Характеристики и применение
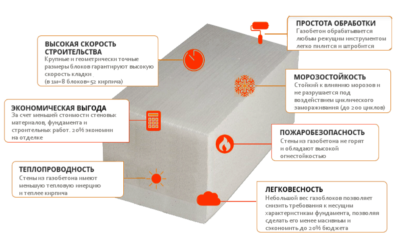
Основные характеристики блоков очень высокие – именно благодаря этому материал становится с каждым годом все более популярным. D500 демонстрирует высокую прочность и другие показатели.
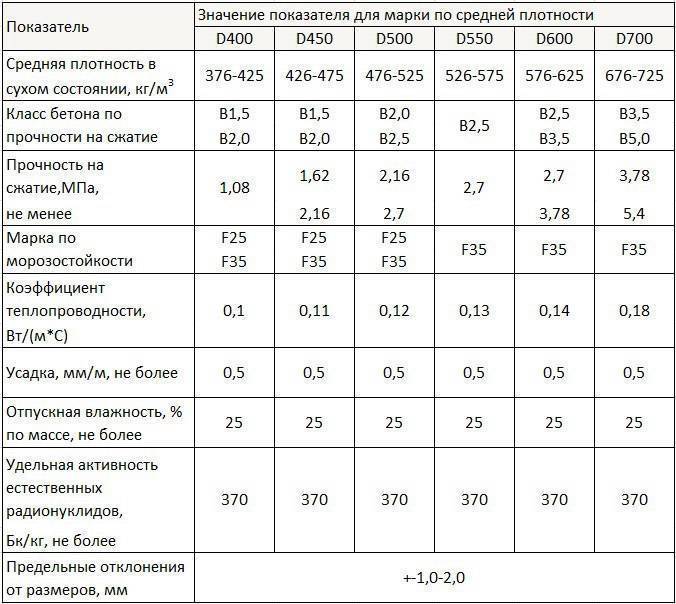
Основные технические характеристики газоблока D500:
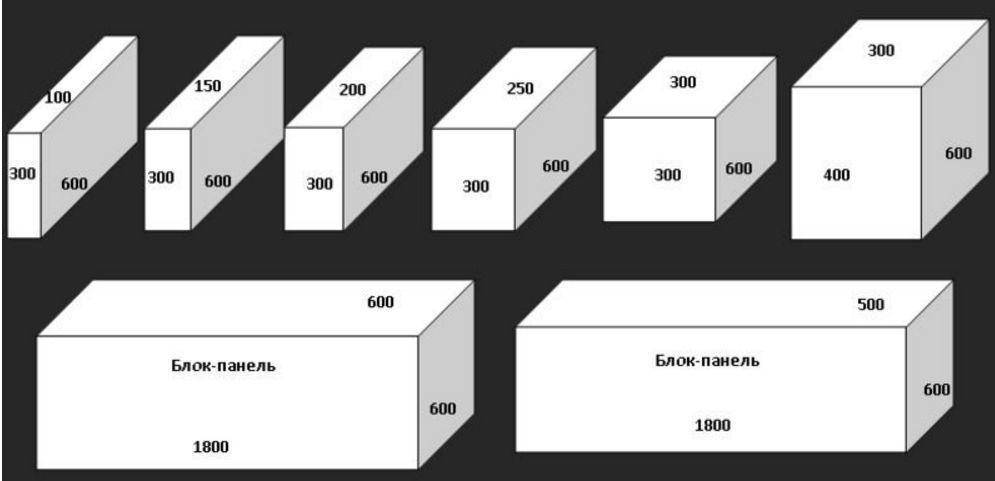
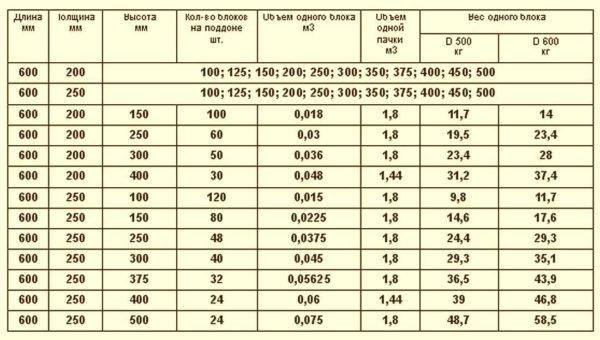
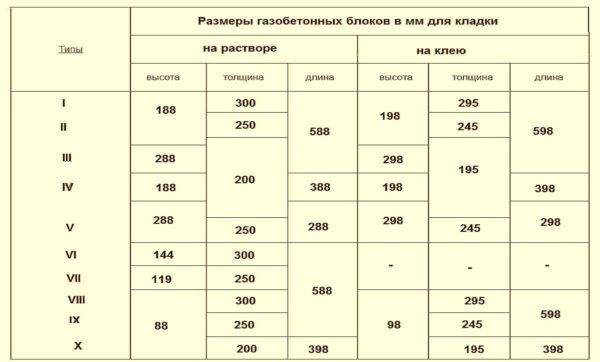
- Размеры – толщина/ширина в диапазоне от 75 до 500 миллиметров, высота 200 миллиметров, длина 500/600 миллиметров
- Плотность – в пределах 500 кг/м3
- Прочность – соответствует классу В2.5-3.5
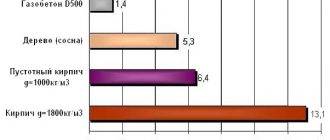
- Теплопроводность – 0.13 Вт/(мС)
- Морозостойкость – в пределах F35-100 (число циклов замораживания/оттаивания, которые может выдержать материал без потери свойств и деформаций)
- Пористость – около 85%
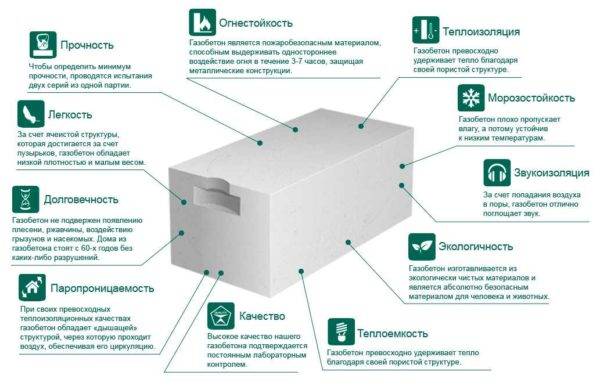
- Огнестойкость – здания из газобетонных блоков относятся к I/II классам огнестойкости
- Вес – 24.7 килограммов при стандартном размере блока 60 х 30 х 20 сантиметров
Сфера применения материала достаточно широка и определяется его характеристиками. Так, блоки толщиной 75-150 миллиметров подходят для создания межкомнатных перегородок. Для стеновых конструкций (наружных) с сезонным проживанием в теплое время года используют блоки толщины 200-250 миллиметров. Блоки толщиной от 300 до 400 миллиметров подходят для кладки наружных стен строений с круглогодичным проживанием.
Благодаря высоким показателям прочности газоблоки разрешено использовать в возведении конструкций разного типа в зданиях высотой до 5 этажей: блоки минимальной толщины для внутренних стен, максимальной – для внешних.
Монтаж блоков осуществляется легко и быстро, кладут на специальный клеевой состав. До укладки первого ряда обязательно выполняют проверку ровности основания, выравнивают, если в том есть необходимость. Потом устанавливают временные направляющие (можно взять деревянный брусок, к примеру), к ним прислоняют монтируемые перегородки.
Особого внимания требует кладка первого ряда блоков, при правильности выполнения которой дальше работа будет идти проще и быстрее. Клеевой состав наносят на горизонтальный и стыковой швы.
Поверхность каждого ряда выравнивают специальной теркой, следят за тем, чтобы между находящимися по соседству блоками не было перепадов уровня (это может стать причиной появления трещин). Второй и последующие ряды делают вразбежку, смещая на половину блока вертикальный шов.
Можно ли укладывать газоблоки на цементный состав?
Выбор кладочного раствора должен определяться проектным решением дома из газоблоков. Он зависит от качества стенового материала, типа конструкции и высотности здания. Однако существуют условия, при которых использование именно цементного раствора является обязательным — это кладка 1-го ряда. Этот этап создает основу всех последующих геометрических параметров возводимых стеновых конструкций.

