- Алюминиевые головки и блок цилиндров (отлитый из чугуна) с большими ребрами охлаждения способствует увеличению срока службы агрегата;
- Электродвигатель оснащен специальной защитой от перегревания;
- Имеется возможность регулировки давления на выходе.
Пенообразователь
Без пенообразователя у вас не получится приготовить пенобетон. Данная смесь обладает высокой устойчивостью (держит пену), что позволяет перевозить готовую массу на значительные расстояния без вреда для раствора.
В зависимости от желаемой плотности пеноблоков, расход пенообразователя может составлять от 0,25 л до 1,2 л на 1 м³ раствора.
Сам пенообразователь продается в пластиковых бочках, объемом в 220 литров.
Технические условия
Не забывайте, что помимо оборудования и пенообразователя, вам потребуется внимательно ознакомиться с техническими условиями производства.
Система в полной сборке
Для покупки ТУ у вас имеются две веских причины:
- С помощью ТУ вы сможете ознакомиться с рецептурой изготовления пенобетона высокого качества;
- Без них вам просто не обойтись, если вы решили кроме собственного строительства, продавать блоки частным застройщикам. Ведь для продажи пеноблоков вам потребуется специальный сертификат качества на изготавливаемую продукцию. Для того чтобы получить сей документ, от вас потребуется предоставить в сертификационные органы образец своей продукции и копию ТУ, по которому ее приготовили.
Какое оборудование требуется?
Для выпуска керамзитобетоновых изделий разных видов (полнотелых, пустотелых) используют заводские профессиональные агрегаты, а также самодельные.
Выполненные профессионально, оба эти варианта будут приемлемы, если они способны изготавливать изделия, отвечающие ГОСТам:
- ГОСТ 33126-2014;
- ГОСТ 6133-99.
К основному оборудованию, которое помогает получить качественные искусственные камни (керамзитоблоки), относятся:
- Ручной вибрационный станок.
- Вибрационный стол.
- Вибрационный пресс.
- Передвижной механизированный станок.
Рассмотрим каждый вид подробнее.
Ручной агрегат
Ручной вибрационный станок работает с помощью электродвигателя, специального стенда, форм для полнотелых или пустотелых блоков, съемных и образователей выемок.
Такое оборудование:
- работает только при активном участии работника;
- имеет невысокую стоимость и небольшие размеры.
Минусом является малая производительность, из-за низкой мощности (не выше 2,0 кВт).

Вибрационный стол
Вибрационный стол – это агрегат, работающий от электродвигателя. Стол имеет устройство с вибратором, стальной или оцинкованный поддон с цельными или съемными бортами.










Принцип действия агрегата прост:
- формы с залитой керамзитобетонной смесью устанавливают на поддон вибрирующего стола,
- состав при этом хорошо трамбуется, принимая нужную форму.
Устройство такого станка считается простым, удобным в обслуживании, при минимальных затратах на его покупку. Недостатком агрегата считают активное использование человеческого физического ресурса (труда) и низкую производительность объемов продукции.
Передвижной механизированный
Передвижной механизированный станок имеет мощность 2-10 кВт. Он относится к мобильным агрегатам, в котором есть:
- элементы вибрации;
- прицепные и съемные ролики;
- модульные системы.
Механизированный мобильный станок имеет малые габариты. Несмотря на невысокую стоимость, его минус – он низкая производительность труда, при повышенной энергоемкости.

Вибрационный пресс
Вибрационный пресс востребован для выпуска керамзитобетонов в больших объемах. Он работает на высокой мощности – 500 кВт, в автоматическом или полуавтоматическом режиме.
Пресс оборудован специальными приборами контроля за готовыми блоками. Плюсом станка считают производительность выше 150 м3 керамзитобетона за одну смену. Минус – только в его высокой стоимости.

Благодаря работе станков по налаженному этапу, происходит производство изделий от приготовления рабочей смеси и формирования изделий, до их последующей просушки и дальнейшей транспортировки на склад.
Изготовление форм
Чтобы сделать блоки самому, можно использовать как общую опалубку, так и несколько отдельных форм.
Матрицы собираются из двух боковых частей в форме буквы «Г» и поддона (низа) изделия. Изготовить их можно из обычной 20-миллиметровой доски, металлического листа или пластика. Стандартный блок имеет размер 39х19х19.
Деревянные формы лучше скрепить металлическими уголками и обшить изнутри тонкостенным металлом.Иначе они будут впитывать влагу из раствора, что может отразиться на прочности будущих изделий. Если металла нет под рукой, можно промазать боковые стенки и днище емкости машинным маслом.

Оно также защитит матрицу от влаги.Пустоты в блоках предусматривают не только с целью экономии раствора, но и для создания воздушных прослоек в стенах для повышения теплопроводности. Для создания пустотелых изделий, внутри форм необходимо установить по три круглых или прямоугольных цилиндра. Чтобы они не смещались, их соединяют между собой, а затем прикручивают саморезами к боковым частям формы.
Для получения пустот при изготовлении небольшого количества блоков можно воспользоваться даже обычными пластиковыми бутылками.
В таких случаях для утяжеления их лучше заполнить водой. Вставлять их в форму необходимо уже после заполнения ее раствором на 2/3.Итак, наши формы готовы. Осталось лишь приготовить керамзитобетон.