Стартовому ряду уделяют особенно много внимания
Это можно пояснить тем, что газобетон отличается высочайшими характеристиками гигроскопичности. Поэтому устраивают отсечную гидроизоляцию из рулонных битумных материалов не менее из 2-х слоев.
Далее приступают к укладке 1-го ряда газобетона на традиционном, высококачественном цементно-песчаном составляющем. Для этого используют стандартное соотношение цемента и тщательно просеянного песка 1:3. В полученную смесь вливают воду, чтобы образовалась густая смесь.
В таком случае он даст возможность не только обеспечить крепкое соединение газоблоков с цоколем, но и исправит все существующие неровности на нем.
Это еще одна причина, по которой застройщики используют цемент. В том случае, когда были приобретены низкокачественные газоблоки с нарушенной геометрией, возвести их ровно с применением тонких заводских клеевых смесей просто нереально.
Для неавтоклавного
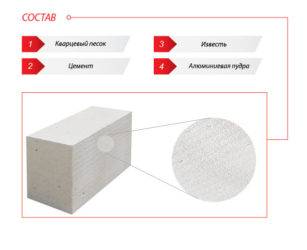
 В составе неавтоклавного компоненты не должны превышать такие нормы: портландцемент – от 35,3 до 49,4, алюминиевая пудра – от 0,06 до 0,1, известь – от 2,6 до 2,65, хлорид кальция – от 0,18 до 0,25, известняк – от 12,4 до 26,5 процента, а все остальное – это вода.
В составе неавтоклавного компоненты не должны превышать такие нормы: портландцемент – от 35,3 до 49,4, алюминиевая пудра – от 0,06 до 0,1, известь – от 2,6 до 2,65, хлорид кальция – от 0,18 до 0,25, известняк – от 12,4 до 26,5 процента, а все остальное – это вода.
Неавтоклавные блоки поризуют газом. Обычно их используют при строительстве промышленных, жилых и административных зданий для лучшей термоизоляции. В некоторых смесях как добавку вводят каустик, и тогда компоненты смеси берутся уже в таком количестве: алюминиевая пудра от 0,1 до 1, портландцемент от 15 до 50, каустическая сода от 0,05 до 0,45, песок от 31 до 42 процентов, и, конечно же, вода. Нюанс соединения – значительная доля пудры, в результате чего повышается цена газобетона.
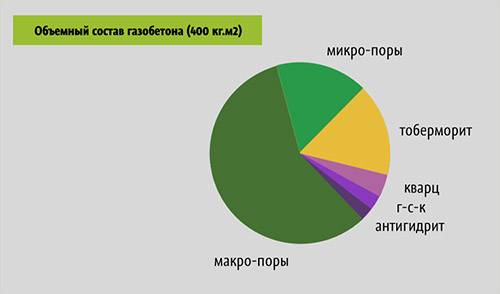
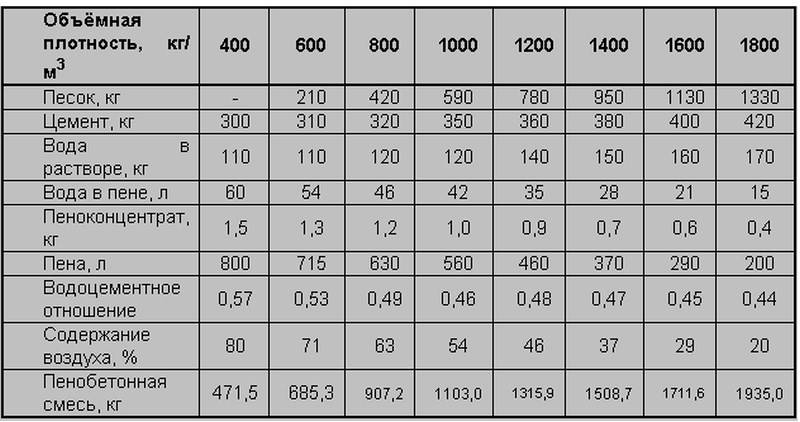
Пропорции

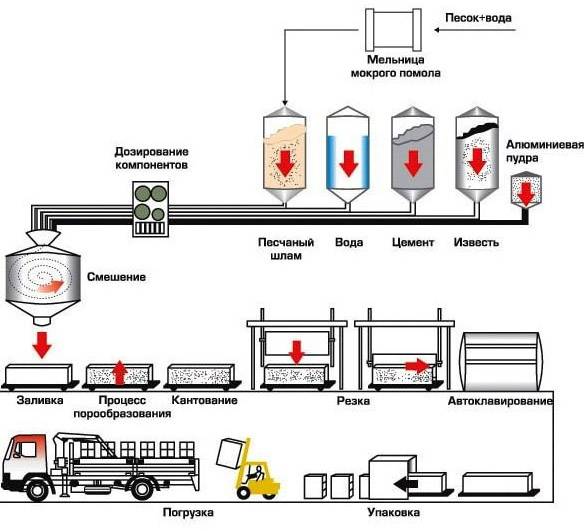
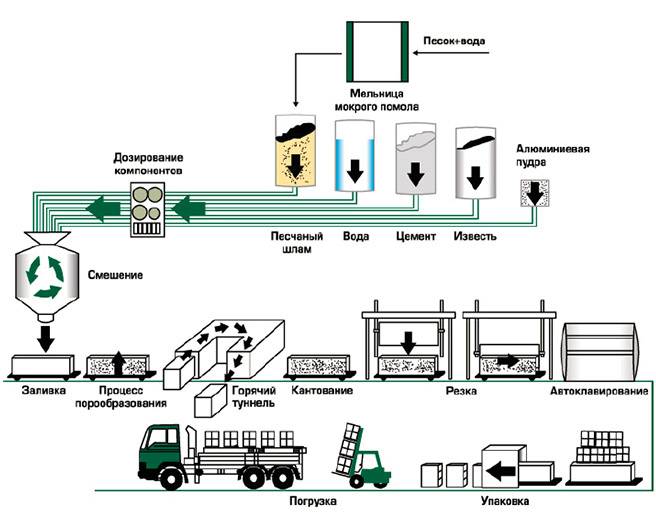
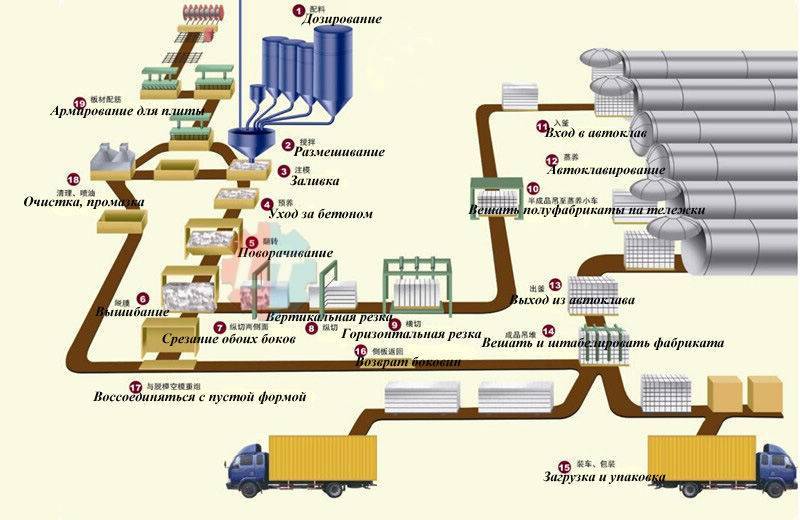
На иллюстрации показан процесс создания газобетонных блоков методом автоклава. Это значит, что элементы попадают в специальную печь, где обрабатываются высоким давлением (12 бар) и большой температурой (180-190°С) на протяжении 12 часов, что придаёт смеси прочность и низкую усадку.
Если блоки затвердевают без автоклава, то застывание происходит естественным путём, но эксплуатационные показатели при этом падают в несколько раз. Зато этот метод доступен для домашнего использования и позволяет сэкономить около 30% бюджета.
На 1 м3 газобетона плотностью D500, изготовленного автоклавным методом, нужно:
На 1 м 3 газобетона, выпущенного неавтоклавным методом, требуется:
Вопросы кладки пенобетона
Инструкция по кладке пеноблоков своими руками:
- Поверхность фундамента, на которую будут укладываться пенобетонные блоки должна быть выровнена под «ноль», иначе это скажется на качестве кладки.
- Так же по этой поверхности должна быть проложена гидроизоляция, для недопущения попадания излишней влаги.
- Первый ряд блоков укладывается на цементно-песчаный раствор, который поможет убрать возможные небольшие неровности фундамента.
 Укладка первого ряда на гидроизоляцию и раствор
Укладка первого ряда на гидроизоляцию и раствор
- Каждый последующий ряд укладывается со сдвигом относительно нижнего ряда и в качестве раствора используется специальный клей.
 Перевязка блоков в кладке
Перевязка блоков в кладке
- Через каждые три-четыре ряда, по верхней поверхности прокладывается арматура. Для чего с помощью циркулярной пилы вырезаются специальные пазы.
- Используя строительный уровень и отвес, осуществляется постоянный контроль горизонтальности и вертикальности кладки.
Советы и рекомендации
При укладке газобетонных блоков нужно учитывать, что параметр длины горизонтальных швов должен составлять примерно 2-8 мм. Если же речь идет о вертикальных швах, то их размер не должен превышать отметку в 3 мм. Если из швов показались излишки раствора, то их не нужно затирать – данные элементы необходимо убрать при помощи мастерка.



Осуществляя своими руками работы по укладке газобетонных блоков, рекомендуется пользоваться самодельными строительными лесами. Работать с ними будет гораздо легче. Не забывайте о том, что от укладки стартового блочного ряда будет зависеть качество всей стены
Именно поэтому так важно в самом начале использовать строительный уровень. Если вы заметили определенные неточности, то их нужно как можно скорее устранить, и только потом переходить к монтажу следующего ряда


Учтите, что если в блоках присутствуют такие детали, как ручки захвата, то при их установке расход клеевого состава может существенно возрасти. Причиной тому служит то, что технология укладки газобетона предусматривает заполнение абсолютно всех полостей по ходу работ.
Аккуратно перевозите газобетонные блоки, чтобы не повредить их поверхность. Рекомендуется закрывать данный материал полиэтиленовой пленкой, которая будет защищать их от негативных внешних факторов. Если по ходу укладки оконных или дверных проемов у вас не получилось попасть в длину целого газобетонного блока, то можно взять ножовку или пилу и срезать лишний участок детали. Данная работа не займет много времени и сил, поскольку газобетон – податливый материал.

Если вы собираетесь использовать газобетон для строительства частного дома, то вам нужно максимально ответственно отнестись к выбору надежного и крепкого фундамента. Это обусловлено тем, что данный материал не выдерживает подвижек основы. Из-за этого тип фундамента следует выбирать исходя из характеристик грунта и особенностей самого газоблока.
Специалисты не советуют укладывать газобетонные блоки, начиная с двух углов по направлению друг к другу. В результате таких действий вам будет проблематично производить перевязку рядов и подгонять финишный элемент по требуемому размеру. Прежде чем купить газобетонные блоки, нужно внимательно осмотреть их. На материалах не должно быть ни малейших повреждений, сколов или трещин. Если вы заметили таковые, то от покупки лучше отказаться.
В следующем видео вас ждет кладка газобетонных блоков.
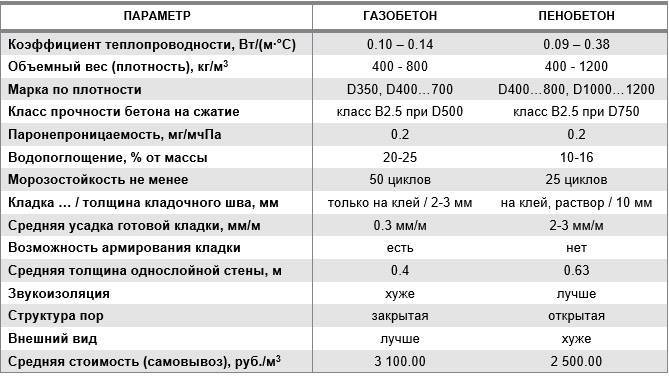
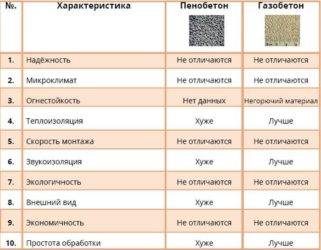
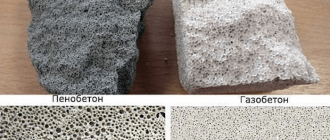
Отличия газобетона и пенобетона
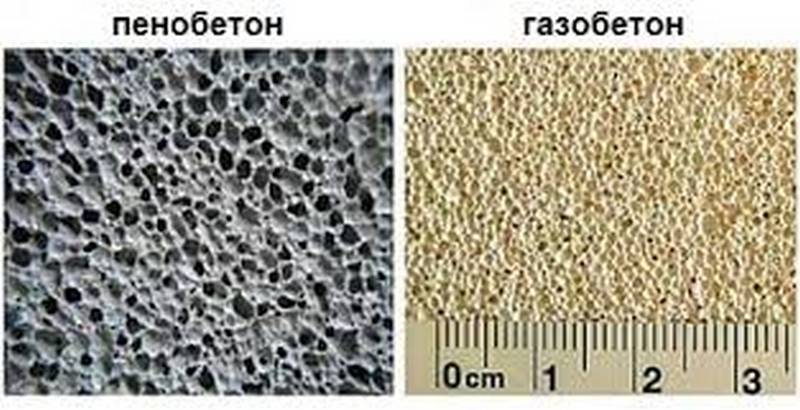
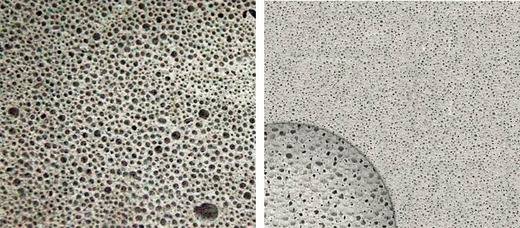
В плане наполнителей эти ячеистые бетоны похожи, отличие в газообразующих добавках. Если в газобетоне пузыри образуются из-за выделяющихся пузырей газа, то в пенобетоне из-за пены, которую добавляют в смесь отдельно. Проблемой пенобетона может быть его неоднородность, то есть, в одном месте пузырей будет больше, а в другой – меньше.
Процесс изготовления пенобетона намного проще, из-за чего его производством занимаются в гаражных условиях. Доверие к качеству заводского автоклавного газобетона и его составу намного выше. Прочность и геометрия автоклавного газобетона лучше, чем у пенобетона.
Наполнители
В качестве наполнителей выступают песок, зола, другие вещества (трепел, драгомит и т п). Пенобетон марки 500 делают, исключая наполнители. Применение наполнителей тонкого помола возможно. Пеноблок плотнее отметки 600 кг / м3 изготовляется с использованием песка.
Песок

Чем мельче песок, тем качественнее пенобетон.Должен отвечать ГОСТу 8736: кварц в составе должен превышать семьдесят пять процентов, домеси — меньше трех процентов. Песчинки должны быть как можно меньше. Их размер влияет на качество пенобетона — менее прочный, неравномерный пеноблок, сделанный из крупнозернистого песка. Используют песок из рек, оврагов — он промытый.
Зола
Может частично или полностью заменить песок в пенобетоне, около тридцати процентов цемента экономится. Во многих регионах используют золу-унос — отходы работы теплоэлектростанций. Повысит прочность пеноблоков на основе золы термовлажностная обработка.
Характеристика и преимущества материала
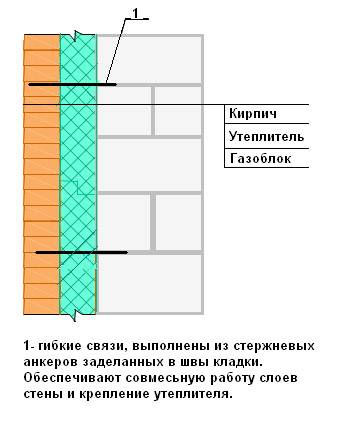
Кладка газобетона на пену приводит к улучшению теплоизоляционных свойств дома путем устранения «мостиков холода». Более быстрым становится и сам процесс строительства дома, так как уменьшается время высыхания кладки.
Технология еще полностью не изучена и возникает вопрос о долговечности кладки. У многих домовладельцев вызывает настороженность слишком тонкий шов при кладке газобетона на пену.
Клей относится к полимерным материалам, главной угрозой для которых является ультрафиолет. Монтажная пена, используемая при установке окон, под воздействием прямых солнечных лучей теряет свои свойства на протяжении года.
Но, в кладке она полностью закрыта от внешних воздействий. Даже при проведении работ по отделке фасада через два-три года, под воздействием солнца может выгореть только небольшой слой шва на наружной поверхности стены. Это не приведет к потере прочности здания.
К другим особенностям использования клея относится:
- использование материала эффективно при возведении внутренних газобетонных перегородок;
- возможность приклеивания газоблока к вертикальной поверхности;
- монтажная пена для газобетона применяется и для установки теплоизоляционного слоя;
- применение пены способствует герметизации соединения элементов конструкции;
- появление такого инновационного материала приводит к более быстрым темпам строительства зданий, так как уменьшается количество «мокрых» процессов.
Применение пены для газосиликатных блоков при возведении жилья имеет ряд преимуществ:
- возможность использования при минусовых температурах;
- достигается адгезия с гладкой поверхностью газо- и пеноблоков;
- улучшенная теплоизоляция швов и их герметичность;
- экономическая выгода от использования.
Используют пену в основном для кладки внутренних перегородок. Изучив все преимущества, ее начинают применять и при возведении несущих стен одно и двухэтажных зданий.





Некоторыми недостатками использования пены для кладки газобетона являются:
- применение пены еще не проверено временем;
- высокая стоимость материала;
- вызывает сомнение использование при возведении многоэтажных зданий;
- повышенные требования к поверхности газосиликатных блоков.
Сомнение вызывает способность полиуретановой пены выдерживать вертикальные нагрузки. На практике, разорвать по шву склеенные блоки невозможно. Скорее разрушится сама структура блока.
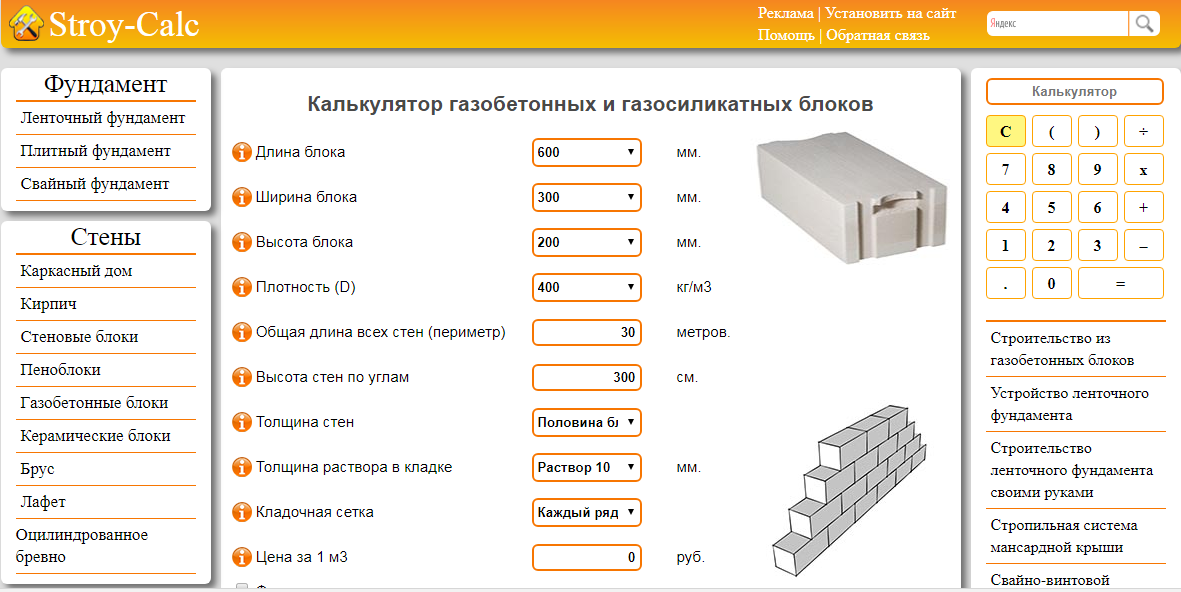
Технические характеристики
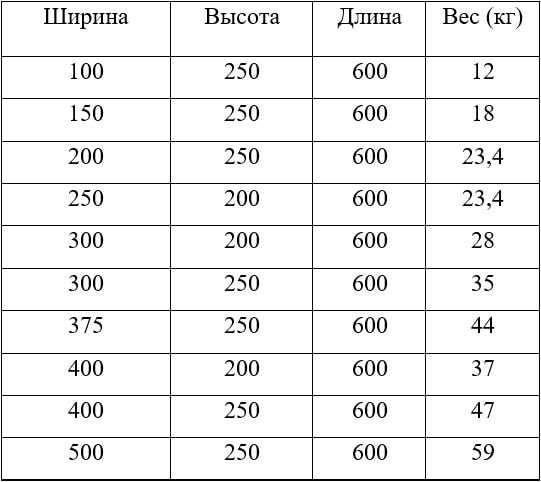
Блоки из газобетона выпускаются с различными габаритами:
- 600х300х200;
- 600х300х300;
- 400х300х300;
- 600х400х300;
- 400х400х300.


Что касается параметров плотности, то здесь все зависит от конкретной марки блоков:
- конструкционные варианты с маркировкой D1000-D1200 отличаются плотностью, составляющей 1000-1200 кг/ 1 м3;
- конструкционно-теплоизоляционные детали марки D600-D900 выпускаются с плотностью в 500-900 кг/м3;
- теплоизоляционные материалы марки D300-D500 имеют параметр плотности от 300 до 500 кг/м3.

Следует отметить, что блоки различной плотности можно различить по виду.
Детали из газобетона изготавливаются с различными классами прочности. Данный показатель демонстрирует, насколько большую нагрузку может выдержать этот материал. Так, к примеру, блок класса прочности В2.5 можно использовать при строительстве крепких несущих стен, высота которых может достигать отметки в 20 м.
Также существуют материалы, имеющие такие классы, указывающие на их прочность:
- В1.5;
- В2.0;
- В2.5;
- В3.5.
Газобетонные блоки могут иметь различный коэффициент теплопроводности.
Данный показатель обозначается следующим образом:
- 0,096;
- 0,12;
- 0,14;
- 0,17.


Эти параметры указывают на способность более теплого пространства передавать свое тепло холодным помещениям. Чем выше показатель коэффициента, тем более ощутимой является тепловая отдача. Чтобы определить материал подходящего коэффициента для вашего жилища, следует учесть уровень влажности.
Еще одним важным параметром газобетонных блоков является их морозостойкость. Она измеряется в циклах. Для таких строительных материалов используются обозначения от 25 до 100. Для сравнения можно взять кирпич, который может иметь не более 50 циклов морозостойкости.


Что касается веса м3 газобетонных блоков, то здесь все зависит от их непосредственной маркировки:
- D300 – 300 кг;
- D400 – 400 кг;
- D500 – 500 кг;
- D600 – 600 кг;
- D700 – 700 кг;
- D800 – 800 г;
- D1000 – 1000 кг;
- D1100 – 1100 кг;
- D100 – 1200 кг.
Обзор необходимого оборудования
Рассмотрим особенности линий по производству газобетона.
Конвейерное
Данный тип оборудования отличается:
- максимально автоматизированным процессом;
- минимальным принятием участия в изготовлении блоков работниками;
- значительной стоимостью;

- существенными производственными объемами;
- всей необходимой комплектностью;
- высоким уровнем рентабельности.
В обычный комплект поставки входят:
- сырьевые емкости и бункеры;
- конвейеры ленточного типа, по которым подаются компоненты;
- агрегат для замеса раствора;
- автоклавные установки;
- формы;
- комплекс для нарезки сырьевой массы на блоки;
- перемешивающий транспортер;
- дробильная установка;
- тележки;
- пульт для управления процессом в автоматическом режиме;
- погрузчик вилочного типа.

Цена такого оборудования высокая, достигает 55 000 000 рублей. Сумма серьезная, но производительность линии дает возможность выпускать не менее трехсот тысяч кубометров материала за один год.




Если сравнивать, какой производитель газоблоков лучше, то в виде альтернативы рекомендуется обратить внимание на оборудование, побывавшее в употреблении. Своеобразные риски присутствуют, но стоимость линии будет существенно меньше
Продолжая сравнение газоблоков разных производителей, специалисты советуют приобрести конвейер типа Иннтех-100. Стоимость – до 3 000 000 рублей, да и производительность гораздо ниже.

Особенность такой линии – неподвижность смесительной установки. Формы перемещаются и наполняются в автоматическом режиме. Комплекс для резки – механический.
Большой популярностью пользуются немецкие линии по изготовлению блоков. Они являются высокопродуктивными и эксплуатируются длительный период. Материал на таком оснащении получается качественным.
Стационарное
Стоимость его значительно ниже первого варианта. Но по производительности линия выдаст не более пятидесяти кубов материала в сутки.
В комплекте установки имеются дозаторы сырья и транспортеры ленточные, подающие компоненты в смесительный агрегат.
К сожалению, данный комплект не считается полностью автоматизированным. Чтобы он функционировал полноценно, придется привлекать несколько работников.

Мобильное
Этот тип оборудования отлично подходит для начинающих, кто желает изготовить блоки для собственного потребления. Кстати, некоторые специалисты такое оборудование для газобетона изготавливают своими руками.
Линия работает от сети в 220 Вт, тогда как остальные типы машин требуют 360 Вт. Производственные объемы маленькие – от двух до десяти кубометров в сутки.
Производство газоблока своими руками
Технология производства газобетона в домашних условиях требует от мастера придерживаться определенных правил. Этот процесс состоит из нескольких этапов.
Необходимый набор оборудования и материалов
Перед тем, как изготавливать газобетон, нужно подготовить материалы и инструменты. Бетон делается из смеси таких материалов:
Формы
Перед тем, как делают газобетон, подготавливают формы. В строительных магазинах можно купить готовые изделия. Для экономии денежных средств их создают самостоятельно. Изначально изготавливают пенал из деревянных досок. В него вставляют перемычки, с помощью которых обеспечивается разделение каркаса на отсеки. Изготовление форм может проводиться из влагонепроницаемой фанеры. Для того чтобы зафиксировать доски, в них предварительно нужно сделать пропилы.

Размеры ячеек должны совпадать с размерами, которые в соответствии с проектом должен иметь готовый блок. Для того чтобы ускорить производственный процесс, рекомендовано провести одновременное сооружение нескольких форм. Для того чтобы исключить возможность прилипания раствора к формам, их нужно предварительно смазать специальным средством. В домашних условиях рекомендовано применение отработанного машинного масла, которое разводится водой в соотношении 1:3.

Приготовление раствора
Процесс изготовления газобетона в домашних условиях начинается с приготовления раствора. Количество используемых компонентов зависит от того, какой плотности материал пользователь хочет получить. Рассмотри вариант приготовления раствора для газобетона, плотностью 1600 килограмм на метр кубический. Для этого понадобится 1100 килограмм песка и 400 килограмм цемента. Компоненты тщательно перемешиваются. К ним нужно добавить 5 кг извести. Также в раствор добавляются такие добавки, как каустическая сода, алюминиевая пудра и сульфат натрия.
Заливка
После смазывания форм специальным составом, в них заливается раствор. При этом нужно следить, чтобы формы не заливались до краев, так как при застывании смесь вспучивается и излишки будут вылизать наружу. Формы нужно заливать до половины. После заливки материала наблюдается появление процесса газообразования. На следующем этапе проводится удаление излишков смеси с применением металлических струн. Процедура проводиться по истечению 5-6 часов после заливки.

Спустя 18 часов после заливки можно проводить распалубку изделий. Для того чтобы газобетонные блоки лучше отходили, нужно немного постучать по формам. По истечению месяца газобетон обретет техническую прочность. Затвердевание блоков наблюдается не только в помещениях, но и на открытых площадках.




Дополнительные рекомендации
Перед подготовкой бетонной смеси необходимо проверить качество цемента: целостность упаковки, срок изготовления, наличие слипшихся комков и т. д. Следует применять только качественные ингредиенты.
Форму для изготовления блоков надо устанавливать на горизонтальной ровной поверхности (желательно металлической). Одновременно рекомендуется использовать несколько форм, чтобы раствор перемешивать сразу в значительном количестве. Сам процесс изготовления следует осуществлять в теплом помещении. Если формовка блоков производится на открытом воздухе, то следует выбрать теплую погоду, а участок должен быть закрыт от ветра.
Прогрев формы надо производить равномерно (по всему ее объему). Если используется несколько форм, то необходимо им всем обеспечить одинаковые температурные режимы.
При выборе размеров форм лучше всего исходить не из стандартных размеров блоков, а из размеров, наиболее подходящих для вашего строения, чтобы в будущем не приходилось часто разрезать элементы. Можно путем вкладок в форму изготавливать некоторые элементы другой конфигурации.
Технология изготовления неавтоклавных газобетонных блоков достаточно проста. При правильной организации работ нужное количество строительных элементов вполне можно сделать своими руками в домашних условиях.
Сравнительный анализ автоклавного и неавтоклавного производства
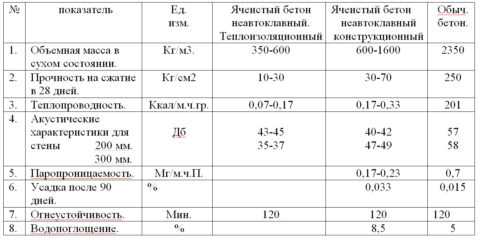
Проведем сравнение двух типов материалов:
- Показатели плотности и проводимости тепла – специальный автоклавный способ обработки придает изделиям максимальные показатели по этим пунктам.
- Устойчивость к низким температурам и эксплуатационный период – неавтоклавный материал хуже переносит циклы промерзания и оттаивания. Точный срок службы блоков не определен. Но при соблюдении всех технологических особенностей изготовления и правильного применения в строительстве, материал прослужит не менее ста лет.
- Геометрические формы и внешние данные – блоки, изготовленные в автоклаве, отличаются идеальной геометрией, чего не скажешь про материал, изготовленный в домашних условиях.
- Требования к оснащению, сложность процесса производства – вся разница состоит в наличии или отсутствии автоклавных агрегатов. Технологический процесс изготовления отличий не имеет.
- Хрупкость – блоки, изготовленные без автоклавной обработки, уязвимы к повреждениям механического характера. Соответственно, что их считают более хрупкими.
- Ценовая политика – материал, произведенный автоклавным способом, стоит на десять процентов дороже.
- Усадка – ей более подвержен неавтоклавный блочный материал.
Легкий глинопробкобетон
Среди органических наполнителей кроме соломы и древесных опилок обычно применяют пробковую крошку. К преимуществам этого материала относится низкая насыпная плотность. Что касается недостатков, то данный заполнитель достаточно дорого стоит, помимо этого прочность на сжатие пробки существенно ниже керамзита.
Нужно заявить, что в строительных магазинах возможно отыскать сухие смеси, каковые содержат в своем составе следующие компоненты:
- Измельченную глину;
- Пробковую крошку;
- Соломенную фибру;
- Незначительное количество целлюлозы.
Такую смесь значительно чаще применяют в качестве теплоизоляции при возведении стен либо штукатурки. Перед применением смесь разводят в воде.
Плотность глинопробкобетона образовывает 300—450 кг на метр кубический. Коэффициент теплопроводности – 0,07—0,08 Вт/м К.
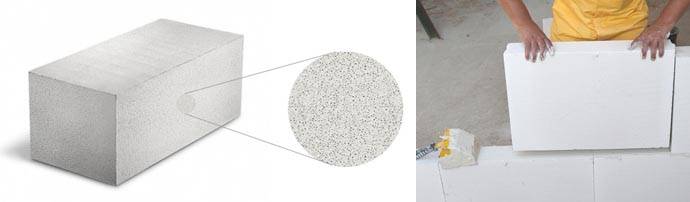
Что представляет собой пеноблок и как он производится
Пеноблок, он же газоблок, он же газосиликатный блок представляет собой строительный материал, выполненный из ячеистого бетона. Зачастую в сети можно встретить информацию, что пеноблок и газоблок — это разные материалы. В этом есть доля истины.

Пеноблок имеет ячеистую структуру
Пеноблоками называют материал, выполненный неавтоклавным способом, а газоблоками — изделия, которые при изготовлении подвергаются термической обработке. Еще одно отличие — это способ вспенивания бетона. Пенобетон вспенивают пенообразователями, а газобетон — газом, который активно выделяется в процессе химической реакции.
Но, в настоящее время деление на пенобетон и газобетон неактуально, так как производители неавтоклавных блоков стали добавлять в состав небольшое количество газообразователей.
Поэтому, чтобы не запутаться, правильней говорить «автоклавный пеноблок/газоблок» или «неавтоклавный пеноблок/газоблок». Далее вкратце рассмотрим обе технологии изготовления ячеистых блоков.
Автоклавный
Изготовление автоклавного пеноблока:
| Иллюстрации | Этапы изготовления |
| Подготовка и смешивание ингредиентов:
|
| Заливка формы. Готовый раствор заливается в формы, где встряхивается, в результате чего газообразователи равномерно распределяются по всей массе бетона. |
| Предварительная термообработка. Залитые формы на несколько часов отправляются в камеру предварительного твердения, где при температуре 40 градусов раствор насыщается газами, в результате чего вспенивается и увеличивается в объеме, а затем набирает прочность. |
| Механическая обработка. После набора прочности массив извлекается из формы и разрезается на блоки пескоструйным способом. Затем на специальном оборудовании вырезаются пазы. | |
| Автоклавирование. Сформированные блоки отправляются в автоклавы, где при температуре 180 градусов и давлении в 12 атмосфер набирают прочность. |




Неавтоклавный
Процесс изготовления неавтоклавного пеноблока гораздо проще:
| Иллюстрации | Действия |
| Смешивание компонентов. На первом этапе готовится смесь из цемента, песка, пенообразователя, добавок и, конечно, воды. |
| Заливка форм. Готовая смесь заливается в формы. |
| Набор прочности. Залитый в формы раствор набирает прочность без термической обработки. |
|




Сразу скажу, что неавтоклавный пеноблок уступает автоклавному по всем параметрам, кроме цены. Поэтому ни одно крупное предприятие не занимается производством неавтоклавного газоблока.







Если вы найдете в продаже неавтоклавный пеноблок, то знайте, что изготовлен он в кустарных условиях. Использовать его рекомендую только для хозяйственных построек. И дело здесь не только в том, что без обработки в автоклавах материал получается менее прочным.

Неавтоклавный блок уступает по качеству автоклавному
В кустарных условиях очень сложно делать качественный пенобетон, так как он очень «капризный». Изменения температуры окружающей среды или пропорции ингредиентов тут же отражается на качестве. Поэтому, если вы хотите строить дом, неавтоклавный пеноблок даже не рассматривайте в качестве возможного материала для стен.





